Moskvich 2141 Волчок › Logbook › Ремонт ГБЦ ещё продолжается

Много керосина утекло со времени последней записи. Времени не хватает и денег нет на всё сразу.
Не смог просто так взять и поменять коромысла со звездой распредвала, пришлось всё разбирать снимать что снимается и мыть и чистить и менять.
Кроме коромысел купил три звезды грм, цепь, успокоитель, набор прокладок, точнее целых два, так как в первом наборе прокладка впускного коллектора была не такая как нужно.

Снимал клапана вазовским съёмником, перед его использованием всё равно приходилось делать удар по верхнему колпака через тряпку, без этого двигаться не хотели вовсе.

У одного верхнего колпака была отломана треть и суде по кромки — это случилось давно. Интересно где отколовшаяся часть, я её не смог найти.
Шайбы, стоящие ниже сухарей, все развалились, а потом я узнал, что это вовсе не шайбы, а задубевшие резиновые колечки. Пришлось искать и эти детали.
Нет керхера, зима на улице — всё мыл в домашних условиях, до блеска довести не вышло, но крупных комков
«маслосилеконагара» больше нет.

Клапана ещё послужат решил я, и новые покупать не стал. Отмыл от нагара, взял притир и пасту, за час притёр все восемь. На просвет есть небольшие зазоры у парочки при определённом положении поворота. Это последствия ударов о поршень. Пока оставляю так, после сборки и прижатия пружинами проверю залив керосина, перед разборкой держал только третий.


Снял поддон, это было не просто, гайки балки не скручивались, хотел ограничиться снятием стабилизатора — не вышло. До двух винтов над балкой не подлезть, между прочим у меня они под шлицевую отвёртку, а нет под ключ. Из шестигранника ржавого болгарой сделал угловую «отвёртку» и открутил. Потом удалось снять и балку и сам поддон. Двигатель сначала хотел на стяжку для груза подвесить к потолку гаража, специально купил её, а потом в инете увидел как подпирают под переднюю крышку. Сделал для этого пропил угловой в деревянном бруске. Поддон оказался чище, чем я думал и маслоприёмник не забит, только немного берёзовых брунек не весть откуда взявшихся внутри.


Блок с поршнями в порядке, люфты есть, но еле заметны, ещё по-работает.
Сейчас жду посылку с колечками и колпаками на клапана, собираю и ставлю всё на место.
Ещё прикупил вороток с указателям силы зятяжения, и щуп для выставления зазора клапанов.
В коробке ждут новые фильтра, пара шлангов, антифриз, масло, зарядка для аккума и ещё пара вещей о которых позже, если машина заведётся после всего, что я с ней вытворяю.

Предстоит научится выставлять зажигание, пока не очень понимаю о чём речь. Хотя пару месяцев назад и наконечник думал не смогу поменять, а тут пол движка разобрал.
Источник
2.6.3 Ремонт головки блока цилиндров
Ремонт головки блока цилиндров
1. Снимите головку цилиндров вместе с впускным и выпускным коллектором.
2. Снимите датчик температуры охлаждающей жидкости.
3. Снимите теплозащитный экран выпускного коллектора.
4. Снимите выпускной коллектор.
5. Снимите прокладку выпускного коллектора.
6. Снимите шпильки крепления выпускного коллектора.
7. Снимите свечи зажигания.
8. Снимите впускной коллектор.
9. Снимите прокладку впускного коллектора.
10. Снимите шпильки впускного коллектора.
11. Открутите винты корпуса термостата.
12. Снимите корпус термостата.
13. Снимите прокладку термостата и термостат.
14. Используя устройство для сжатия пружин клапана, сожмите пружины клапана.
15. Извлеките сухари и снимите верхние тарелки пружин клапанов.
16. Снимите пружины клапанов.
17. Снимите маслосъемные колпачки.
18. Снимите клапаны.
20. Снимите центровочные втулки корпуса распределительного вала.
 Ремонт деталей
Ремонт деталей
Для описываемых двигателей производитель предусматривает восстановление пары «направляющая втулка — шток клапана» применением клапанов с ремонтными размерами штоков. При этом изношенная втулка восстанавливается методом развертывания до ремонтных размеров. Работы такой сложности следует поручать только квалифицированному механику.
Подъем кулачков впускных клапанов
Подъем кулачков выпускных клапанов
Наружный диаметр шейки распределительного вала
Наружный диаметр подшипника
Осмотр головки цилиндров
1. Очистите сопрягаемую с прокладкой головки плоскость.
2. Проверьте прокладку головки цилиндров и сопрягаемые поверхности головки и блока цилиндров на наличие раковин, следов утечки, коррозии и прорыва газов в рубашку охлаждения.
3. Проверьте головку цилиндров на наличие трещин.
5. Определите, используя набор щупов и поверочную линейку, отклонение от плоскостности сопрягаемой с прокладкой плоскости головки, которое не должно превышать 0,025 мм.
6. Измерьте высоту головки блока. Высота головки блока должна быть в пределах 94,70-95,65 мм г£СЛИ высота головки цилиндров меньше, чем 94,7 мм, ее следует заменить.

7. Проверьте все резьбовые отверстия на наличие повреждений или загрязнений.
8. Осмотрите седла клапанов на предмет чрезмерного износа и прогаров.
Способ регулирования привода клапанов
компенсатор зазора в приводе клапанов
Угол конуса рабочей поверхности клапана (между образующей и плоскостью головки)
Угол конуса рабочей поверхности седла клапана
Торцевое биение (макс, все)
Ширина рабочей поверхности седла
Внутренний диаметр направляющей втулки клапана
Диаметр штока клапана
Диаметр тарелки клапана
Длина пружины клапана при нагрузке
Открытый клапан 625 +25 Н
Закрытый клапан 275 + 15Н
Восстановление работоспособности направляющей втулки клапана
1. Определите фактический износ в паре «втулка — шток клапана». При зазоре, превышающем 0,1 мм, эта пара трения нуждается в замене. Эту диагностическую операцию должен проводить только квалифицированный механик.
2. Код ремонтного размера нанесен на направляющей втулке клапана и торце штока клапана. В таблице приведены стандартный и ремонтные размеры, обозначение развертки, применяемой авторизованными СТО, и содержание кодов, наносимых на втулки и клапаны. Имеется два вида кодов: код, наносимый при сборке нового двигателя, и код, наносимый на втулку при ремонте.
Код, наносимый на детали нового двигателя
Код, наносимый на детали двигателя при ремонте
Произведите развертывание отверстия направляющей втулки. Направление развертывания — от верхней стороны головки цилиндров. После развертывания перечеркните код, нанесенный на втулке, и нанесите новый код.
 Восстановление седел клапанов
Восстановление седел клапанов
1. Произведите обработку рабочей поверхности седел клапанов.
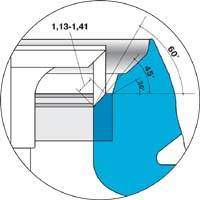
Запирающая поверхность седел клапанов восстанавливается при помощи трех конических фрез:
— фреза для обработки рабочей поверхности седла: 45°;
— фреза для обработки верхнего угла коррекции: 30°;
— фреза для обработки нижнего угла коррекции: 60°;

Ширина рабочей поверхности седла клапана:
— впускного: 1,3-1,5 мм;
— выпускного: 1,6-1,8 мм.

2. Проверьте положение торца штока клапана после установки клапана (без специальных калибров эту работу должен выполнять квалифицированный механик).
3. Если торец штока расположен выше (ближе к оси распределительного вала), следует заменить клапаны новыми и затем проверить положение торца штока снова.
4. Если торец штока клапана все еще расположен выше, несмотря на замену клапанов, замените головку цилиндров.
 Осмотр клапана
Осмотр клапана
1. Осмотрите клапан на предмет износа, смятия верхнего торца штока.
2. Осмотрите канавки сухарей клапанов и масляного уплотнителя на предмет износа.
3. Осмотрите головки клапанов на наличие прогаров и трещин.
4. Осмотрите штоки клапанов на наличие износа, задиров и царапин.
5. Осмотрите шток клапана — он не дол-. жен иметь искривлений.
6. Осмотрите запирающий конус клапана. Если выработка контактного конуса настолько велика, что восстановление поверхности даст острую кромку на стыке конической и плоской поверхностей головки клапана, следует заменить клапан.

7. Осмотрите пружину клапана. Если концы пружины клапана не параллельны, замените пружину клапана.
8. Измерьте высоту пружины клапана. Если высота пружины клапана не соответствует спецификациям, замените пружину клапана.
9. Осмотрите опорные поверхности пружины клапана на предмет износа или образования канавок. Замените, есл’и необходимо.
 Шлифовка клапана
Шлифовка клапана
1. Убедитесь, что на конусе головки клапана нет прогаров.
2. Клапан можно перешлифовывать только два раза. Не шлифуйте торец штока клапана.
3. Угол между образующей конуса клапана и плоскостью головки составляет 46″.
Притирка клапанов
Если выработка запирающего конуса клапана не слишком велика, следует притереть клапан к восстановленному запирающему конусу седла клапана (как правило, при работе клапана запирающая поверхность шатунных подшипников становится шире: до 4-5 мм). Если при этом на конусе нет глубокой канавки, то возможна притирка клапана к восстановленному седлу без шлифовки конуса.
Притирка клапана осуществляется при помощи специальных притирочных паст на основе корунда.
При этом клапан, установленный в направляющую втулку, совершает возвратно-поступательные движения с одновременным поворотом вправо-влево, попеременно. Такие движения необходимы для образования косых притирочных линий, располагающихся крест-накрест. В процессе притирки следует периодически поворачивать клапан в седле для обеспечения равномерности притирки. Притирку можно считать завершенной, когда на запирающей поверхности клапана образуется равномерная матово-серая кольцевая полоса контакта, равная по ширине запирающей поверхности седла.
Сборка
1. Установите центровочные втулки корпуса распределительного вала.
2. Смажьте штоки клапанов моторным маслом.
3. Установите клапаны.
4. Установите маслосъемные колпачки.
5. Установите пружины клапанов.
6. Сожмите пружины клапана и установите сухари.
7. Установите клапанную крышку.
8. Установите термостат.
9. Установите корпус термостата
10. Установите винты корпуса термостата и затяните их моментом 20 Нм.
11. Установите шпильки впускного коллектора.
12. Установите прокладку впускного коллектора.
13. Установите впускной коллектор и затяните гайки моментом 25 Нм.
14. Установите свечи зажигания и затяните моментом 40 Нм.
15. Установите шпильки выпускного коллектора.
16. Установите прокладку выпускного коллектора.
17. Установите выпускной коллектор и затяните гайки моментом 25 Нм.
18. Установите теплозащитный экран выпускного коллектора и затяните винты моментом 15Нм.
19. Установите датчик температуры охлаждающей жидкости и затяните моментом 20 Нм.
20. Установите головку цилиндров вместе с впускным коллектором и выпускным коллектором.
Источник
Москвич 2141 ремонт головки блока
4 – кронштейн рычага;
5 – направляющий цилиндр;
I, II – положения рычага
Расположение деталей привода клапанов на головке цилиндров
Размеры фасок после дополнительного шлифования седла клапанов
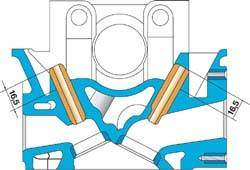
Положение направляющих втулок клапанов после их запрессовки в головку цилиндров двигателей мод.331, 3317 и 3313
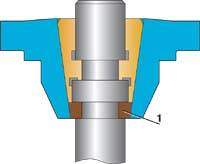
Конструкция уплотнения зазора между сухарями клапана двигателей мод. 331, 3317 и 3313
При разборке головки блока необходимо пометить все коромысла и распорные втулки, а также каждый клапан.
Для снятия клапанов применяется приспособление (см. рис. Съемник клапанов).
При сборке головки цилиндров необходимо проверить состояние и величину износа стержней клапанов и их направляющих втулок, рабочих фасок, седел и клапанных пружин. При каждой сборке головки цилиндров с клапанами после ремонта или после притирки клапанов уплотнительные шайбы тарелки пружин клапана обязательно заменять новыми, независимо от состояния.
При износе стержней клапанов заменить клапаны новыми.
При установке в головку стержни клапанов обязательно смазать графитной смазкой.
Перед установкой осей коромысел проверить степень износа рабочих поверхностей коромысел и их осей и при необходимости заменить изношенные детали. Установку коромысел и распорных втулок производить согласно меткам, сделанным при разборке, а оси коромысел в соответствии с выбитыми метками «ВП» и «ВЫП» (рис. Размеры фасок после дополнительного шлифования седла клапанов). Перед установкой коромысел на оси поверхности отверстий в коромыслах смазать графитной смазкой. Стрелки на осях должны быть направлены в сторону маховика.
Шлифование рабочих фасок седел клапанов производить обязательно при замене направляющих втулок клапанов, а также при большом износе и биении фасок седел относительно оси отверстий направляющих втулок.
Порядок работ при этом аналогичен описанному выше для двигателя мод. 2106.
Считают, что клапан хорошо прилегает к седлу, если образовавшийся на головке клапана поясок краски располагается в средней части фаски, а ширина пояска (рис. Размеры фасок после дополнительного шлифования седла клапанов) находится в пределах 1,2–1,5 мм как для впускного, так и выпускного клапана.
Если указанное требование не выполнено, седло клапана следует дополнительно прошлифовать. Величина биения для фасок седел впускных и выпускных клапанов не должна превышать 0,05 мм.
Шлифование рабочей фаски клапана производится, когда на поверхности ее имеются следы прогара, раковины и другие повреждения. Для шлифования рабочих фасок клапанов применяется специальный станок.
При шлифовании следует снимать минимальный слой металла, чтобы вывести черноту, раковины и биение, имеющиеся на рабочей фаске клапана. При шлифовании следить, чтобы фаска не выходила на острие и всегда оставался цилиндрический поясок не менее 0,5 мм.
В случае износа направляющих втулок более чем на 0,08 мм их выпрессовывают в направлении камеры сгорания наружу с помощью специальной оправки и молотка или под прессом. Затем в головке цилиндров, из которой выпрессована втулка, развернуть отверстие до диаметра 15,12–15,142 мм; далее:
– запрессовать в развернутое отверстие в головке цилиндров ремонтную втулку, имеющую увеличенный на 0,15 мм наружный диаметр (15,172–15,184 мм). Запрессовку следует производить оправкой, с помощью которой производилась выпрессовка. Перед запрессовкой направляющие втулки, изготовленные из металлокерамики, предварительно пропитать в моторном масле в течение не менее 1,5 ч. При запрессовке выдержать размер, указанный на рис. Положение направляющих втулок клапанов после их запрессовки в головку цилиндров двигателей мод.331, 3317 и 3313;
– развернуть отверстие в запрессованной втулке до диаметра 8,008–8,026 мм. При этом овальность и конусность не должны быть более 0,006 мм. После развертывания отверстия проверить прямолинейность втулки оправкой диаметр 7,995 мм, которая должна свободно проходить на всю длину втулки.
Следует иметь в виду, что усилие, создаваемое пружиной, уменьшается, если фаска клапана и фаска седла были подвергнуты шлифованию, так как при этом увеличивается рабочая высота пружины и, следовательно, уменьшается усилие прижатия клапана к седлу. Поэтому при сборке деталей клапанного механизма под опорные тарелки пружин надо подкладывать дополнительные шайбы. Толщину шайб выбирать так, чтобы при закрытом клапане длина большой пружины была 36,5 мм.
При каждой разборке клапанного механизма следует производить замену старых уплотнительных шайб 1 (рис. Конструкция уплотнения зазора между сухарями клапана двигателей мод. 331, 3317 и 3313) новыми. Окончательную проверку уплотнительных шайб производить после сборки головки цилиндров.
Для этого установить головку так, чтобы оси каждого ряда клапанов были поочередно вертикальны, и в зазоры между сухарями налить бензин. Если бензин остается длительное время в зазорах между сухарями, то уплотнительные шайбы обеспечивают уплотнение. У клапанов, где просачивается бензин, заменить уплотнительные шайбы.
Проверку герметичности клапанов можно осуществлять по просачиванию керосина, заливаемого в камеру сгорания.
В случае негерметичности клапанов следует произвести их притирку.
При притирке не снимать с рабочих фасок клапанов и седел слишком много металла, так как это сокращает количество ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы. К концу притирки уменьшить содержание наждачного порошка в притирочной пасте, а с момента, когда притертые поверхности станут совершенно гладкими и примут ровный сероватый цвет, притирку вести только на одном чистом масле. Внешним признаком удовлетвори-тельной притирки является однотонный матово-серый цвет (без черных пятен) на рабочих поверхностях головки клапана и его седла.
Порядок регулировки тепловых зазоров в клапанах см. в подразделе 2.1.4.
Источник