наладка после капитального ремонта
3.8.9 наладка после капитального ремонта : Испытания и измерения параметров, выполняемые для оценки состояния энергетического оборудования на объектах ОАО «Газпром» после капитального ремонта.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «наладка после капитального ремонта» в других словарях:
наладка — 3.21 наладка: Режим работы пресса, при котором любое изменение положения механизмов пресса осуществляется только при воздействии на соответствующий орган управления и прекращается немедленно после возвращения его в исходное положение. При большом … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-141-2007: Энергохозяйство ОАО «Газпром». Термины и определения — Терминология СТО Газпром 2 2.3 141 2007: Энергохозяйство ОАО «Газпром». Термины и определения: 3.1.31 абонент энергоснабжающей организации : Потребитель электрической энергии (тепла), энергоустановки которого присоединены к сетям… … Словарь-справочник терминов нормативно-технической документации
Технические — 19. Технические указания по технологии производства строительных и монтажных работ при электрификации железных дорог (устройства электроснабжения). М.: Оргтрансстрой, 1966. Источник: ВСН 13 77: Инструкция по монтажу контактных сетей промышленного … Словарь-справочник терминов нормативно-технической документации
Электромонтер по ремонту электрооборудования 6-й разряд — Характеристика работ. Разборка, капитальный ремонт, сборка, установка и центровка высоковольтных электрических машин и электроаппаратов различных типов и систем напряжением свыше 15 кВ. Выполнение работ по ремонту, сборке и регулированию особо… … Единый тарифно-квалификационный справочник работ и профессий рабочих
Электромонтер по ремонту и обслуживанию электрооборудования 6-й разряд — Характеристика работ. Разборка, капитальный ремонт, сборка, установка и центровка высоковольтных электрических машин и электроаппаратов различных типов и систем напряжением свыше 15 кВ. Обслуживание производственных участков или цехов с особо… … Единый тарифно-квалификационный справочник работ и профессий рабочих
Афипский — Посёлок городского типа Афипский Флаг … Википедия
система — 4.48 система (system): Комбинация взаимодействующих элементов, организованных для достижения одной или нескольких поставленных целей. Примечание 1 Система может рассматриваться как продукт или предоставляемые им услуги. Примечание 2 На практике… … Словарь-справочник терминов нормативно-технической документации
организация — 4.23 организация (organization): Лицо или группа лиц и необходимых средств с распределением обязанностей, полномочий и взаимоотношений. Примечание 1 Адаптировано из ИСО 9000:2005. Примечание 2 Объединение лиц, организованных для некоторой… … Словарь-справочник терминов нормативно-технической документации
заказчик — 4.9 заказчик (customer): Организация или лицо, получающие продукт или услугу. Примечание 1 Заказчик может быть внутренним или внешним по отношению к организации. Примечание 2 Адаптировано из ИСО 9000:2005. Примечание 3 Другие термины,… … Словарь-справочник терминов нормативно-технической документации
Источник
Наладка оборудования
Технология машиностроения
Слово «технология» имеет греческое происхождение и состоит из двух слов: «techne»- мастерство, умение и «logos» — учение. Таким образом, дословно, «технология» — это учение о мастерстве.
Как отрасль техники технология — это совокупность приемов и способов получения, обработки или переработки сырья, материалов, заготовок или изделий.
Технологию рассматривают применительно к конкретной отрасли производства, например, технология машиностроения, технология автостроения, технология тракторостроения, технология строительства, технология горных работ и т.д.
Технология машиностроения — это совокупность приемов и способов механической обработки и сборки изделий в машиностроении.
Как отрасль науки технология машиностроения — это наука, изучающая, разрабатывающая и совершенствующая приемы и способы механической обработки и сборки изделий, узлов и деталей в машиностроении. Объектом исследования при этом является процесс изготовления автомобиля или трактора.
Главнейшей задачей технологии является изучение закономерности построения технологических процессов, которые обеспечивали бы заданную производительность, точность и качество обработки.
Различают следующие этапы подготовки к производству машины:
-этап I. Конструкторская подготовка производства.
При его выполнении отвечают на вопрос:
Что делать? (конструкция детали, узла и т.п., ее назначение, материал, термообработка и т.д.).
-этап II. Технологическая подготовка производства.
При его выполнении отвечают на вопросы:
Из чего делать? (способ получения заготовки, ее конструкция).
Как делать? (технология).
На чем делать? (оборудование).
Чем делать? (инструмент).
Где делать? (организация производства).
Первый этап выполняется конструкторами, которые при необходимости привлекают к работе технологов, экономистов, дизайнеров и т.д.
Цель первого этапа — создание конструкторской документации, необходимой для изготовления изделия.
Второй этап выполняется технологами.
Цель второго этапа — анализ конструкции изделия на технологичность и разработка технологического процесса его изготовления.
Основные понятия и определения
Изделием называется единица промышленной продукции в конечной стадии для данного производства. Исчисляется в штуках.
В зависимости от назначения различают изделия основного и вспомогательного производств.
В основных производствах разрабатываются изделия, предназначенные для реализации другим предприятиям.
Во вспомогательных производствах разрабатываются изделия, предназначенные только для внутреннего потребления.
Обычно изделия состоят из деталей.
Деталь — это изделие, или его часть, изготовленное из однородного материала без применения сборочных операций.
Заготовка — это предмет производства, из которого путем изменения формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Исходная заготовка — это заготовка перед первой технологической операцией механической обработки.
Различают следующие основные виды механической обработки:
1. Обработка резанием (происходит снятие стружки).
2. Обработка давлением (без снятия стружки).
3. Термическая обработка (изменение структуры и свойств заготовки с использованием теплового воздействия).
4. Электрофизическая обработка (изменение размеров и свойств заготовки с использованием непосредственно электрического тока).
5. Лучевая обработка (изменение размеров и свойств заготовки с использованием энергии излучения).
Рабочее место — это часть площади цеха, на которой размещено оборудование, оснастка и инструмент для выполнения одной технологической операции.
Для превращения исходного материала в готовое изделие необходимо выполнить различные действия. Например, получить заготовку, провести механическую и термическую обработку, провести контроль качества и размеров, осуществить транспортировку от одного рабочего места к другому, организовать подачу электричества, сжатого воздуха, воды и т.д. Все это части производственного процесса.
Производственный процесс — совокупность всех действий, необходимых для превращения исходного материала в готовое изделие.
Производственный процесс изготовления машины состоит из технологических процессов различных видов работ: технологический процесс механической обработки, технологический процесс сборки, технологический процесс термообработки и т.д.
Технологический процесс механической обработки — это совокупность действий по изменению размеров, формы и свойств заготовки.
Технологический процесс состоит из технологических операций.
Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
В операции обработки резанием включаются все действия рабочего, связанные с управлением станком, все автоматические движения механизмов станка, все вспомогательные действия по установке, закреплению и снятию заготовок со станка и т.п.
Технологические операции являются основным элементом производственного планирования.
Операциям присваивается порядковый номер (005, 010, 015 и т.д.) и дается наименование в зависимости от применяемого оборудования (токарно-револьверная, сверлильная, фрезерная и т.п.)
Технологическая операция состоит из технологических переходов.
Технологический переход — это законченная часть технологической операции, характеризующаяся постоянством режима, применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
К технологической операции относится и понятие «установ».
Уставов — это часть технологической операции, выполняемая при неизменном положении заготовки или собираемой сборочной единицы относительно приспособления.
Для выполнения технологического процесса необходимы средства производства. Они включают: технологическое оборудование, технологическую оснастку и режущий инструмент.
Технологическое оборудование — это средства производства, необходимые для выполнения операций по обработке заготовок (металлорежущие станки, прессы, термические печи и т.д.).
Технологическая оснастка — это вспомогательные устройства, добавляемые к технологическому оборудованию для выполнения определенных операций (приспособления для закрепления заготовки и режущего инструмента, контрольные приспособления и т.д.).
Режущие инструменты — это орудия производства, используемые для осуществления процесса обработки заготовок на станках.
Наладка оборудования
Для того чтобы процесс обработки проходил в заданном режиме, необходимо произвести совместную наладку технологического оборудования, технологической оснастки и режущего инструмента.
Наладка — это подготовка технологического оборудования, режущего инструмента и оснастки к выполнению определенной технологической операции.
В наладку станка входят следующие виды работ:
— установка и выверка положения станочного приспособления, предназначенного для базирования и закрепления заготовки на рабочем органе станка;
— установка на станке и настройка заданного положения инструмента и заготовки;
— построение цикла работы станка в соответствии с расчетной циклограммой движения режущего инструмента;
— настройка рассчитанных режимов резания;
— обработка пробных заготовок;
— контроль точности и качества обработки и при необходимости подналадка оборудования.
В качестве технологической документации, используемой при наладке оборудования, применяется чертеж наладки. Он, в свою очередь, разрабатывается на основе операционного эскиза.
Операционный эскиз — графический документ, заменяющий рабочему чертеж детали.
На операционном эскизе изображаются:
1. Заготовка в том виде, который она имеет после выполнения данной технологической операции.
2. Схема базирования заготовки и ее материализация при помощи условных знаков.
3. Операционные размеры с допусками.
4. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции.
На рис. 1.1 приведен операционный эскиз.
Рис.1.1 Операционный эскиз
Чертеж наладки — это графический документ, по которому производят наладку технологического оборудования, оснастки и режущего инструмента. На чертеже наладки изображают:
1. Заготовку в том виде, который она имеет после выполнения данной технологической операции.
2. Упрощенное изображение применяемой технологической оснастки.
3. Режущий инструмент в конце цикла обработки.
4. Операционные размеры с допусками.
5. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции .
6. Циклограмму движения режущего инструмента.
7. Таблицу, в которой указаны наименование и модель станка, режимы резания и нормы времени.
Технологические наладки чертятся для каждой технологической операции на отдельном формате в масштабе.
Источник
Наладка оборудования. Основные понятия и определения
Основные понятия и определения
Изделием называется единица промышленной продукции в конечной стадии для данного производства. Исчисляется в штуках.
В зависимости от назначения различают изделия основного и вспомогательного производств.
В основных производствах разрабатываются изделия, предназначенные для реализации другим предприятиям.
Во вспомогательных производствах разрабатываются изделия, предназначенные только для внутреннего потребления.
Обычно изделия состоят из деталей.
Деталь — это изделие, или его часть, изготовленное из однородного материала без применения сборочных операций.
Заготовка — это предмет производства, из которого путем изменения формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Исходная заготовка — это заготовка перед первой технологической операцией механической обработки.
Различают следующие основные виды механической обработки:
1. Обработка резанием (происходит снятие стружки).
2. Обработка давлением (без снятия стружки).
3. Термическая обработка (изменение структуры и свойств заготовки с использованием теплового воздействия).
4. Электрофизическая обработка (изменение размеров и свойств заготовки с использованием непосредственно электрического тока).
5. Лучевая обработка (изменение размеров и свойств заготовки с использованием энергии излучения).
Рабочее место — это часть площади цеха, на которой размещено оборудование, оснастка и инструмент для выполнения одной технологической операции.
Для превращения исходного материала в готовое изделие необходимо выполнить различные действия. Например, получить заготовку, провести механическую и термическую обработку, провести контроль качества и размеров, осуществить транспортировку от одного рабочего места к другому, организовать подачу электричества, сжатого воздуха, воды и т.д. Все это части производственного процесса.
Производственный процесс — совокупность всех действий, необходимых для превращения исходного материала в готовое изделие.
Производственный процесс изготовления машины состоит из технологических процессов различных видов работ: технологический процесс механической обработки, технологический процесс сборки, технологический процесс термообработки и т.д.
Технологический процесс механической обработки — это совокупность действий по изменению размеров, формы и свойств заготовки.
Технологический процесс состоит из технологических операций.
Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
В операции обработки резанием включаются все действия рабочего, связанные с управлением станком, все автоматические движения механизмов станка, все вспомогательные действия по установке, закреплению и снятию заготовок со станка и т.п.
Технологические операции являются основным элементом производственного планирования.
Операциям присваивается порядковый номер (005, 010, 015 и т.д.) и дается наименование в зависимости от применяемого оборудования (токарно-револьверная, сверлильная, фрезерная и т.п.)
Технологическая операция состоит из технологических переходов.
Технологический переход — это законченная часть технологической операции, характеризующаяся постоянством режима, применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
К технологической операции относится и понятие «установ».
Уставов — это часть технологической операции, выполняемая при неизменном положении заготовки или собираемой сборочной единицы относительно приспособления.
Для выполнения технологического процесса необходимы средства производства. Они включают: технологическое оборудование, технологическую оснастку и режущий инструмент.
Технологическое оборудование — это средства производства, необходимые для выполнения операций по обработке заготовок (металлорежущие станки, прессы, термические печи и т.д.).
Технологическая оснастка — это вспомогательные устройства, добавляемые к технологическому оборудованию для выполнения определенных операций (приспособления для закрепления заготовки и режущего инструмента, контрольные приспособления и т.д.).
Режущие инструменты — это орудия производства, используемые для осуществления процесса обработки заготовок на станках.
Наладка оборудования
Для того чтобы процесс обработки проходил в заданном режиме, необходимо произвести совместную наладку технологического оборудования, технологической оснастки и режущего инструмента.
Наладка — это подготовка технологического оборудования, режущего инструмента и оснастки к выполнению определенной технологической операции.
В наладку станка входят следующие виды работ:
— установка и выверка положения станочного приспособления, предназначенного для базирования и закрепления заготовки на рабочем органе станка;
— установка на станке и настройка заданного положения инструмента и заготовки;
— построение цикла работы станка в соответствии с расчетной циклограммой движения режущего инструмента;
— настройка рассчитанных режимов резания;
— обработка пробных заготовок;
— контроль точности и качества обработки и при необходимости подналадка оборудования.
В качестве технологической документации, используемой при наладке оборудования, применяется чертеж наладки. Он, в свою очередь, разрабатывается на основе операционного эскиза.
Операционный эскиз — графический документ, заменяющий рабочему чертеж детали.
На операционном эскизе изображаются:
1. Заготовка в том виде, который она имеет после выполнения данной технологической операции.
2. Схема базирования заготовки и ее материализация при помощи условных знаков.
3. Операционные размеры с допусками.
4. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции.
На рис. 1.1 приведен операционный эскиз.
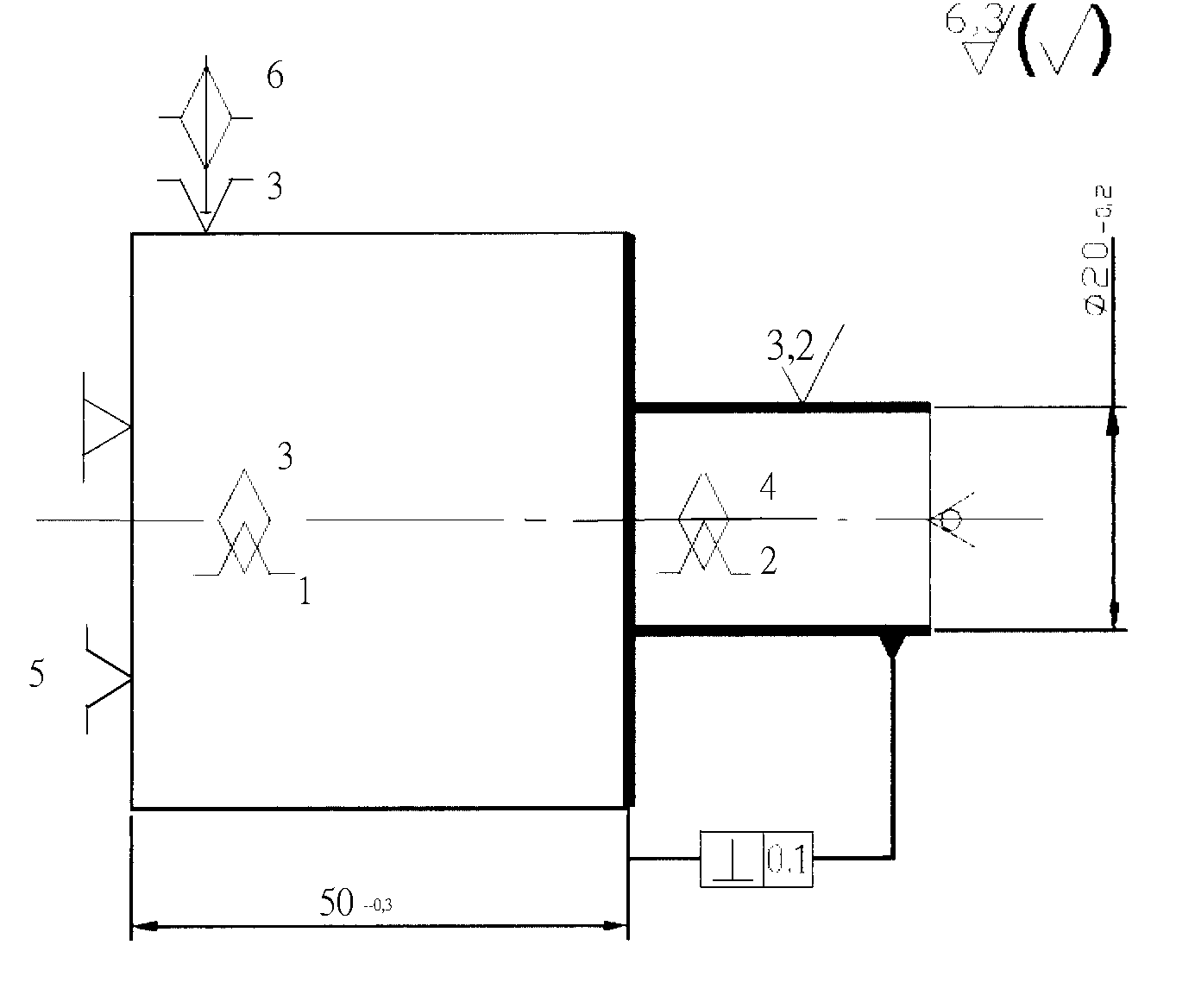
Рис.1.1 Операционный эскиз
Чертеж наладки — это графический документ, по которому производят наладку технологического оборудования, оснастки и режущего инструмента. На чертеже наладки изображают:
1. Заготовку в том виде, который она имеет после выполнения данной технологической операции.
2. Упрощенное изображение применяемой технологической оснастки.
3. Режущий инструмент в конце цикла обработки.
4. Операционные размеры с допусками.
5. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции .
6. Циклограмму движения режущего инструмента.
7. Таблицу, в которой указаны наименование и модель станка, режимы резания и нормы времени.
Дата добавления: 2016-01-20 ; просмотров: 10961 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник