Монтаж электрических машин после ремонта
Мелкосерийное литье изделий из пластика на термопластавтоматах
Узнать цену!
1-3. СБОРКА МАШИН ПОСЛЕ РЕМОНТА
Предварительно проходят сборку основные узлы, после чего производится сборка всей машины.
Ввод ротора в статор производится теми же приемами, что и вывод его, но в обратном порядке. Подшипниковые щиты должны с достаточным натягом садиться на центрирующие заточки статора. Посадка их на место достигается равномерной подтяжкой болтов, крепящих щиты к станине.
Для осуществления насадки допускаются удары свинцовой болванкой по окружиости щита. Однако здесь нужна осторожность, чтобы не разбить щит.
Насадка ролико- и шарикоподшипников на вал производится с предварительным подогревом подшипника в масляной ванне до 100°С.
При сборке Машины производят ряд Проверок правильности выполненных работ и соблюдения условий, необходимых для нормальной работы машины:
1. Проверка легкости вращения ротора, в особенности при шариковых и роликовых подшипниках. Тугое вращение ротора указывает на перекос подшипников или подшипниковых щитов, на трение ротора о статор, вентилятора о корпус или на наличие посторонних предметов в машине.
2. Проверка зазора между ротором и статором или между якором и полюсами, который должен быть одинаковым по всей окружности. Разница между величинами зазоров, измеренная в двух диаметрально противоположных точках ротора, разделенная на два, называется эксцентрицитетом. Измерение величины зазора производится щупами. Наиболее простая форма щупов — набор пластинок различной толщины.
Для больших машин со значительной величиной воздушного зазора делаются специальные раздвижные щупы. Измерение зазора требует известного навыка, так как на результат измерения может повлиять пленка лака на поверхности ротора или щуп может попасть не на зубец ротора, а на пазовые клинья. Обычно измерение производят в четырех — шести точках по окружности. Измерение должно быть произведено с обеих сторон машины, чтобы убедиться в отсутствии клинообразного зазора и при нескольких положениях ротора.
Эксцентрицитет вызывает сильное одностороннее притяжение ротора, нагружающее вал и подшипники, неравномерную нагрузку отдельных катушек обмотки статора, включенных параллельно, уравнительные токи и ухудшение коммутации в якорях машин постоянного тока.
В асинхронных двигателях эксцентрицитет вызывает уменьшение вращающего момента, развиваемого двигателем в процессе пуска. Он способствует также появлению шума и вибрации при работе электрических машин.
Недопустимый эксцентрицитет может явиться следствием неправильной обработки щита, при которой центральное отверстие и посадочная поверхность щита расточены со смещением центра или вследствие несовпадения центра расточки сердечника статора и посадочной поверхности станины под щит. Исправление эксцентрицитета подшабриванием посадочных поверхностей станины или щита, с одной стороны, и наклепыванием или накерниванием их, с другой — ни в коем случае нельзя допускать, так как после первой же разборки вся работа по регулировке зазора пропадает. Нужно произвести заварку и новую расточку посадочных поверхностей станины или подшипникового щита.
Для машин на скользящих подшипниках эксцентрицитет может быть следствием износа» заливки вкладыша.
У машин с разъемными подшипниками в качестве временной меры до перезаливки вкладышей удается исправить эксцентрицитет постановкой тонких прокладок под вкладыши.
Для машин постоянного тока с волновой обмоткой допускается некоторое увеличение зазора снизу и соответственное уменьшение зазора сверху. При срабатывании подшипников зазор будет выравниваться. Кроме того, уменьшение зазора сверху вызывает притяжение якоря к верхним полюсам и некоторую разгрузку подшипников.
Для асинхронного двигателя, вышедшего из ремонта, величина эксцентрицитета не должна превышать 10— 15% от средней нормальной величины зазора.
Максимальный эксцентрицитет асинхронного двигателя в эксплуатации не должен превышать 15—20% от средней величины зазора. При больших величинах эксцентрицитета двигатель должен быть направлен в ремонт.
Для машин постоянного тока допустимая величина эксцентрицитета зависит от типа обмоггки. Для волновых обмоток максимальный эксцентрицитет машины в эксплуатации может доходить до 25%. Для многополюсных машин с петлевой обмоткой и уравнительными соединениями максимальная величина эксцентрицитета в эксплуатации не должна превышать 10—12%.
Зазор между ротором и статором должен иметь определенную (номинальную) среднюю величину. Величина зазоров в машинах постоянного тока связана с числом оборотов (у двигателя) или с напряжением (у генератора»). Зазор под добавочными полюсами окончательно устанавливается по опыту (см § 8-96).
В машинах постоянного тока величина зазора может быть отрегулирована путем установки прокладок на листовой стали между полюсами и станиной. Это относится и к синхронным машинам с явно выраженными полюсами. В асинхронных машинах зазор берется весьма малым (табл. 1-2), так как он влияет на величину тока холостого хода. Поэтому следует весьма осторожно относиться ко всякого рода шлифовкам статорной и роторной поверхностей асинхронных двигателей, так как они могут повлечь за собой увеличение тока и повыше* ние нагрева двигателя.
Игра ротора или якоря в осевом направлении у машин на подшипниках скольжения должна быть в пределах 1—12 мм. Полное отсутствие этой игры указывает на то, что якорь (ротор) зажат между подшипниками илри нагревании его могут создаться сильное трение на торцовых поверхностях подшипников и заедание их. При скользящих (Подшипниках осевую игру обеспечивают соответствующей установкой вкладышей в корпусе подшипника, после чего вкладыш засверливают и ставят стопорный болт.
У машин, имеющих коллектор, должна быть обеспечена правильная установка щеткодержателей. При помощи индикатора должна быть проверена поверхность коллектора на отсутствие чрезмерного биения. Допустимая величина биения коллектора зависит от диаметра и числа оборотов коллектора и колеблется в ‘Пределах 0,03—0,05 мм. Выступание отдельных пластин не допускается. Индикатор должен иметь на конце насадку, допускающую измерение на продороженной поверхности коллектора.
У машин с добавочными полюсами щетки должны находиться строго на нейтрали. Обычно у машин постоянного тока имеются отметки положения траверсы щеткодержателей, сделанные на заводе-изготовителе.
Тем не менее после разборки и ремонта необходимо установить траверсу заново.
Проверка положения траверсы может быть сделана на основании следующего опыта: в катушки главных полюсов пропускают слабый ток от постороннего источника постоянного тока и производят замыкание и размыкание цепи. Между щетками разной полярности включают вольтметр с нулем посередине шкалы и траверсу сдвигают до тех пор, пока отклонение вольтметра не станет возможно более близким к нулю.
Этот опыт можно проводить и при питании обмотки возбуждения слабым переменным током. При этом не нужно размыкать обмотку.
Более точно установка щеткодержателей, т. е. определение нейтрали у двигателей, делается под нагрузкой Методам реверсирования (двигателя) посредством сдвигания щеткодержателей до тех пор, пока число оборотов двигателя не будет одинаковым ири обоих направлениях вращения.
Перед сборкой машин постоянного тока проверяют чередование полярности полюсов. Полюсы возбуждают постоянным током, после чего компасной стрелкой или намагниченным стальным пером их обходят по очереди. За северным полюсом должен следовать южный, далее опять северный и так далее. Правильное чередование может быть также установлено по силе притяжения куска стали. Между разноименными полюсами он притягивается сильно, между одноименными слабо или совсем не притягивается (ом. стр. 20в, 261). Проверяется также равенство расстояний между полюсами.
Замыкающий механизм роторов асинхронных двигателей проверяется на плотность контакта между замыкающим кольцом и пружинными пальцами. Кроме того, при установке аксиального расхода должно быть обеспечено такое положение ротора, чтобы при замкнутом накоротко роторе сухари, передвигающие замыкающее кольцо, не терлись об него, а подъем щеток происходил лишь после замыкания колец накоротко.
Допускаемый эксцентрицитет контактных колец 0,02—0,03 мм, торцовое биение 0,5 мм.
Источник
Монтаж электрических машин и аппаратов
Общие понятия о проведении электромонтажных работ машин и аппаратов
Электротехническими установками называются устройства, производящие, преобразовывающие, распределяющие и потребляющие электрическую энергию. Для надежной и бесперебойной работы каждая электротехническая установка должна быть правильно спроектирована, обеспечена надлежащим электрооборудованием и электроматериалами. Монтаж всех объектов необходимо тщательно выполнять.
Требования, предъявляемые к электротехническим установкам, изложены в Правилах устройства электроустановок (ПУЭ), выполнение которых обязательно при их проектировании и монтаже.

Монтаж электрических машин и аппаратов — это весьма ответственный, сложный и трудоемкий процесс, требующий тщательной предварительной подготовки. Помимо правильного и качественного выполнения монтажа с чисто технической точки зрения, к монтажным работам предъявляются требования в отношении сроков и стоимости их выполнения.
Монтаж крупных электрических машин связан обычно с вводом новых энергетических мощностей или с вводом в эксплуатацию крупных промышленных предприятий в установленные сроки. Таким образом, скоростные и качественные методы монтажа имеют большое значение.
Перед началом монтажа должны быть проведены необходимые организационно-технические мероприятия:
составление рабочего проекта организации работ, в котором должны быть указаны технологический процесс и календарный план проведения всех операций;
детальная разработка технологического процесса монтажа и доведение его до рабочего места;
правильная расстановка рабочей силы и осуществление максимальной механизации монтажных работ;
обеспечение безопасности производства работ, а также организация отопления, освещения и вентиляции;
обеспечение бесперебойного ведения монтажных работ путем своевременного и комплектного снабжения инструментами и материалами.

Электроустановки подразделяются на установки с номинальным напряжением до 1000 В включительно и электроустановки напряжением выше 1000 В.
Действующими считаются установки, которые полностью или частично находятся под напряжением или на которые в любой момент может быть подано напряжение включением коммутационной аппаратуры.
Наружными, или открытыми, называются электроустановки, находящиеся на открытом воздухе. Внутренними, или закрытыми, называются электроустановки, находящиеся в помещении. Установки, защищенные только навесами, сетчатыми ограждениями и т. п., рассматриваются как наружные.
Требования к монтажу электроустановок зависят от характера помещений, в которых они устанавливаются (смотрите — Классификация помещений по условиям окружающей среды).
Инструменты и приспособления, применяемые при монтаже электрических машин
При монтаже электрических машин (двигателей и генераторов) применяют ряд специальных инструментов и приспособлений.
Для проверки биения вращающихся частей (коллекторов, валов, роторов) пользуются индикаторами часового типа. Они состоят из системы связанных между собой рычагов или зубчатых колес, увеличивающих малые движения и позволяющих отсчитывать их на циферблате со стрелкой.
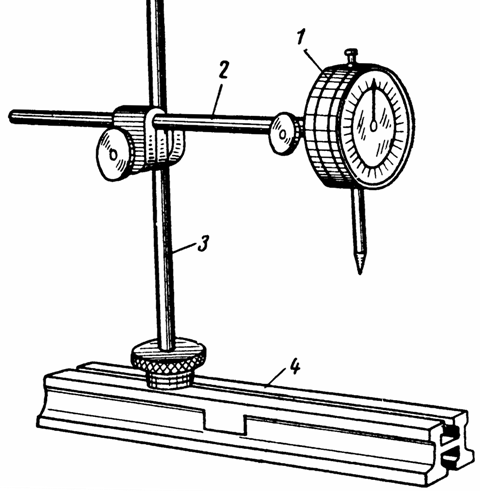
Индикатор 1 укрепляется на держателе 2 и вертикальной стойке 3, смонтированной на постаменте 4, что позволяет устанавливать его под любым углом. Индикатор может служить также для выверки центровки валов электрических машин.
Индикаторы изготавливаются с ценой деления 0,01 мм. При измерении постамент ставят на неподвижную опору, а измерительный стержень устанавливают перпендикулярно оси вала и приводят в соприкосновение с проверяемой поверхностью. Перед отсчетом величины биения необходимо убедиться в правильной установке индикатора. Для этого производят легкое постукивание по корпусу индикатора, при этом стрелка будет колебаться. Если она после колебания вернется в прежнее положение, то индикатор установлен правильно.
Для измерения вибрации электрических машин используют виброметры. Существуют виброметры многих типов, но при монтаже обычно применяются простейшие виброметры часового типа. Перед измерением прибор устанавливают на вибрирующую поверхность.
При монтаже крупных электрических машин необходимо выверить горизонтальность фундамента. Для этого применяют специальные устройства — гидростатические уровни или ватерпасы.
Кроме перечисленных, при монтаже применяются различного рода подъемные устройства. Для подъема грузов на небольшую высоту используют домкраты. По принципу действия домкраты бывают трех типов: реечные, винтовые и гидравлические. Грузоподъемность винтовых домкратов достигает 20 т. Подъем очень больших грузов осуществляют гидравлическими домкратами, грузоподъемность которых 750 т.

Монтаж электрических машин
Особенности монтажа электрических машин рассмотрим на примере асинхронного электродвигателя с короткозамкнутым ротором.
Асинхронные электродвигатели являются наиболее распространенными и находят применение в промышленном электроприводе. Это объясняется тем, что асинхронные двигатели просты по устройству и работают от сети трехфазного тока.
Асинхронные двигатели строятся в двух исполнениях — с короткозамкнутым ротором и с фазным ротором (с контактными кольцами). Двигатели с короткозамкнутым ротором — это самые простые двигатели по устройству и обслуживанию, так как они не имеют щеток.

Асинхронный двигатель с короткозамкнутым ротором
Эти двигатели включаются в сеть трехфазного тока непосредственно без всяких дополнительных пусковых устройств. При пуске двигателя он потребляет из сети ток, который в 5 — 7 раз превышает рабочий ток двигателя. Поэтому раньше двигатели с короткозамкнутым ротором применялись только мощностью до 100 кВт. В настоящее время, для снижения пусковых токов асинхронных двигателей с короткозамкнутым ротором применяются специальные устройства плавного пуска и частотные преобразователи.
Асинхронные двигатели с фазным ротором применяются только в тех случаях, когда необходимо регулировать скорость вращения асинхронного двигателя посредством включения реостата в цепь ротора или же мощность системы не позволяет включать короткозамкнутый электродвигатель большой мощности из-за чрезмерного падения напряжения при пуске.
Выверка горизонтальности фундамента по уровням: 1 — гидростатические уровни
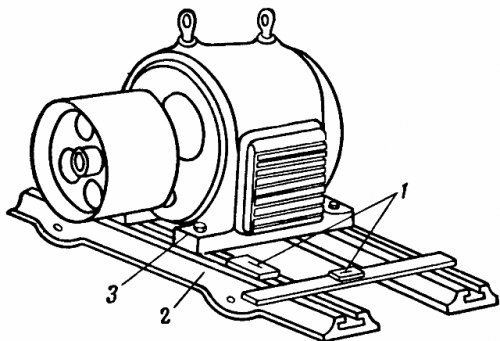
Электродвигатели устанавливаются или на фундаменте, или на рамах, собранных из стальных конструкций. Машины, работающие с ременной передачей, обычно монтируют на салазках 2, которые позволяют регулировать натяжение ремня. Салазки представляют собой литые или сварные балки корытообразного сечения, внутри которых перемещаются специальные ползуны. В них ввертывают болты 3, проходящие сквозь лапы станины. Ползуны устанавливаются путем зацепления за зубцы салазок.
Подтягиванием регулировочных болтов, упирающихся в лапы станины, можно передвигать машину параллельно ее оси и натягивать или ослаблять ремень. Если привод машины осуществляется через муфту, то машина устанавливается на раме или фундаменте. Способы монтажа машин малой мощности весьма различны. Они могут быть установлены нормально (лапами вниз), на стене или на потолке.
Перед началом монтажа производится надевание на конец вала шкива, шестерни или полумуфты. Ни в коем случае не допускается набивание этих деталей на вал ударами, так как при этом могут быть повреждены подшипники. Иногда даже наблюдается сдвиг ротора вдоль вала.
На рисунке ниже показано винтовое приспособление для насадки шкива на вал.
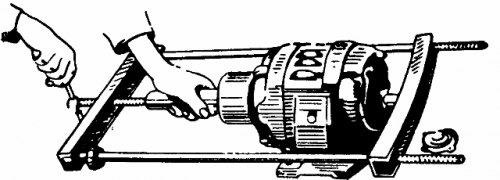
Насадка шиква на вал
При пользовании этим приспособлением усилие насадки воспринимается валом, в торец которого упирается шкворень приспособления. Для этого должна быть снята крышка подшипника со стороны, противоположной приводу. Для насадки шкива на вал более крупной машины можно применять винтовой домкрат, используя в качестве опоры стены здания или колонны. Горизонтальность плоскости установки выверяется при помощи уровней, которые надо помещать в двух перпендикулярных положениях.
Одной из основных операций монтажа электрических машин является центровка, которая предназначена для того, чтобы получить правильное взаимное положение соединяемых валов, обеспечивающее спокойную работу машин. Для этого необходимо, чтобы оси валов лежали на одной линии и центры валов совпадали. Наиболее распространенной является центровка при помощи двух скоб, закрепляемых на полумуфтах соединяемых машин.
Подробнее про монтаж электрических машин рассказано здесь:

Монтаж электрической аппаратуры
Для управления работой электродвигателей, генераторов и электрических сетей применяют различного рода электрические аппараты. Они служат для включения и выключения объектов электрооборудования и отдельных участков сети, для регулировки тока в обмотках при пуске и работе электродвигателей и генераторов, для защиты их от перегрузки и коротких замыканий, для изменения скорости и направления вращения.
Электрические аппараты используют также для автоматизации технологических процессов, разного рода специальных целей, как, например, электрической контактной сварки, захватывания деталей в процессе обработки, сигнализации и управления производством и т. д.
Пускорегулирующие и защитные аппараты являются весьма ответственной частью электрооборудования, поэтому монтаж их должен быть высококачественным и обеспечивать надежность работы электроприводов.

Все аппараты перед монтажом подвергаются тщательному осмотру для проверки их исправности. Каждый аппарат помещается в специальном кожухе, в лапах которого предусмотрены отверстия для крепления. Через эти отверстия производится разметка в панелях и рамах, на которые устанавливают аппараты. Многие современные электрисеские аппараты предназначены для крепления на DIN-рейку, что значительно облегчает их монтаж.
Металлические кожухи аппаратов должны быть присоединены к сети заземления. Подводимые к аппаратам многожильные провода и одножильные сечением более 10 мм 2 должны иметь механические сжимы или наконечники.
Подробнее про монтаж различных электрических аппаратов рассказано здесь:
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
