- Пользование микрометром при ремонте двигателя
- Как пользоваться микрометром
- Измерение геометрических параметров коленчатого вала
- Измерение геометрических параметров распределительного вала
- Как измерить диаметр цилиндра двигателя?
- Как проводить измерения индикаторными нутромерами?
- Что измеряют нутромеры
- Принцип работы и характеристики индикаторных нутромеров
- Как работать с индикаторным нутромером
- Настройка нутромера по микрометру
- Как работать микрометрическим нутромером
- Как измерять микрометрическим нутромером
- Условия эксплуатации, хранения и методика поверки нутромеров
- Как разобрать индикаторный нутромер
- Своими силами проверяем зазор между поршнем и цилиндром
- Что происходит с зазором между поршнем и цилиндром
- Нормы соответствия поршней и цилиндров
- Штихмас. Как измерить диаметр цилиндра?
- Предназначение штихмаса
- Виды штихмасов
- Микрометрический штихмас
- Принцип действия микрометрического штихмаса
- Индикаторный штихмас
- Телескопический штихмас
- Как читать показания штихмаса?
- Требования при работе со штихмасом
- Как правильно измерить диаметр цилиндра.
- 16 сообщений в этой теме
- Рекомендуемые сообщения
- Создайте аккаунт или авторизуйтесь, чтобы оставить комментарий
- Создать аккаунт
- Недавно просматривали 0 пользователей
- Популярные темы
Пользование микрометром при ремонте двигателя
Измерения и расчеты, выполняемые при ремонте двигателей
Цель ремонта двигателя, независимо от того, что конкретно ремонтируется, — восстановить допуски параметров двигателя до технических требований, установленных заводом-изготовителем. При любом ремонте двигателя производятся измерения. Специалист автосервиса обязан производить измерения дважды:
• Необходимо производить обмер частей ремонтируемого двигателя с целью проверки их соответствия заводским техническим требованиям и необходимости в их восстановлении.
• Прежде чем приступать к сборке ремонтируемого двигателя, необходимо производить обмер запасных частей и поверхностей, прошедших механическую обработку в процессе ремонта, с целью проверки соответствия их размеров требуемым.
МИКРОМЕТР
При техническом обслуживании и ремонте двигателя самым необходимым и чаще всего используемым измерительным инструментом является микрометр (рис. 11.1). Барабан вращается на цилиндрической ручке (стебле) микрометра на винте с микрометрической резьбой, имеющей сорок витков на дюйм. При каждом обороте барабана шпиндель микрометра перемещается на расстояние 0,025 дюйма. Барабан размечен по периметру на 25 одинаковых секторов. Таким образом, повороту измерительного барабана на одно деление соответствует перемещение шпинделя на 0,001 дюйма. Все микрометры должны регулярно проходить метрологическую поверку (рис.11.2).

Рис. 11.1. Примеры типичных микрометров, используемых для контроля геометрических размеров

Рис. 11.2. Все микрометры необходимо поверять и, при необходимости, калибровать, используя для этого эталонный стержень
Как пользоваться микрометром

Ил. 20.1. Этот большой деревянный макет служит для демонстрации того, как пользоваться микрометром. Неподвижный корпус называется стеблем

Ил. 20.2. Подвижная часть микрометра называется барабаном

Ил. 20.3. Для снятия показаний микрометра по длине стебля нанесены риски с шагом 0,025 дюйма, промаркированные числами через каждую 0,100 дюйма

Ил. 20.4. По периметру барабана равномерно расставлены 25 рисок, каждая соответствует 0,001 дюйма

Ил. 20.5. За сорок оборотов барабан перемещается на один дюйм. Таким образом, за один оборот барабан перемещается по стеблю микрометра на 0,025 дюйма (1,000 дюйм, деленный на 40, дает в результате 0,025 дюйма)

Ил. 20.6. Следовательно, для считывания показания микрометра необходимо считать показание на стебле микрометра и показание на барабане и сложить их

Ил. 20.7. За один оборот барабан смещается по ручке на одно деление, нанесенное на ней. Цена одного деления составляет 0,025 дюйма. Четыре деления составляют 0,025 х 4 = 0,100 дюйма. Напротив соответствующей риски на стебле стоит цифра «1», означающая одну тысячную дюйма

Ил. 20.8. В этом положении измерительного механизма видна одна риска на стебле микрометра, и риска на барабане, отмеченная цифрой «О» совпадает с линией шкалы, нанесенной на стебле микрометра, что означает, что барабан совершил полный оборот сверх 0,025 дюйма. Вторая риска на стебле микрометра находится под самым краем измерительного барабана. Это показание означает 0,050 дюйма

Ил. 20.9. При повороте барабана на одно деление показание микрометра увеличивается на одну тысячную дюйма и становится равным 0,051 дюйма (0,025 дюйма х 2 + 0,001 дюйма с барабана = 0,051 дюйма)

Ил. 20.10. Барабан был повернут на много оборотов пока на стебле не открылась цифра «1», означающая 0,100 дюйма (сто тысячных) плюс еще одна риска на стебле, означающая еще 0,025 дюйма (25 тысячных), плюс барабан стоит в таком положении, в котором риска на нем, отмеченная числом «10», совместилась с линией шкалы, нанесенной на стебле микрометра, что означает еще 0,010 дюйма (десять тысячных). Таким образом, это показание микрометра означает 0,135 дюйма (100+ 25+ 10= 135)

Ил. 20.11. Это показание означает 0,315 дюйма (0,300 на гтрбпо микоометра плюс 0,015 на барабане)

Ил. 20.12. Одна тысячная дюйма записывается как 0,001 дюйма, а 920 тысячных дюйма — как 0,920 дюйма
Измерение геометрических параметров коленчатого вала
Шейки шатунных и коренных подшипников коленчатого вала, как правило, отличаются по размерам. И те, и другие необходимо обмерять, проверяя на овальность и конусность (рис. 11.3).
Измерение овальности
Профиль шейки измеряется не менее чем в двух поперечных сечениях по ее длине. Измерение диаметра в каждом сечении производится через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами. В примере, показанном на рис. 11.4, производится всего шесть измерений. Расчет овальности шейки производится путем вычисления разницы между наибольшим и наименьшим результатами измерений.
Поперечное сечение А:
2,0000 — 1,9995 = 0,0005 дюйма;
Поперечное сечение Б:
2,0000 — 1,9989 = 0,0011 дюйма;
Но результатам измерений максимальная величина овальности выявлена в поперечном сечении А и составляет 0,0011 дюйма. Этот результат и следует

Рис. 11.3. Измерение овальности и конусности шатунной шейки коленчатого вала с помощью микрометра
использовать для сравнения с заводскими техническими требованиями с целью определения необходимости в механической обработке детали.
Измерение конусности
Для определения конусности шейки сравниваются диаметры, измеренные в поперечных сечениях А и Б под одинаковым углом, и вычисляется разность между ними. Например:
Поперечное Поперечное сечение А сечение Б
2,0000 — 2,0000 = 0,0000
1,9999 — 1,9999 = 0,0000
1,9995 — 1,9989 = 0,0006
Максимальная разность между результатами измерений составляет 0,0006 дюйма — она характеризует конусность шейки и сравнивается с заводскими техническими требованиями.

Рис. 11.4. Измерение геометрических параметров шейки коленчатого вала. Каждую шейку необходимо измерить не менее чем в шести позициях: в поперечном сечении А и поперечном сечении Б через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами

Рис. 11.5. Овальность шейки распределительного вала определяется по результатам трех измерении в одном поперечном сечении шейки — через каждые 120 градусов по периметру профиля шейки
Измерение геометрических параметров распределительного вала
Шейки распределительного(ых) вала(ов) также проверяются на овальность и конусность путем измерения с помощью микрометра и сравнения результатов с техническими требованиями завода-изготовителя (рис. 11.5).
ПРИМЕЧАНИЕ
В двигателях с верхним расположением клапанов и нижним расположением распределительного вала шейки распределительного вала делаются часто с уменьшением диаметра по направлению к заднему концу двигателя. В двигателях с верхним расположением распределительного вала шеики распределительного вала имеют обычно одинаковый диаметр.
Высота вершин кулачков распределительного вала также измеряется с помощью микрометра, как показано на рис. 11.6, и сравнивается с заводскими техническими требованиями.

Рис. 11.6. Распределительный вал проверяется на степень изношенности путем измерения с помощью микрометра высоты вершин кулачков
Источник
Как измерить диаметр цилиндра двигателя?
Как проводить измерения индикаторными нутромерами?
Нутромеры предназначены для измерения диаметров отверстий, размеров пазов и внутреннего расстояния между поверхностями. Данные приборы применяются в тех случаях, когда использование линейки и рулетки невозможно или не обеспечивает необходимую точность замеров.
Приборы данного типа являются идеальным инструментом для проверки внутреннего диаметра цилиндров при сборке и ремонте автомобильных моторов. Сфера их применения: слесарные мастерские, пункты автосервиса и механосборочные цеха.
Что измеряют нутромеры
Существует два метода замеров: абсолютный и относительный. Первый применяется при использовании микрометрического нутромера. Прибор помещается внутрь отверстия и работает аналогично микрометру. Он замеряет абсолютное расстояние от одной поверхности до другой в миллиметрах.
Относительный метод применяется при использовании индикаторного нутромера. Перед началом измерений прибор приводится в рабочее положение, настраивается и выставляется «на ноль».
Принцип работы и характеристики индикаторных нутромеров
Каждый прибор состоит из двух основных узлов: индикатора с циферблатом часового типа и измерительной части (стебля). Величина перемещения подвижного стержня передается на отсчетное устройство с помощью клиновой или рычажной передачи.
Характеристики индикаторных нутромеров:
- минимальный диаметр измеряемого отверстия – от 6 мм;
- погрешность – 0,15-0,025 мм;
- цена деления – от 0,01 до 0,001 мм;
- движение стержня – от 1 до 10 мм (зависит от модели).
Как работать с индикаторным нутромером
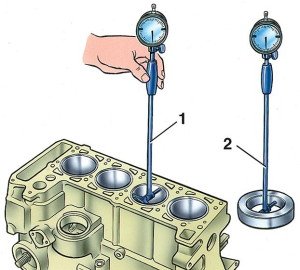
Как того требует инструкция, перед началом работы инструмент нужно выставить «на ноль». Удобнее всего это сделать с помощью калибровочного кольца. При его отсутствии можно воспользоваться концевой мерой со струбциной или другим прибором (например, микрометром или штангенциркулем).
Настройка нутромера по микрометру
В первую очередь проверяется точность микрометра с помощью концевой меры. Если погрешность находится в допустимых пределах, то действовать необходимо по следующему плану:
- подбирается сменный стержень (например, длиной 10 мм) и устанавливается на измерительную штангу нутромера;
- на микрометре так же выставляется размер 10 мм, после чего зажимается стопорный винт;
- нутромер фиксируется в тисках через деревянную втулку на стебле. Этим обеспечивается его неподвижность;
- стержень нутромера помещается между измерительными губками микрометра;
- отклонившаяся стрелка совмещается с отметкой «ноль» на циферблате вращением головки индикатора.
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний.
Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца. Если вправо – то меньше.
Снимаем показания: стрелка отклонилась влево на 15 делений. Делаем расчет: умножаем 15 на цену одного деления (0,01 мм) и получаем 0,15 мм.
Зная диаметр образца (10 мм), производим окончательный расчет: 10+0,15=10,15 мм.
При снятии показаний стоит учитывать, что индикатор имеет две шкалы:
- большую – сотые доли мм.;
- малую – миллиметры.
Для измерения отверстий больших размеров применяются дополнительные стержни-удлинители, входящие в комплектацию нутромера. Более детальную информацию о том, как пользоваться прибором, вы можете найти в инструкции по эксплуатации.
Как работать микрометрическим нутромером
Перед началом работ прибор устанавливается «на ноль» с помощью меры, входящей в комплект. Процедуру рекомендуется выполнять при температуре +20 о С по следующему плану:
- микрометрическая головка размещается между губами установочной меры;
- вращением барабана добиваемся прижатия измерительных поверхностей с обеих сторон;
- закручиваем фиксирующий винт и извлекаем прибор.
Снимаем показания. Если нулевое значение на барабане совпадает с продольной линией на стебле, то прибор настроен и готов к работе.
Как измерять микрометрическим нутромером
Принцип работы с таким прибором отличается от замеров с помощью индикаторных аналогов. Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Следующее действие – завинчиваем до упора стопорный винт и извлекаем прибор из отверстия для снятия показаний. Для получения искомого значения складываются три составляющие:
- значение на шкале;
- длина манометрической головки;
- размер удлинителя, если таковой применяется.
Условия эксплуатации, хранения и методика поверки нутромеров
Межповерочный интервал для измерителей данного типа составляет 1 год. Поверка прибора производится в соответствии с методикой МИ 2192-92.
Условия эксплуатации нутромеров:
- окружающая температура – от +15 до +25 о С;
- влажность – до 80%;
- установка ноля – перед каждым началом работы.
При пользовании индикаторным нутромером рекомендуется его удерживать за деревянную втулку. В противном случае, стальная штанга будет нагреваться от тепла руки. Это повлечет ее удлинение на сотые доли миллиметра, что спровоцирует искажение показаний индикатора.
Как разобрать индикаторный нутромер
Разборка прибора производится в порядке, обратном сборке. Сначала вывинчивается удлинительный стержень, а затем индикатор отделяется от измерительной штанги. Перед длительным хранением все элементы конструкции, за исключением циферблата индикатора, протираются авиационным бензином и смазываются. Хранение нутромера осуществляется в упаковочном боксе при температуре +20±5°С.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Штихмас. Как измерить диаметр цилиндра?

 Для разных видов измерений нужна своя точность. Размеры деталей обычно измеряют микрометром. Но что делать, если измерить нужно не саму деталь, а отверстие в ней? Сегодня, мы поговорим о малоизвестном инструменте для которого не составит труда дать значение с точностью до сотых миллиметров для блока цилиндров вашего автомобиля.
Для разных видов измерений нужна своя точность. Размеры деталей обычно измеряют микрометром. Но что делать, если измерить нужно не саму деталь, а отверстие в ней? Сегодня, мы поговорим о малоизвестном инструменте для которого не составит труда дать значение с точностью до сотых миллиметров для блока цилиндров вашего автомобиля.
Предназначение штихмаса
Штихмас – это инструмент для измерения размеров отверстий разной формы. Поэтому его называют нутромером. Штихмас при измерении соприкасается с поверхностью только в двух точках.
Измеряют диаметры круглых отверстий или ширины паза (расстояния между плоскостями). Точность измерения – одна сотая часть миллиметра.
Есть более точные приборы (цена делений 5 мкм).
С его помощью можно понять, насколько сношены внутренние цилиндрические поверхности, определить овальность, узнать насколько реальный размер детали отличается от нужного.

Виды штихмасов
Общепринятой классификации штихмасов нет. Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров.
Микрометрический измеряет реальную длину.
Индикаторные сравнивают шаблон и реальный размер. Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя.
Штихмасы имеют разные отсчётные устройства и способы передачи. Разными могут быть формы поверхностей, которые помогают измерять.
Измерительные поверхности трёхточечного штихмаса расположены под углом 120° друг к другу. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали. Информацию о размере берут на цифровой шкале нутромера.
Сферический штихмас – это инструмент, измерительные поверхности которого находятся на одной сфере. Максимальная длина 1000 мм. Он относится к двухточечным. Для измерений нужно сделать больше замеров, чем трехточечным.
Штихмасом цанговым (шариковым) измеряют небольшие отверстия, которые не под силу измерить микрометрическим (диаметр от 0,95 до 18 мм). Снабжён комплектом головок разных типов. Для измерения головку нужного размера и формы вводят в отверстие, внутренняя игла смещается вдоль оси, цанги прижимаются к его стенкам.
Самым точным, удобным и дорогим является электронный штихмас.

Микрометрический штихмас
Состоит из стального прута, концы которого заточены в виде шара, и устройства со шкалами для определения расстояний.
Существует специальное понятие: «снимать штихмас». Оно обозначает процесс измерения деталей.
Штихмас относится к группе инструментов, называемых калибрами.
Микрометрический штихмас имеет большое сходство с микрометром. Можно сказать, что принцип действия у них один и тот же, а расположения измеряемых деталей разное.
Микрометрическая головка – основная деталь этого штихмаса. Она состоит из стержня (стебля), винта, барабана.
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.

Индикаторный штихмас
Это может быть устройство, по внешнему виду напоминающее циркуль. Его подпружиненные ножки на концах загнуты наружу. Это измерительные поверхности. Ножки такого кронциркуля-штихмаса сдвигаются и раздвигаются винтом.
Другие модели выполнены в форме стержня (направляющая втулка), с одного конца которого находится круглая шкала со стрелкой.
Внутри направляющей втулки есть два стержня разной длины. Тот, что покороче, прикасается к головке. В нем находится движок и стержень для измерения.
Вначале прибор устанавливают на нужный размер. Движок с пружиной передаёт движение на индикатор. Стрелка двигается и указывает отклонение размера.

Телескопический штихмас
Устройство телескопического штихмаса похоже на устройство микрометра. Точность измерения 0,01 мм.
Предназначен для проверки горизонтальных и вертикальных поверхностей, овальности, конусности валов, отверстий и цилиндров.
Измерительные части штихмаса делают из следующих видов стали:
- цементуемых углеродистых 15 и 20;
- углеродистых 12А;
- шарикоподшипниковой ШХ15;
- инструментальных легированных Х и ХГ.
Для того, чтобы измерительные поверхности сохранялись как можно дольше, их хромируют, азотируют или делают наплавку из прочного сплава.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.

Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
Требования при работе со штихмасом
Для максимальной точности измерений инструментом нужно соблюдать некоторые требования:
- Измерительные поверхности должны быть чистыми.
- Процедуру измерения проводят при 20 градусах.
- После измерения поверхности, которые прикасались к измеряемым плоскостям, промывают чистым бензином. Смазывают техническим вазелином.
- Штихмас хранят в футляре.
Как правильно измерить диаметр цилиндра.
Автор: LSA , 22 Марта 2011 в Измерения
16 сообщений в этой теме
Рекомендуемые сообщения
Создайте аккаунт или авторизуйтесь, чтобы оставить комментарий
Комментарии могут оставлять только зарегистрированные пользователи
Создать аккаунт
Зарегистрировать новый аккаунт.
Есть аккаунт? Войти.
Недавно просматривали 0 пользователей
Ни один зарегистрированный пользователь не просматривает эту страницу.
Популярные темы

Автор: DEN000
Создана 29 Января 2019
Автор: ChumakAV
Создана 31 Декабря 2019
Автор: Nadegda_
Создана 24 Декабря 2019

Автор: владимир 332
Создана 3 Декабря 2019

Автор: 5ive
Создана 25 Декабря 2019
Автор: владимир 332
Создана 27 Декабря 2019
Автор: UNECE
Создана 8 Декабря 2019
Автор: UNECE
Создана 24 Августа 2017

Автор: Багаутдинов
Создана 28 Ноября 2019
Автор: макарка
Создана 19 Декабря 2019
Автор: SB_Danilev
Создана 15 Декабря 2019
Автор: mpanikovskiy
Создана 14 Июня 2012

Автор: метролог2009
Создана 10 Сентября 2015
Автор: sergeevich-33
Создана 26 Декабря 2018
Автор: efim
Создана 31 Декабря 2015
Автор: efim
Создана 23 Октября 2019
Автор: AtaVist
Создана 11 Августа 2017
Автор: Metrolog-sever
Создана 2 Июля 2014
Автор: UNECE
Создана 8 Декабря 2016
Автор: E_lena
Создана 1 Апреля 2016
Автор: метролог2009
Создана 10 Сентября 2015
Источник