Данную муфту рекомендуется применять в зависимости от степени дефектности труб и сварных соединений для ремонта участков газопроводов с поверхностными несквозными дефектами труб и дефектами геометрии и поверхности (вмятины) труб при отсутствии элементов, препятствующих равномерному прилеганию муфты к ремонтируемому газопроводу.
Муфту рекомендуется применять в зависимости от степени дефектности труб и сварных соединений для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений при наличии овальности, гофр, кривизны трубы.
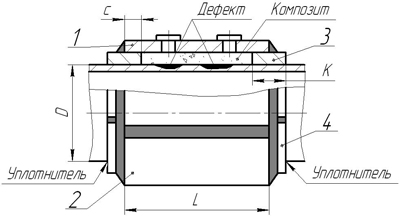
Муфта герметичная сварная стальная, конструкция 3
Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом.
Муфту рекомендуется применять в зависимости от степени дефектности труб для ремонта участков газопроводов с поверхностными несквозными дефектами труб и дефектами геометрии и поверхности (вмятины) труб при отсутствии элементов, препятствующих равномерному прилеганию муфты к ремонтируемому газопроводу.
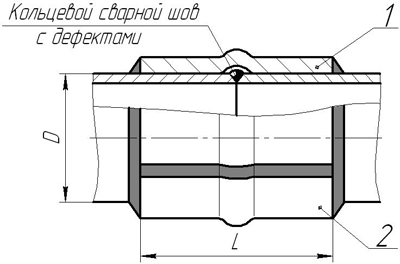
Муфту рекомендуется применять для ремонта дефектов кольцевых стыковых сварных соединений.
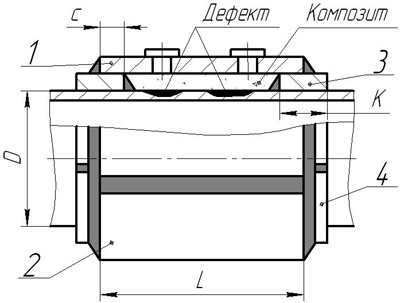
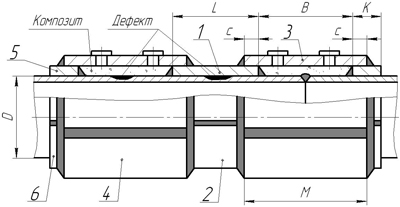
Муфта герметичная сварная стальная, конструкция 4
Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом.
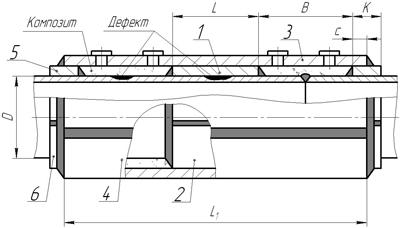
Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом, при невозможности или нецелесообразности установки двух наружных муфт конструкции № 4.
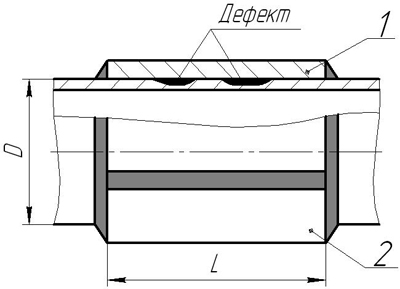
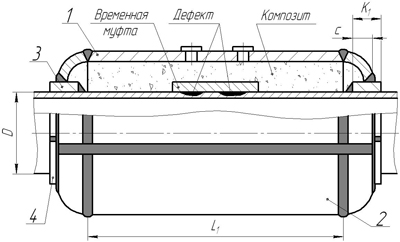
Муфта герметичная сварная стальная, конструкция 6
Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
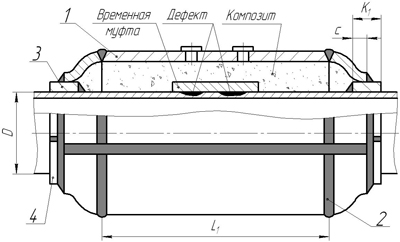
Муфта герметичная сварная стальная, конструкция 7
Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
Источник
Муфты сварные стальные для ремонта трубопроводов
ТУ 1469-015-00153229-2012 *
Узнать дополнительную информацию Вы всегда можете у наших специалистов по телефону:
+7 (4872) 74-00-10
Описание
* Технические условия внесены в Реестр стальных сварных конструкций, муфт стабилизирующих устройств, ремонтных муфт, рекомендованных к применению на объектах ПАО «Газпром».
Муфты сварные стальные предназначены для ремонта несквозных и сквозных дефектов труб и сварных соединений трубопроводов диаметром от 219 до 1420 мм, с рабочим давлением до 9,8 МПа включительно, с номинальной толщиной стенки от 7 до 32 мм, климатического исполнения У и УХЛ. Длина муфт может меняться в зависимости от требований Заказчика в диапазоне от 300 до 3000 мм (для муфт 1–5 конструкций) и до 11000 мм (для муфт 6, 7 конструкций).
Пример условного обозначения муфты конструкции 1 для ремонта трубопровода с наружным диаметром 720 мм, с номинальной толщиной стенки 16 мм, классом прочности К60, на рабочее давление 7,5 МПа, при коэффициенте условий работы m=0,75; для климатического исполнения УХЛ, длиной 1000 мм:
Муфта 1-720(16К60)-7,5–0,75-УХЛ-1000 ТУ 1469-015-00153229-2012
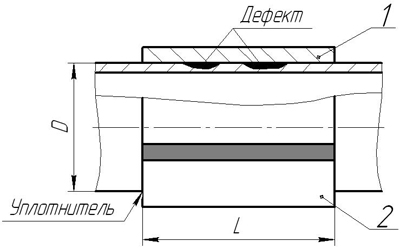
Муфта негерметичная сварная стальная, конструкция 1 Муфту рекомендуется применять в зависимости от степени дефектности труб и сварных соединений для ремонта участков газопроводов с поверхностными несквозными дефектами труб и дефектами геометрии и поверхности (вмятины) труб при отсутствии элементов, препятствующих равномерному прилеганию муфты к ремонтируемому газопроводу.
Муфта негерметичная сварная стальная, конструкция 2 Муфту рекомендуется применять в зависимости от степени дефектности труб и сварных соединений для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений при наличии овальности, гофр, кривизны трубы.
Муфта герметичная сварная стальная, конструкция 3 Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом.
Муфта герметичная сварная стальная, конструкция 3А Муфту рекомендуется применять в зависимости от степени дефектности труб для ремонта участков газопроводов с поверхностными несквозными дефектами труб и дефектами геометрии и поверхности (вмятины) труб при отсутствии элементов, препятствующих равномерному прилеганию муфты к ремонтируемому газопроводу.
Муфта герметичная сварная стальная, конструкция 3Б Муфту рекомендуется применять для ремонта дефектов кольцевых стыковых сварных соединений.
Муфта герметичная сварная стальная, конструкция 4 Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом.
Муфта герметичная сварная стальная удлиненная, конструкция 5 Муфту рекомендуется применять для ремонта участков газопроводов с поверхностными несквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также при наличии овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом, при невозможности или нецелесообразности установки двух наружных муфт конструкции № 4.
Муфта герметичная сварная стальная, конструкция 6 Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
Муфта герметичная сварная стальная, конструкция 7 Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
Муфта герметичная сварная стальная, конструкция 7А Муфту рекомендуется применять для ремонта участков газопроводов со сквозными дефектами труб и сварных соединений в зависимости от степени дефектности, а также в случаях наличия овальности или кривизны труб, с обеспечением необходимого пространства между муфтой и ремонтируемым газопроводом. Конструкцией муфты предусмотрена возможность установки на сквозной дефект временной муфты (хомута) для герметизации выхода продукта.
Источник
Инстpукция Временная инструкция по технологиям ремонта сварными муфтами дефектов труб и сварных соединений газопроводов
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ» ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «НАУЧНО-ИССЛЕДАВАТЕЛЬСКИЙ ИНСТИТУТ ПРИРОДНЫХ ГАЗОВ И ГАЗОВЫХ ТЕХНОЛОГИЙ — ВНИИГАЗ»
Начальник департамента по
хранению и использованию газа
_______________ Б.В. Будзуляк
04 октября 2005 г.
Временная инструкция по технологиям ремонта сварными муфтами дефектов труб и сварных соединений газопроводов
Начальник управления по транспортировке газа и газового
Конденсата ОАО «Газпром»
_______________ И.И. Губанок
29 сентября 2005 г.
_______________ Р.О. Самсонов
26 сентября 2005 г.
Письмо ООО «Газнадзор»
Исх. № 30/14-1048 от 25.08.05 г.
(ВНИИГАЗ вход. № 4288 от 21.09.05 г.)
Настоящий документ — «Временная инструкция по технологиям ремонта сварными муфтами дефектов труб и сварных соединений газопроводов» разработан с целью установления требований к производству работ при ремонте сварными стальными муфтами дефектов труб и сварных соединений газопроводов, конденсатопроводов и их отводов ОАО «Газпром».
Сведения о документе
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий» (ООО «ВНИИГАЗ») (В.И. Беспалов, С.А. Курланов, Т.В. Артеменко, Т.Л. Лучина) с участием Управления по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром» (В.В. Салюков, Е.М. Вышемирский), Открытого акционерного общества «Инжиниринговая нефтегазовая компания — Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК» (ОАО «ВНИИСТ») (В.С. Головин, Е.В. Лопатин, Л.А. Гобарев), Обществом с ограниченной ответственностью «Газнадзор» (ООО «Газнадзор») (Ф.Г.Тухбатуллин, А.Е. Хайретдинов, В.Д. Шапиро).
СОГЛАСОВАН Обществом с ограниченной ответственностью «Газнадзор» письмом исх. № 30/14-1048 от 25.08.05 г. (вход. № 4288 от 21.09.05 г.)
ВНЕСЕН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром».
2 утвержден и введен в действие Департаментом по транспортировке, подземному хранению и использованию газа ОАО «Газпром».
3 введен впервые. Срок действия — до введения в действие Стандарта ОАО «Газпром» «Инструкция по технологиям сварки при строительстве и ремонте газопроводов», не позднее 31.12.2006 г.
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Требования к производственной аттестации технологий сварки и допускным испытаниям сварщиков
5 Требования к трубам, сварочным материалам, сварочному оборудованию
6 Конструкции стальных сварных муфт и требования к изготовлению
7 Ремонтопригодность труб и сварных соединений и выбор конструкций муфт
8 Требования к организации и производству ремонтных работ на действующем трубопроводе под давлением
9 Технология сборки и сварки при ремонте дефектов труб и сварных соединений труб стальными сварными муфтами
9.4 Сварка кольцевых нахлесточных и угловых сварных соединений муфт
10 Контроль качества сварных соединений муфты
11 Техника безопасности и охрана труда
Приложение 1 1. Группы однотипных сварных соединений трубопроводов
Приложение 2 Виды механических испытаний для аттестации технологий ремонта сварными стальными муфтами дефектов труб и сварных соединений труб
Приложение 3 ФОРМА ДОПУСКНОГО ЛИСТА СВАРЩИКА (рекомендуемая)
Приложение 4 Сварочные электроды для ремонта сварными стальными муфтами трубопроводов
Приложение 5 с варочное оборудование для ремонта сварными стальными муфтами трубопроводов
Приложение 6 Пример определения степени дефектности трубопровода при проведении работ по установке муфты
Приложение 7 Пример расчета максимально допустимого проходного рабочего давления на участке трубопровода при проведении работ по установке муфты
Приложение 8 ФОРМА ТИПОВОЙ ТЕХНОЛОГИЧЕСКОЙ КАРТЫ РЕМОНТА СВАРНЫМИ СТАЛЬНЫМИ МУФТАМИ ДЕФЕКТОВ ТРУБ И СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ (рекомендуемая)
Приложение 9 Допустимые размеры дефектов сварного шва (выписка из РД 558-97, табл.1.21)
1 Область применения
1.1 Настоящий документ «Временная инструкция по технологиям ремонта сварными муфтами дефектов труб и сварных соединений газопроводов» (далее по тексту документ) распространяется на ремонт линейной части магистральных газопроводов и конденсатопроводов (и их отводов) II — IV категорий ОАО «Газпром» (далее по тексту трубопроводов) из труб диаметром от 426 мм вкл. до 1420 мм вкл. с толщиной стенки от 7,0 мм вкл. и более, транспортирующих природный газ, стабильный, нестабильный конденсат с избыточным давлением продукта до 7,4 МПа (75 кгс/см 2 ) включительно.
— трубопроводов, изготовленных из спиральношовных труб, а также труб, изготовленных из сталей: 19Г, 14ГН, 16ГН, 15Г2С, 16Г2САФ, 14Г2САФ, 17Г2СФ, 17Г2САФ, 17Г2АФ, 18Г2САФ, 14ХГС, «Ц» (Чешское производство);
— участков трубопроводов в границах пересечений с автомобильными и железными дорогами всех категорий и примыкающие к ним участки длиной не менее 500 м в обе стороны;
— участков трубопроводов в границах узлов запорной арматуры и примыкающие к ним участки длиной не менее 500 м в обе стороны.
1.3 Документ предназначен к обязательному применению только дочерними обществами и организациями ОАО «Газпром» и их структурными подразделениями, выполняющими работы по проектированию, эксплуатации и ремонту трубопроводов.
1.4 Документ регламентирует порядок проведения работ, технологии ремонта сварными стальными муфтами дефектов труб и сварных соединений, контроль качества сварных соединений на участках трубопроводов, находящихся в эксплуатации с проектным рабочим давлением с транспортировкой или без транспортировки продукта, или временно выведенных из эксплуатации в соответствии с требованиями » Правил технической эксплуатации магистральных газопроводов», «Типовой инструкции по безопасному проведению огневых работ на газовых объектах ОАО «Газпром».
Ремонту стальными сварными муфтами подлежат наружные и внутренние, сквозные и несквозные дефекты труб и сварных соединений трубопроводов (за исключением дефектов стресс-коррозионного происхождения).
1.5 Решение о производстве работ по ремонту сварными муфтами дефектов труб и сварных соединений участка трубопровода, находящегося в эксплуатации под давлением с транспортировкой или без транспортировки продукта, принимается руководством дочернего общества ОАО «Газпром», эксплуатирующего участок трубопровода, исходя из технических, экономических или иных причин (например, по условиям безопасности и др.).
1.6 Отступления от требований настоящего документа должны быть согласованы с ОАО «Газпром».
1.7 При применении настоящего документа в других нормативно-технических и производственно-технологических документах ссылки на настоящий документ обязательны.
2 Нормативные ссылки
В настоящем документе использованы ссылки на следующие стандарты:
Сварка металлов. Термины и определения основных понятий.
Прокат черных металлов. Термины и определения дефектов поверхности.
Методы определения механических свойств. Сварные соединения.
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
В настоящем документе учтены требования нормативных документов:
Строительные нормы и правила. Магистральные трубопроводы.
Строительные нормы и правила. Правила производства и приемки работ. Магистральные трубопроводы.
Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах.
Типовая инструкция по безопасному проведению огневых работ на газовых объектах ОАО «Газпром» 2005г.
Технология производства работ на газопроводах врезкой под давлением, включая огневые работы
Правила технической эксплуатации магистральных газопроводов
Инструкция по аттестации сварочных материалов, технологии сварки, сварочного оборудования, предназначенных для сооружения и ремонта газопроводов.
Инструкция по применению стальных труб в газовой и нефтяной промышленности.
Методические указания по освидетельствованию и идентификации стальных труб для газонефтепроводов.
Детали для ремонта магистральных трубопроводов.
Правила аттестации сварщиков и специалистов сварочного производства.
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства.
Инструкция по визуальному и измерительному контролю.
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
Правила аттестации и основные требования к лабораториям неразрушающего контроля.
Правила аттестации персонала в области неразрушающего контроля.
3 Термины и определения
В настоящем документе применены следующие термины с соответствующими определениями:
Аттестованная технология сварки — технология сварки, прошедшая приемку в соответствии с требованиями РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов».
Аттестованный сварщик — квалифицированный сварщик, прошедший аттестацию и имеющий аттестационное удостоверение в соответствии с требованиями ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства».
Аттестационный центр (АЦ) — организация (юридическое лицо), аккредитованная в установленном порядке на право проведения аттестации сварщиков и специалистов сварочного производства, сварочного оборудования, материалов и технологий в соответствии с требованиями ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03.
Дефекты КРН — дефекты металла трубы, в виде трещин, развивающихся при одновременном воздействии коррозионной среды и внешних или внутренних растягивающих напряжений (коррозионное растрескивание под напряжением).
Дефектный участок — область трубы или сварного соединения, содержащая дефект или дефекты.
Задир — дефект поверхности трубы в виде широких продольных углублений, образующихся от резкого трения о детали прокатного и/или подъемно-транспортного оборудования.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Идентификация трубы — процедура установления соответствия трубы имеющемуся на нее документу качества .
«Катушка» — отрезок трубы (патрубок) с параметрами, регламентированными требованиями действующей нормативной документации, но не менее 250 мм.
Контрольные сварные соединения (КСС) — сварные соединения, выполняемые при аттестации сварщиков, технологий сварки, допускных испытаниях сварщиков, являющиеся однотипными по отношению к производственным сварным соединениям, предназначенные для проведения разрушающего и неразрушающего контроля качества.
Коррозионный дефект — дефект, вызванный воздействием среды на поверхности металла в виде сплошной или местной коррозии.
Местная коррозия — дефект, вызванный воздействием среды на отдельных участках поверхности металла, при диаметре поражения примерно равному глубине проникновения — коррозия пятнами, при диаметре меньше глубины проникновения — точечная (питинговая) коррозия.
НАКС — Национальная Ассоциация контроля и сварки — организация, аккредитованная в установленном порядке на право проведения и оформления разрешительных документов по результатам аттестации сварщиков и специалистов сварочного производства, сварочного оборудования, материалов и технологий в соответствии с требованиями ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03.
Однотипные сварные соединения — группы сварных соединений, выполняемых одним способом сварки из материала (металла) одной группы (сочетания групп) и имеющих общие технические и технологические характеристики.
Освидетельствование трубы — процедура установления соответствия трубы требованиям ТУ, ГОСТ при отсутствии на нее документов качества.
Ремонт сваркой — технологический процесс устранения дефектов сваркой в сварных соединениях или основном металле трубы.
Ремонт сварного шва — технологический процесс устранения дефектов в сварном шве, выявленных после завершения сварки или в процессе эксплуатации.
Риска — дефект поверхности трубы в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла трубы прокатной арматурой без изменения структуры и неметаллических включений.
Сварное соединение — неразъемное соединение, выполненное сваркой.
Сварной шов — участок сварного соединения.
Сертификат — документ о качестве труб, сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий на изготовление.
Сквозной дефект — дефект по всей толщине стенки трубы или сварного соединения.
Сплошная коррозия — дефект, вызванный равномерным или неравномерным воздействием среды по всей поверхности металла.
Технические условия — документ, регламентирующий требования к изготовлению труб, деталей трубопроводов, сварочных материалов конкретного назначения.
Технологическая карта сварки — документ, утвержденный организацией, выполняющей сварочные работы, в котором изложены содержание и правила выполнения конкретных операций аттестованной технологии сварки.
Трещина — дефект в виде разрыва металла трубы или в сварном соединении.
Царапина — дефект поверхности трубы в виде углублений неправильной формы и произвольного направления, образующихся в результате механических повреждений, в том числе, при складировании и транспортировании.
Остальные термины и определения, используемые в настоящем документе, соответствуют ГОСТ 2601-84.
4 Требования к производственной аттестации технологий сварки и допускным испытаниям сварщиков
4.1 Производственная аттестация технологий сварки при ремонте сварными стальными муфтами дефектов труб и сварных соединений проводится согласно требованиям «Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» ( РД 03-615-03) и других руководящих и методических документов Системы аттестации сварочного производства (САСв) с целью подтверждения того, что организация, впервые выполняющая ремонтные работы, обладает техническими, организационными возможностями и квалифицированными кадрами для ремонта сваркой дефектов труб и сварных соединений сварными стальными муфтами по технологиям, регламентированным настоящим документом.
4.2 Производственная аттестация технологий сварки при ремонте сварными стальными муфтами дефектов труб и сварных соединений трубопроводов проводится организацией, выполняющей ремонтные работы, совместно с аттестационным центром, аккредитованным в установленном порядке для этого вида деятельности.
Производственная аттестация проводится путем сварки контрольных сварных соединений (КСС), однотипных производственным (по материалам, диаметрам, толщине стенки труб), на стенде с моделированием основных технических параметров эксплуатации участка действующего трубопровода и технологических процессов сварки, идентичных реальным условиям производства сварочных работ по ремонту дефектов труб и сварных соединений на действующем трубопроводе (наличие продукта, температура эксплуатации, температура предварительного и сопутствующего подогрева, параметры, характеризующие технологию сварки).
Группы однотипных сварных соединений приведены в Приложении 1.
4.3 Сварку КСС должны выполнять сварщики организации, выполняющей ремонтные работы (согласно п. 1.3), аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ( ПБ 03-273-99) и «Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства ( РД 03-495-02).
4.4 КСС, выполненные в процессе производственной аттестации технологий сварки при ремонте сварными стальными муфтами, подвергаются визуальному и измерительному контролю, неразрушающему контролю физическими методами (радиографическим или ультразвуковым) в объеме 100%. Виды механических испытаний КСС (статическое растяжение, статический изгиб, ударный изгиб, испытания на излом с надрезом, металлографический анализ и определение твердости) приведены в Приложении 2.
4.5 Методы, объемы, нормы оценки качества КСС неразрушающими физическими методами и механические испытания должны определяться программой производственной аттестации и соответствовать требованиям действующих нормативных документов по сварке и контролю качества сварных соединений и настоящей инструкции.
4.6 По результатам производственной аттестации технологий сварки при ремонте сварными стальными муфтами аттестационным центром оформляется Заключение о готовности организации, проводящей ремонтные работы, к применению аттестованной технологии. В Заключении указывается установленная область распространения производственной аттестации технологий сварки с параметрами, характеризующими технологические процессы сварки и конструкции муфт.
Область распространения результатов аттестации с учетом однотипности сварных соединений по материалам (классам прочности), диаметрам, толщинам труб и муфт приведены в Приложении 1. Группы однотипных конструкций муфт и область распространения приведены в таблице 1.
4.7 Аттестация технологий сварки продольных стыковых, кольцевых стыковых и угловых (нахлесточных) сварных соединений муфт выполняется в горизонтальном положении оси трубы (отклонение оси трубы от 0 до 10), при этом расположение продольных стыковых сварных соединений муфт должно быть на середине вертикальной образующей ремонтируемой трубы.
4.8 На основании Заключения аттестационного центра оформляется Свидетельство НАКС о производственной аттестации технологий сварки при ремонте сварными стальными муфтами с областью распространения, учитывающей технологические особенности процессов сварки и конструкций муфт.
4.9 Допускные испытания сварщиков проводятся с целью подтверждения необходимых квалификационных способностей для выполнения качественных сварных соединений с применением технологических процессов ремонта сварными стальными муфтами дефектов труб и сварных соединений трубопроводов, прошедших производственную аттестацию.
4.10 Допускные испытания аттестованных сварщиков проводятся в случаях, если они впервые приступили к сварке сварных соединений муфт в данной организации или имели перерывы по сварке сварных соединений муфт более 3-х месяцев.
4.11 К допускным испытаниям допускаются сварщики, аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ( ПБ 03-273-99) и «Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства» ( РД 03-495-02).
4.12 Допускные испытания сварщиков проводятся до начала производства работ по положительным результатам производственной аттестации технологий сварки.
Допускные испытания сварщиков проводятся путем сварки КСС по технологиям, примененным при производственной аттестации.
4.13 На сварщиков, прошедших допускные испытания, оформляются допускные листы, согласно форме, приведенной в Приложении 3.
4.14 Допускается сварку КСС при допускных испытаниях совмещать с аттестацией сварщиков или с производственной аттестацией технологий сварки. Разрешается оформлять допускные листы сварщикам по положительным результатам контроля качества сварки КСС визуальным и измерительным методами, физическими методами — радиографическим или ультразвуковым. Сварщикам, участвовавшим в производственной аттестации технологии сварки, разрешается оформление допускных листов по положительным результатам производственной аттестации, после получения Свидетельства НАКС.
5 Требования к трубам, сварочным материалам, сварочному оборудованию
5.1 Для разработки технологических карт сварки при ремонте сварными муфтами дефектов труб и сварных соединений на каждую ремонтируемую трубу должен быть сертификат качества, на каждое кольцевое сварное соединение должна быть исполнительная документация (сварочный журнал, заключение о годности по результатам неразрушающего контроля качества физическими методами).
5.2 При отсутствии сертификатов качества на трубы ремонтируемого трубопровода проводится освидетельствование труб с целью установления их соответствия требованиям Технических условий или ГОСТов на изготовление труб и назначения технологии ремонта сварными стальными муфтами.
5.3 При наличии заводской маркировки, достаточной для установления их принадлежности имеющимся сертификатам, или соответствия требованиям нормативно-технических документов, регламентирующим применение труб, измеряется диаметр, толщина стенки и определяется (идентифицируется) марка трубной стали, класс прочности, эквивалент углерода.
5.4 В случае невозможности идентификации труб по маркировке, марка трубной стали определяется по результатам химического анализа и измерений твердости. Химический анализ выполняется в трассовых (базовых) условиях с применением портативных оптико-эмиссионных анализаторов или в лабораторных условиях атомно-эмиссионными и/или другими методами, регламентированными действующими нормативными документами, обеспечивающими необходимую точность.
По установленному химическому составу и значениям твердости определяются марка стали, нормативное значение предела прочности, эквивалент углерода и с учетом фактических значений диаметра и толщины стенки труб определяется их соответствие требованиям Технических условий или ГОСТов на изготовление труб.
5.5 Освидетельствование и идентификация труб должны выполняться в соответствии с требованиями «Методических указаний по освидетельствованию и идентификации стальных труб для газонефтепроводов» ( ВРД 39-1.11-014-2000 ).
5.6 Продольные заводские сварные швы труб считаются годными при наличии сертификатов качества на трубы, положительных результатов визуального и измерительного контроля или документов, подтверждающих идентификацию труб в соответствии с требованиями п. 5.5.
5.7 Для выполнения сварки при ремонте сварными муфтами дефектов труб и сварных соединений трубопроводов должны применяться сварочные материалы, основное сварочное оборудование (источники сварочного тока) и вспомогательное оборудование (оборудование термической резки труб, подготовки и сборки стыков труб, предварительного и сопутствующего подогрева и др.), отвечающее специальным требованиям, включая сварочно-технологические свойства, условиям эксплуатации. Сварочные материалы и оборудование должны быть аттестованы согласно требованиям РД 03-613-03 , РД 03-614-03 .
5.8 Сварочные материалы, основное и вспомогательное сварочное оборудование общего назначения, изготавливаемые по ТУ, не согласованным с ОАО «Газпром», или не имеющие Заключения ООО «ВНИИГАЗ» на их применение на объектах ОАО «Газпром» и Свидетельства НАКС об аттестации, к применению не допускаются.
5.9 Сварочные материалы и оборудование, прошедшие аттестацию и рекомендованные к применению, приведены в Приложениях 4, 5 и могут дополняться в соответствии с требованиями п. 5.8.
5.10 Сварочные материалы и оборудование должны проходить входной контроль в соответствии с требованиями инструкций по входному контролю, утвержденными в организации, производящей сварочные работы.
5.11 Хранение и подготовка сварочных материалов осуществляется по рекомендациям заводов-изготовителей, изложенным в Технических условиях или на упаковке.
6 Конструкции стальных сварных муфт и требования к изготовлению
6.1 Конструкции муфт, группы однотипных конструкций муфт приведены в таблице 1.
Конструкции муфт рекомендуется применять в зависимости от степени дефектности металла труб и сварных соединений трубопровода ( таблица 4, 5, 6).
Таблица 1 — Конструкции муфт для ремонта дефектов труб и сварных соединений трубопроводов