Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
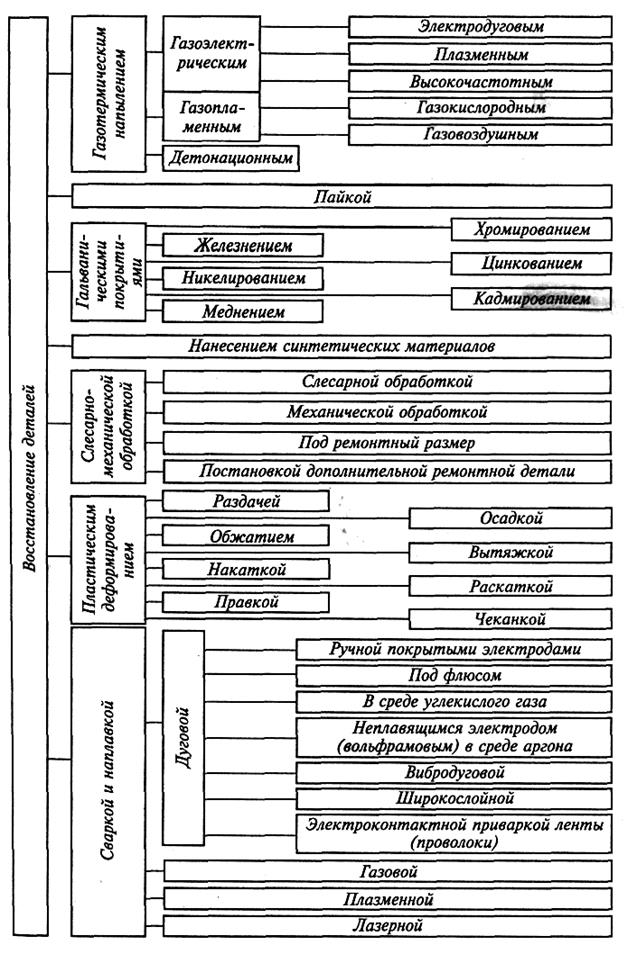
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Источник
Современные методы восстановления и упрочнения деталей при ремонте
МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПРИ РЕМОНТЕ
Экономическая целесообразность восстановления деталей заключается в том, что стоимость восстановления деталей обычно ниже стоимости новых деталей. Кроме того, при восстановлении деталей производство экономит материалы, а также существенно ускоряет ремонт станков. Восстановленная деталь должна обладать всеми качествами, которые имеются у новой детали. А применяя современные методы восстановления деталей, можно восстановить некоторые детали так, чтобы они обладали лучшими качествами, чем новые.
В основу выбора метода восстановления деталей и узлов обычно принимают экономическую целесообразность, наличие оборудования и материалов, технологические и конструктивные особенности деталей. Известны следующие методы восстановления изношенных деталей: способ ремонтных размеров; механический способ; сварка и наплавка; металлизация; гальваническое покрытие и химическая обработка; электроискровой способ, склеивание деталей; применение заменителей металла и полимеров; пригоночные работы.
Одним из наиболее распространенных в практике способов использования изношенных деталей станков является способ ремонтных размеров, т. е. перевода сопряженных деталей в ремонтный размер с восстановлением первоначального зазора. При помощи механической обработки более сложную сопрягаемую деталь переводят в ремонтный размер, а менее сложную восстанавливают или изготовляют заново. При этом должен быть восстановлен первоначальный зазор. Величина ремонтного размера детали задается заранее или устанавливается в момент восстановления. Новый ремонтный размер будет равен номинальному размеру детали минус сумма величины износа и припуска на обработку. Величина припуска на обработку принимается в зависимости от величины искажения геометрической формы детали, размеров, способа механической обработки и материала. Запасные детали можно изготовлять с учетом ремонтных размеров по заранее разработанной шкале, что ускоряет ремонт оборудования. Основными данными при расчете ремонтных размеров и составлении шкалы для каждой сопряженной пары деталей служат величина их износа за межремонтный период и величина припуска на обработку. Рассмотрим методику расчета ремонтных размеров для вала и подшипника.
Ремонтный размер вала (рис. 51, а) с сохранением первоначального положения геометрической оси определяется по формуле
где – Dв1 ремонтный размер вала после первого межремонтного периода службы; Dн – номинальный размер шейки вала; aв – величина износа одной стороны вала; в – припуск на механическую обработку на одну сторону вала.
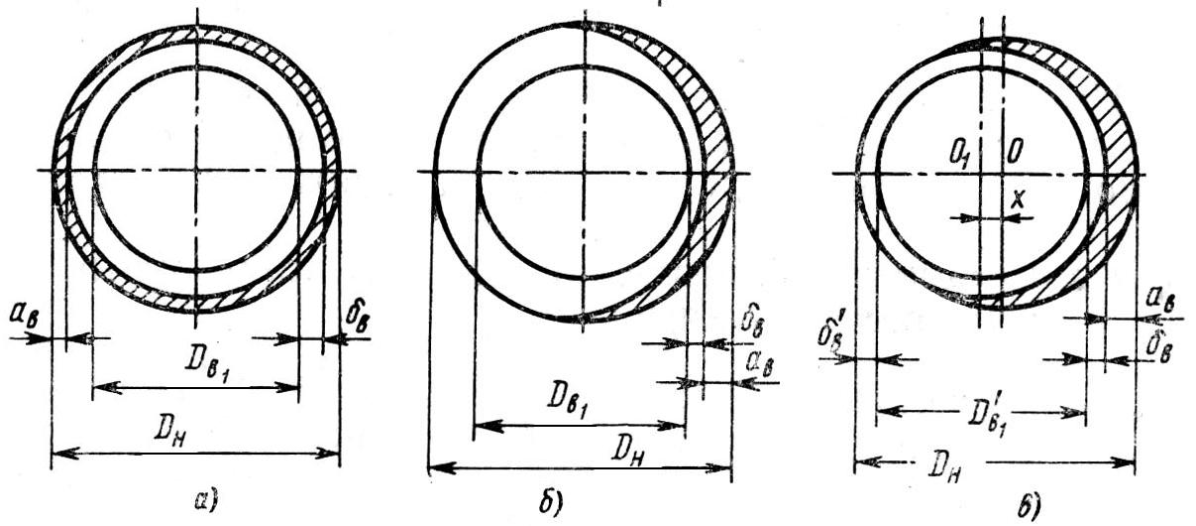
Рис. 51. Определение ремонтных размеров
Ремонтный размер подшипника при ремонте
где Dо1 – ремонтный размер отверстия подшипника после первого межремонтного периода службы; aо – величина износа одной стороны подшипника; о – припуск на механическую обработку на одну сторону подшипника.
На рис. 51, б изображен вал с односторонним износом и с сохранением первоначального положения оси. На рис. 51, в изображен вал с односторонним износом и смещением оси на величину х. При смещении положения оси вала очередной ремонтный размер вала устанавливается по формуле Dв1 = Dн — 2(aв + в+в ). Конечный ремонтный размер шейки вала Dвк и подшипника Вок устанавливается из условий прочности, устойчивости и конструктивных особенностей сопрягаемых деталей.
Зная наибольшее отверстие подшипника, можно определить количество ремонтных размеров по формулам:
для ремонтируемого вала
для ремонтируемого отверстия подшипника

где Dок – ремонтный размер отверстия подшипника после
первого межремонтного срока службы;
ао – величина износа одной стороны подшипника;
о – припуск на механическую обработку на одну сторону подшипника.
Имея шкалу ремонтных размеров для каждой сопряженной пары, подверженной наибольшему износу, можно при очередном ремонте к незаменяемой детали подобрать сопряженную деталь.
МЕХАНИЧЕСКИЕ СПОСОБЫ ВОССТАНОВЛЕНИЯ ПОЛОМАННЫХ И
М 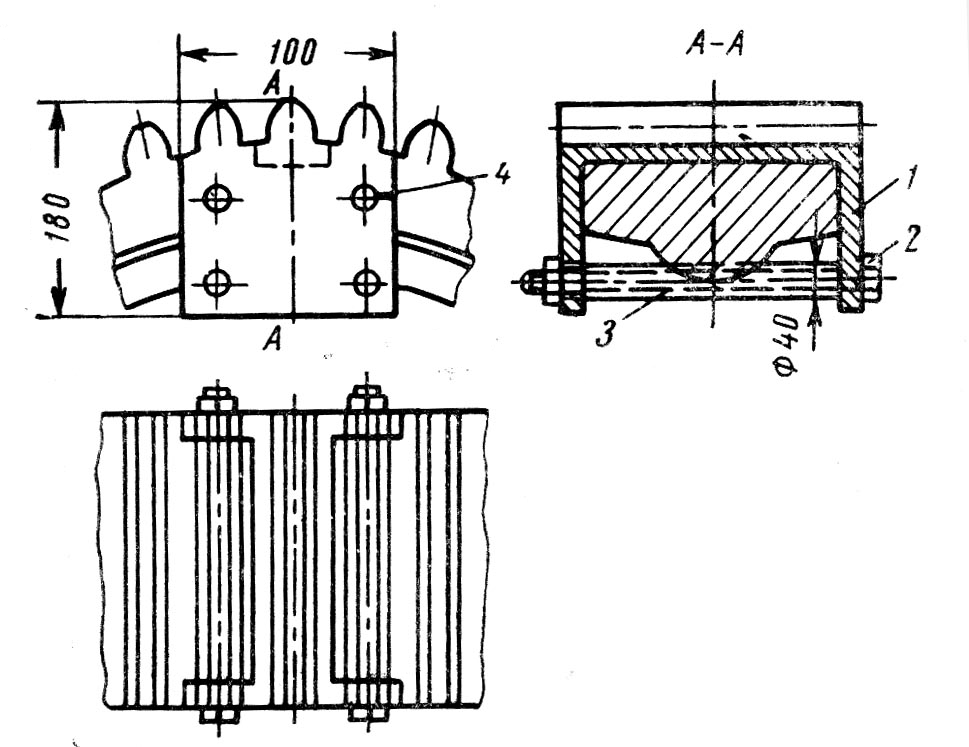 еханический способ восстановления деталей весьма распространен при ремонте станков; он должен обеспечить восстановление требуемой посадки сопряженных деталей. Технологический процесс механической обработки деталей, применяемый при восстановлении, ничем не отличается от общего технологического процесса машиностроения. При ремонте изношенных деталей на универсальном оборудовании затруднение вызывает базирование в связи с утратой в деталях основной установочной базы. Поэтому, прежде всего, необходимо восстановить установочную базу или принять вспомогательные базы, после чего продолжать обработку деталей. Примером может служить шлифование шеек шпинделя и изготовление новых вкладышей подшипника и т. д.
еханический способ восстановления деталей весьма распространен при ремонте станков; он должен обеспечить восстановление требуемой посадки сопряженных деталей. Технологический процесс механической обработки деталей, применяемый при восстановлении, ничем не отличается от общего технологического процесса машиностроения. При ремонте изношенных деталей на универсальном оборудовании затруднение вызывает базирование в связи с утратой в деталях основной установочной базы. Поэтому, прежде всего, необходимо восстановить установочную базу или принять вспомогательные базы, после чего продолжать обработку деталей. Примером может служить шлифование шеек шпинделя и изготовление новых вкладышей подшипника и т. д.
Рис. 52. Ремонт зубчатого колеса
На рис. 52 показано колесо, у которого частично разрушены зубья. Для их восстановления башмак 1 с натягом устанавливают в паз и фиксируют винтами 4. В свою очередь, щеки башмака стягивают болтами 2. Чтобы ограничить прогиб щек, применяют распорные втулки 3, посаженные на болты 2. Окончательную отделку зуба производят после пригонки башмака по месту или по шаблону на обычном универсальном оборудовании. Такое восстановление зубьев применяют для крупных модулей тихоходных колес.
Ремонт трещины корпусной чугунной детали производят штифтованием (рис. 53) в следующей последовательности: 1) зачищают поверхности трещины и определяют ее длину; 2) размечают отверстия на расстояние 1,5 диаметра друг от друга и сверлят их сверлом диаметром 5–6 мм. Крайние отверстия необходимо просверлить в цельном металле; 3) нарезают резьбу в отверстиях; 4) отжигают медную проволоку, нарезают на ней резьбу и ввертывают в отверстие; 5) отрезают проволоку, оставив выступ проволоки на 1,5–2,0 мм; 6) размечают отверстия в промежутках установленных штифтов, просверливают, нарезают и ввертывают нарезанную медную проволоку. При сверлении сверло должно захватить металл соседних штифтов не менее ¼ величины их диаметра; 7) расчеканивают выступающие части штифтов и опиливают их; 8) шов испытывают на герметичность, затем паяют оловом или красят краской.
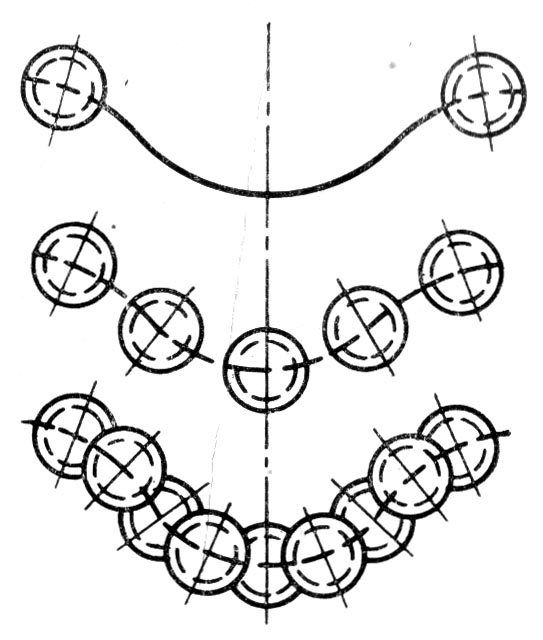
Рис. 53. Заделка трещин
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
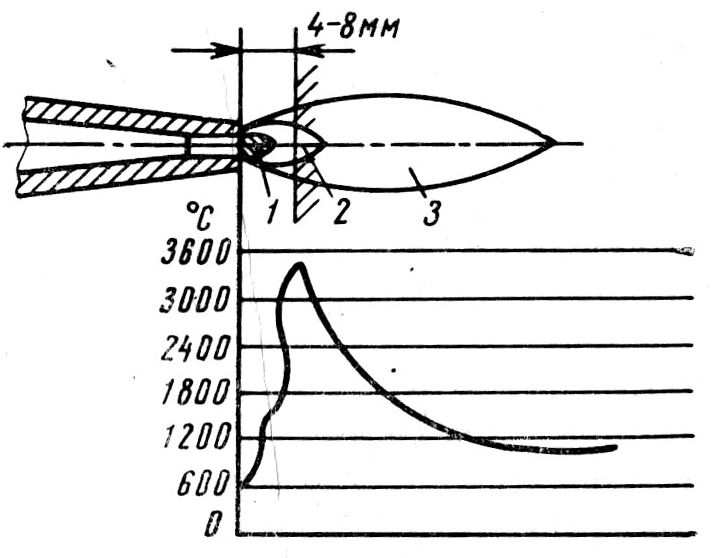
Рис. 54. Зоны пламени сварочной горелки: 1 – ядро; 2 – восстановительная зона; 3 – зона сгорания
ущность процесса газовой сварки стальных и чугунных деталей заключается в плавлении металла, возникающем при горении ацетилена в избыточной среде кислорода в виде пламени с температурой 3300 °С и выше.
На рис. 54 показано пламя, получаемое в горелке с тремя зонами, отличающимися между собой реакцией горения и температурой. Зона 2 – рабочая, в ней создается наивысшая температура и происходит расплавление металла. В зависимости от соотношения в нем ацетилена и кислорода пламя бывает трех видов: нормальное (1:1 или 1:1,25), восстановительное с избытком ацетилена и окислительное – с избытком кислорода. Сварку чугунных и стальных деталей производят в восстановительной зоне 2 нормального пламени. При работе с нормальным пламенем металл хорошо плавится, а сварной шов получается плотным и прочным. При избытке ацетилена неизбежно происходит науглероживание металла, что вызывает его хрупкость; при сварке с избытком кислорода металл окисляется, возникает пережог его, а, следовательно, прочность шва значительно уменьшается.
Электродуговая сварка имеет более широкое распространение по сравнению с газовой сваркой. Существует два вида сварки: по способу Бенардоса с применением угольных электродов и по способу Славянова с применением металлических электродов. Второй вид сварки применяется более широко, так как основным присадочным материалом является электрод, вследствие чего упрощается процесс сварки.
Подготовка детали к сварке
Основная цель подготовки деталей к сварке – это качественная очистка мест сварки и прилегающей зоны от масла и грязи. Кроме того, перед сваркой необходимо произвести разделку кромок, т. е. мест соединения основного металла с наплавленным. Поверхности деталей, подлежащих сварке, очищают стальной щеткой, напильником, абразивным кругом, промывкой бензином, керосином и другими растворителями. Форма разделки кромок, подлежащих восстановлению деталей сваркой, устанавливается в зависимости от толщины стенки детали у излома.
На рис. 55, а отсутствует разделка кромок; это допускается в том случае, если толщина стенки детали, подлежащей сварке, менее 5 мм. При этом необходимо произвести только очистку поверхности детали вдоль трещины и оставить небольшой зазор между свариваемыми стенками детали. Этот зазор также является компенсатором при усадке сварного шва. Если толщина стенки детали у излома свыше 5 мм, кромки необходимо скосить под углом 60–70° (рис. 55, б). Эта форма кромок называется V-образной и применяется для деталей с толщиной стенок до 12 мм. А при толщине стенок более 12 мм снимается кромка с двух сторон детали, т. е. получается Х-образная форма (рис. 55, в). Зазор на усадку и размер перемычки показаны на рис. 55, б и в. После подготовки кромок и очистки прилегаемой к ним поверхности производят сварку детали.
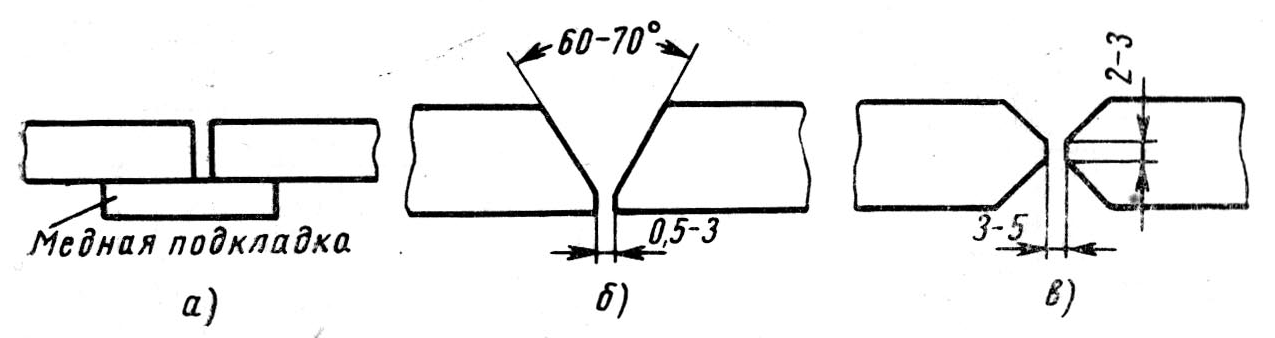
Рис. 55. Формы разделки кромок
Сварка деталей, изготовленных из серого чугуна
Серый чугун в производстве металлообрабатывающих станков имеет широкое распространение. Из серого чугуна изготовляют корпусные и базовые детали, шкивы и др. Наиболее распространенным способом восстановления деталей, изготовленных из чугуна, является сварка. Сварку чугунных деталей осуществляют двумя способами: электросваркой и газовой сваркой. Существуют три основных метода электросварки чугунных деталей: 1) холодная сварка, 2) полугорячая сварка и 3) горячая сварка.
Если деталь перед сваркой не имеет предварительного подогрева, то такая сварка называется холодной. Сварка с предварительным подогревом детали до 250–450 °С называется полугорячей. Если процесс сварки осуществляется, когда деталь подогрета до температуры 500–750°С, то такая сварка называется горячей. Горячую сварку применяют для ответственных деталей. Для повышения прочности при холодной сварке в чугунную деталь устанавливают шпильки. С установкой шпилек повышается сцепляемость стали электрода с чугуном детали. Кроме того, понижается внутреннее напряжение в наплавленном металле. По краям трещин необходимо сделать широкие кромки под углом 90°. Глубина кромок должна быть равной 0,5–0,6 толщины стенки. Шпильки можно устанавливать на скошенных кромках, а также и на нескошенной части детали, как указано на рис. 56. а–в.
При необходимости установки шпилек в несколько рядов они размещаются в шахматном порядке так, чтобы шпильки большего диаметра были ближе к излому. Диаметр d шпилек выбирается в зависимости от толщины стенки реставрируемой детали d = (0,30,4)Н, где Н – толщина стенки реставрируемой детали. Выбирать шпильки диаметром более 16 мм не рекомендуется. Шпильки устанавливают на глубину h1= (11,5) d мм. Расстояние между центрами шпилек в одном ряду t =(35) Общая высота шпильки с выступающей частью
В том случае, если сварка осуществляется без разделки кромок, необходимо устанавливать шпильки в деталь на расстоянии (l,52,0) d от края трещин. Общая площадь, занятая отверстиями под шпильки, должна составлять 12–18% от площади в месте излома детали.
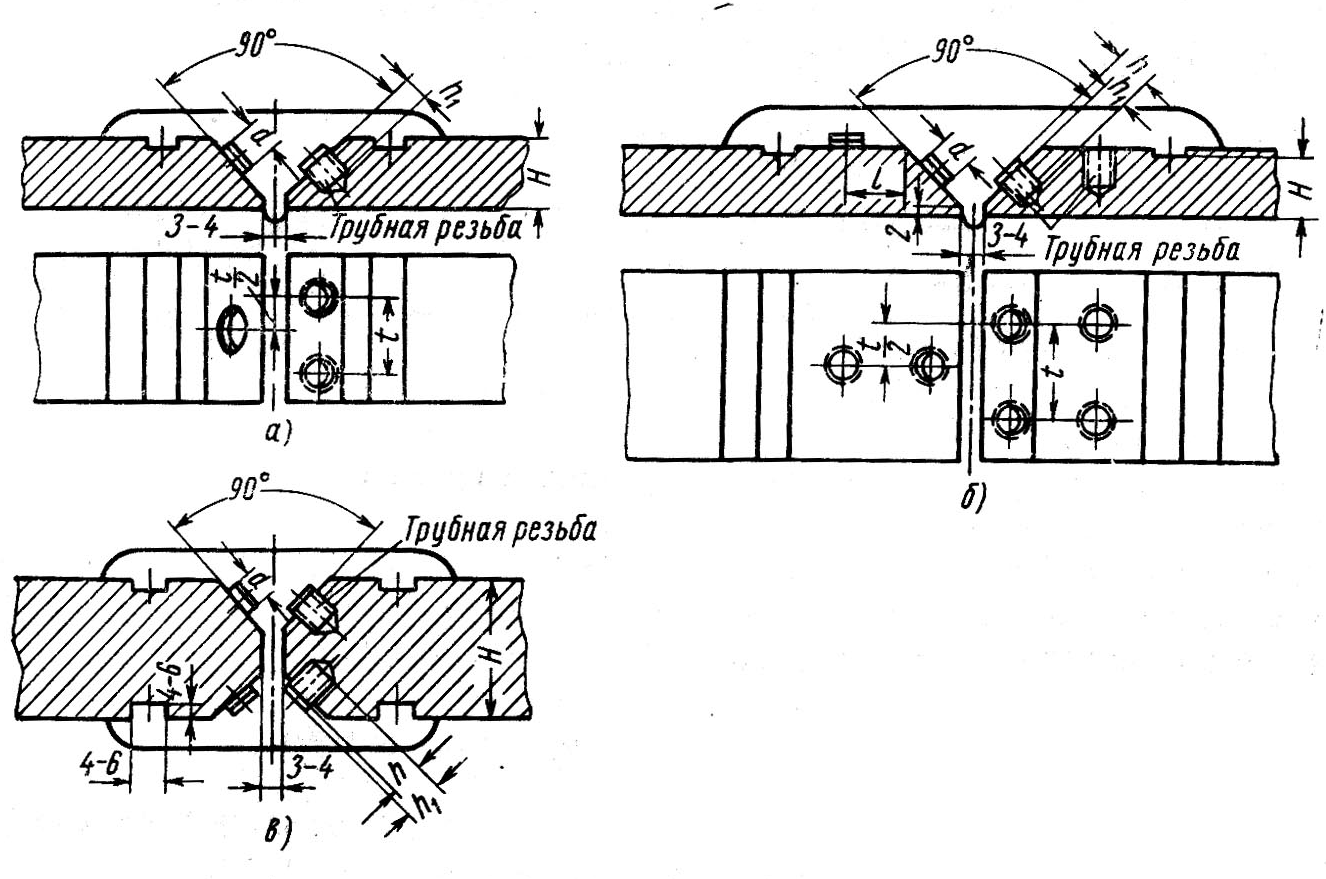
Рис. 56. Схема установки шпилек при сварке чугуна
Установка шпилек должна быть плотной и до упора. При этом необходимо обращать внимание на качество резьбы как на шпильках, так и в отверстиях. Для упрочнения сварного шва на поверхности детали делают канавки шириной 4–6 и глубиной 3–5 мм.
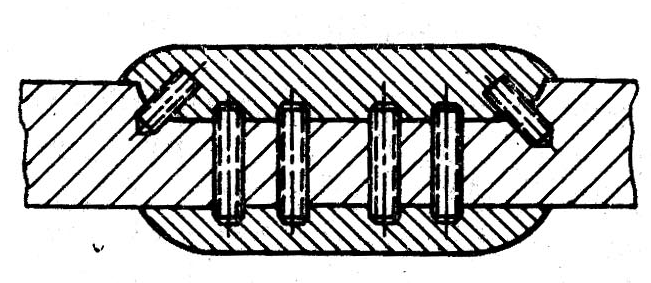
Рис. 57. Двухсторонняя сварка чугунных деталей с установкой сквозных шпилек
Если деталь, подлежащая сварке, имеет небольшую толщину или по другим технологическим причинам невозможно сделать кромки, тогда ставят сквозные шпильки, как показано на рис. 57. При сварке станин и других тяжелых деталей, кроме установки шпилек, для увеличения прочности устанавливают анкеры, косынки и ребра жесткости.
Контроль сварных соединений
Контроль сварки осуществляют внешним осмотром и внутренним испытанием специальными приборами. В ремонтном хозяйстве применяют магнитные дефектоскопы, которые без разрушения детали выявляют наличие трещин и их длину.
На рис. 58 показана схема магнитной дефектоскопической установки. Для выявления дефекта деталь 5 устанавливают на контактный диск 4. Рукояткой 1 деталь подводится и зажимается вторым контактным диском 6. Под действием трансформатора 3 при включении магнитного пускателя 2 деталь намагничивается. После этого намагниченную деталь опускают в ванну или поливают магнитной суспензией тонкого порошка из прокаленной окиси железа и керосина или масла (в соотношении 1 : 400). Частицы порошка притягиваются к месту трещин, что способствует выявлению расположения трещин в детали. После магнитного контроля деталь необходимо размагнитить.
В случае отсутствия аппаратуры в ремонтном цехе пользуются более простым методом обнаружения трещин и установления их величины. Предполагаемый участок обильно смачивают керосином на 10–15 мин, после этого поверхность детали насухо вытирают и посыпают мелом или намазывают раствором мела в воде. Через несколько минут мел впитывает керосин и на поверхности детали появляется тонкая темная полоса. Ее границы дают представление о величине трещины.
Для того чтобы трещина не распространялась дальше, необходимо в конце ее просверлить отверстие диаметром 6–8 мм с последующей разделкой кромок и сваркой детали.
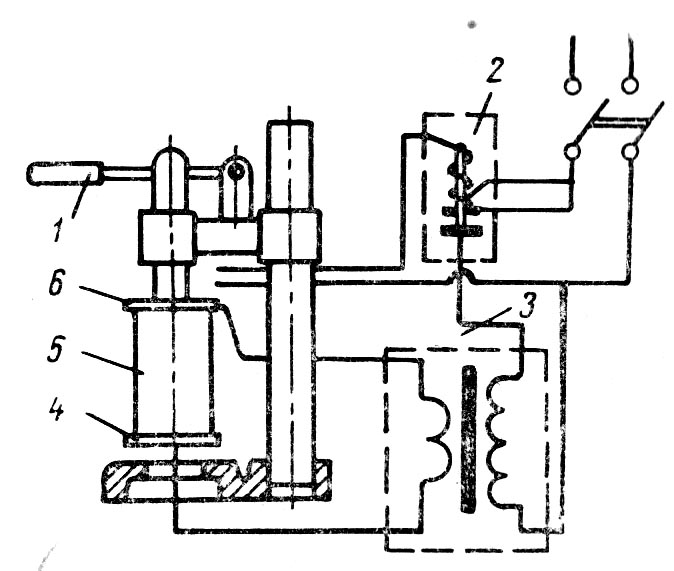
Рис. 58. Схема магнитной дефектоскопической установки
Наплавка деталей износостойкими и легированными сплавами
Для восстановления деталей и повышения их износостойкости применяют наплавку износостойкими и легированными сплавами. В процессе наплавки обеспечивается прочное соединение наплавленного слоя с основным металлом детали. Наплавку можно производить в два и более слоев и величина наплавленного слоя колеблется в пределах 0,5–5 мм. Толщина каждого слоя, например, для наплавки сормайта ацетилено-кислородным пламенем имеет от 1,25 до 1,5 мм. Для восстановления деталей, подверженных быстрому износу, применяют твердые сплавы. К этим деталям относятся: кулачковые муфты, ножи прессножниц, ролики и др.
Износостойкость этих деталей повышается от 2 до 5 раз в зависимости от состава и технологии наплавки. Наплавкой можно получить любой заданный состав, который бы образовал одно целое с основным металлом. При ремонте деталей применяют сормайт, литой твердый сплав, порошкообразный твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износоустойчивый слой.
Сормайт № 1 применяют в виде прутка диаметром от 3 до 7 мм и длиной 300–400 мм. Этим сплавом ремонтируют детали, работающие в основном на истирание, но без значительных нагрузок. После остывания наплавленная деталь подлежит шлифованию карборундовыми кругами. Наплавку сормайтом № 1 производят на ножи прессножниц (толщина слоя 1,5– 2,5 мм), ползуны станков (толщина слоя 3–4,5 мм) и др.
Сормайт № 2, обладающий хорошей вязкостью, применяют для наплавки восстанавливаемых зубчатых колес и других деталей. Сормайт можно наплавлять при помощи электродуговой или газовой сварки. Электродуговой способ наплавки сормайтом более прост. В процессе наплавки первого слоя расплавленные основной металл детали и сормайт хорошо перемешиваются, в результате первый наплавленный слой получается комбинированным с пониженной твердостью. Для получения однородного слоя сормайта наплавку ведут в два и более слоев. Этот способ применяют при наплавке больших поверхностей, но этим способом трудно наплавлять острые кромки и малые детали. Чтобы предохранить от окисления стержень сормайта в процессе наплавки, для их покрытия применяют специальные обмазки. Наплавка сормайтом при помощи ацетилено-кислородного пламени осуществляется электродами диаметром от 2 до 3 мм. Перед наплавкой ремонтируемую деталь нагревают до поверхностного ее оплавления, после чего в эту зону вводят электрод сормайта. Чтобы избежать окисления наплавленного слоя и выгорания углерода, вольфрама и хрома, наплавку производят с избытком ацетилена. В процессе наплавки электрод сормайта необходимо держать в пламени горелки, чтобы капли сплава попадали только на расплавленную поверхность ремонтируемой детали. Горелка должна находиться под углом на расстоянии 18–20 мм от поверхности детали. Детали сложной конфигурации и больших размеров во избежание появления внутренних напряжений предварительно подогревают до температуры 650–700 °С.
Сормайт № 2 термически обрабатывается. Отжиг производится при температуре 890–900 °С с выдержкой при данной температуре в печи до 4 ч. После выдержки деталь вместе с печью охлаждается до температуры 720–740 °С и при повторной выдержке при указанной температуре в течение 4 ч с последующим охлаждением вместе с печью до 600 °С, а в дальнейшем на воздухе твердость доводится до HRC 30–35. Детали, наплавленные сормайтом № 2, закаливают в масле, т. е. нагревают до температуры 940–960 °С и выдерживают в течение 40–50 мин с последующим охлаждением в масле. Отпуск производится при температуре 250 °С и выше с выдержкой в течение 1 ч и охлаждением на воздухе. После отпуска твердость сормайта № 2 HRC 40–45.
До закалки сормайт № 2 хорошо обрабатывается металлокерамическими сплавами при следующих режимах: обдирка – глубина резания t = l 1,5 мм, подача s = 0,150,2 мм/об и скорость резания v = 510 м/мин; чистовая – t = 0,20,3 мм, s =0,050,15 мм/об и v = 3540 м/мин.
Если реставрируемая деталь имеет большой износ, то вначале наплавку нужно произвести металлическим электродом и только последний слой необходимо наплавлять твердым сплавом с последующим медленным охлаждением, чтобы предотврати, образование трещин.
Восстановление деталей дуговой наплавкой приводит к большому расходу металла, а главное при нагреве – в процессе сварки происходит коробление. В настоящее время применяют прогрессивный метод восстановления деталей – виброконтактной наплавкой. Виброконтактная установка работает по следующему принципу: вместо резцедержателя устанавливают на суппорт токарно-винторезного станка виброконтактную головку (рис. 59, а), а в центре закрепляют деталь 1. Головка имеет двигатель 3, приводящий в движение подающий ролик 7 через редуктор 4. Чтобы электродная проволока 5 подавалась в бункер 12, из барабана 6 подающий ролик 7 прижимает электродную проволоку к ролику 8 и осуществляет ее подачу. На конце бункера 12 находится сердечник, который при включении электромагнита 10 притягивается. Одновременно с этим увеличивается расстояние между деталью и бункером до 4 мм. При выключении пружина 9 оттягивает сердечник, и бункер с проволокой приближается к детали 1 на расстояние до 1,5 мм. Это создает частоту колебания до 100 кол/сек. Амплитуда колебания бункера устанавливается тем больше, чем больше напряжение источника тока и толщина наплавляемого слоя металла.
Источник