- Ремонт пресс-форм с покрытиями MODENGY
- Лазерная наплавка, ремонт пресс форм
- Лазерная наплавка
- Преимущества лазерной наплавки при ремонте пресс форм:
- Применение лазерной наплавки, ремонт пресс-форм
- Восстановление лопаток турбин с помощью лазерной наплавки
- Лазерная наплавка: ремонт пресс-форм
- Лазеры для наплавки
Ремонт пресс-форм с покрытиями MODENGY
Пресс-форма — специальная емкость, повторяющая очертания готового изделия. Она предназначена для формирования объемных объектов из различных материалов посредством литья под высоким давлением.
Из загрузочной камеры в закрытую емкость поступает расплавленный материал. Затем он остывает. После этого устройство открывается, и из него специальными инструментами извлекается получившееся изделие.
Качественная отливка требует идеальной точности примыкания всех изгибов пресс-формы к будущей детали.
Данное устройство состоит из нескольких частей: подвижной (пуансона, фиксаторов и выталкивателей) и неподвижной (матрицы).
В основном такие приспособления используются для массового производства, поскольку процесс литья относительно сложный, а сами пресс-формы имеют довольно высокую стоимость.
Замена оборудования — дорогостоящее мероприятие, поэтому его полноценный ремонт и качественное обслуживание требуют особого внимания.
Пресс-формы бывают разных видов. Они могут различаться по способу извлечения изделий, количеству деталей, изготавливаемых одновременно , но проблемы, которые возникают при их функционировании по большей части однотипны.
К повреждению пресс-форм могут привести:
- Коррозионное воздействие
- Экстремальные температуры
- Механические повреждения
- Сложности извлечения готовых изделий — прилипание материала к формам
- Использование агрессивных веществ для очистки поверхности
- Повышенное трение подвижных частей (именно они несут основную нагрузку)
Осматривать пресс-формы нужно регулярно, чтобы успеть вовремя отремонтировать устройство и снизить тем самым риск выхода литейного оборудования из строя.
Геометрия матрицы восстанавливается в основном методом наплавки. Подвижные же элементы формующего устройства в случае повреждения подлежат замене.
Первым шагом в ремонте формующих устройств является оценка повреждений, затем следуют наплавка, подгонка формы, травление и дробеструйная обработка. Последний, но не менее важный этап включает в себя нанесение защитного антипригарного покрытия.
Пластичные смазки, используемые в данных целях, не обеспечивают в полном объеме необходимые свойства, поскольку они неустойчивы к высоким температурам, быстро выгорают и требуют многократной замены.
Антифрикционные твердосмазочные покрытия не имеют таких недостатков. Они работают в широком диапазоне температур, проявляют отличные антиадгезионные и антикоррозийные свойства, выполняют свои функции даже под воздействием химически агрессивных сред и не оставляют следов на готовых изделиях.
Такие продукты в России выпускает компания MODENGY. Для создания защитного разделительного покрытия на пресс-формы наносятся материалы MODENGY 1007, MODENGY 1014 и MODENGY PTFE-A20.
Основа MODENGY 1007 — графит. Материал устойчив к воздействию высоких температур до +350 °C. Полимеризация происходит при нагреве до +200 °C за 20 минут.
MODENGY 1014 на изготавливается на основе политетрафторэтилена. Покрытие работает при температуре до +255 °C. Материал отверждается при нагреве до +200 °C в течение 40 минут.
MODENGY PTFE-A20, изготовленный на основе политетрафторэтилена, нагревания не требует. Он полимеризуется при комнатной температуре за 30 минут и работает при температуре до +130 °C.
Выбирать материал следует исходя из температурных условий эксплуатации пресс-форм, а также наличию/отсутствию возможности выдержать покрытие в печи для его отверждения.
Рис. Пресс-формы с покрытиями MODENGY 1007 (слева) и MODENGY PTFE-A20 (справа)
Многократный ремонт пресс-формы негативно сказывается на качестве выпускаемых изделий, поскольку нарушается необходимая конфигурация.
Чтобы не прибегать к частой реставрации рисунка матрицы, на поверхности пресс-форм наносятся вышеназванные антифрикционные твердосмазочные покрытия. Они предотвращают прилипание расплавленного материала, защищая устройство от коррозионного воздействия, нагара и перегревов.
На подвижные части пресс-форм: направляющие скольжения и толкатели наносится покрытие MODENGY 1005.
Материал изготовлен на основе дисульфида молибдена, имеет низкий коэффициент трения и высокую несущую способность. Покрытие работает в диапазоне температур от -70 до +255 °C, обеспечивая отличную защиту от негативного воздействия коррозии и агрессивных сред.
Рис. Направляющие скольжения пресс-форм с покрытием MODENGY 1005 и без
MODENGY 1005 увеличивает срок службы устройств и механизмов, снижая время их простоя и повышая качество изготавливаемых изделий.
Качественное и систематичное техническое обслуживание — залог долгого и исправного функционирования пресс-форм. Использование современных антифрикционных твердосмазочных покрытий MODENGY в этих целях позволяет увеличить ресурс устройств.
Источник
Лазерная наплавка, ремонт пресс форм
Лазерная наплавка
Лазерная наплавка позволяет с легкостью производить ремонт и восстановление пресс форм, а так же прочей инструментальной оснастки, устраняя такие дефекты, как сколы, трещины, царапины, поры, забоины и задиры.




Практически все процессы износа, коррозии, роста усталостных трещин (и т.п.), приводящие к отказам изделий, начинаются с поверхности и определяются свойствами относительно тонкого поверхностного слоя. Лазерная наплавка является одним из основных методов создания покрытий с целью получения специальных свойств на поверхности изделий, а также восстановления изношенных деталей машин. Это позволяет решать одну из важнейших задач – обеспечение оптимального соотношения свойств поверхности и объема материала. В данном случае отпадает необходимость использования объемно-легированных материалов и появляется возможность в известной степени решить кардинальную задачу машиностроения – повышение надежности и долговечности деталей машин.
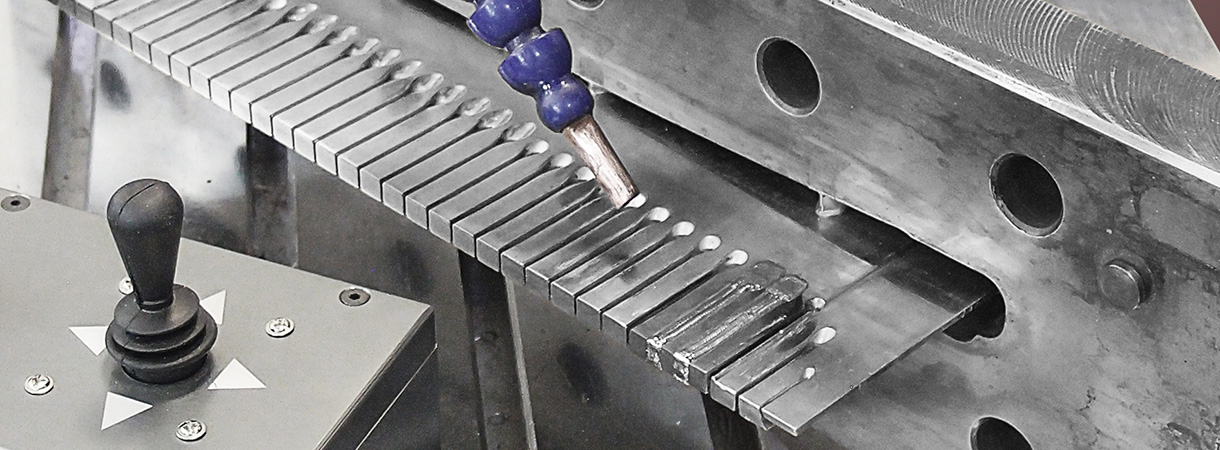
Процесс лазерной наплавки заключается в нанесении на поверхность обрабатываемого изделия покрытия путем расплавления основного и присадочного материалов. Причем основа подплавляется минимально, поэтому свойства покрытия зависят главным образом от свойств присадочного материала. Присадочный материал подается в зону наплавки ручным способом либо специальными механизмами, отличающимися повышенной точностью.
Преимущества лазерной наплавки при ремонте пресс форм:
- обеспечение прочного и надежного сцепления основного и присадочного металлов;
- исключение образования пор и трещин;
- уменьшение перемешивания основного материала (основы) с металлом наплавки;
- снижение остаточных напряжений и деформаций;
- обеспечение ведения процесса с минимальной глубиной проплавления основы;
- не требуется термообработка перед наплавкой;
- увеличение коэффициента использования присадочного материала;
- снижение стоимости готового изделия за счет наплавки локальных зон.
Применение лазерной наплавки, ремонт пресс-форм
Ремонт и восстановление пресс форм и прочей инструментальной оснастки методом лазерной наплавки. Проблемы инструментального производства, связанные с выявлением дефектов при изготовлении или эксплуатации технологической оснастки, могут быть решены с помощью технологии лазерной наплавки.
К такого рода дефектам можно отнести задиры, забоины, глубокие царапины, поры, трещины, места адгезионного схватывания, места (площадки) заниженных рабочих поверхностей, разгарные трещины.
Устранение данных дефектов традиционным методам подварки например, штучными электродами трудоемко и дорогостояще, так как после наплавки и термообработки геометрические размеры могут выйти за поле допуска.
Технология лазерной наплавки позволяет исключить этот недостаток, сохранить геометрические размеры подвариваемой прессформы и любой другой детали в поле допуска, даже если они составляют несколько микрон.
Технология импульсной лазерной наплавки позволяет в несколько раз снизить себестоимость и длительность ремонта за счёт отказа от предварительного подогрева, последующей термообработки, снятия покрытия из хрома и его последующего нанесения, за счёт минимальной последующей механической обработки.
Восстановление лопаток турбин с помощью лазерной наплавки
Разработаны технологии лазерной наплавки для устранения дефектов лопаток турбин при их изготовлении и восстановления изношенных турбин. Данные технологии могут быть применены для восстановления лопаток авиационных турбин, турбин гидроэлектростанций, газоперекачивающих станций, тепловых электростанций, морских турбин.
- Технология импульсной лазерной наплавки – ILCIG для устранения дефектов литья и глубоких макроповреждений поверхностного нанесенного слоя при изготовлении лопаток турбин;
- Технология газопорошковой лазерной наплавки с аксиальной подачей порошка в зону наплавки – ALCIG для восстановления изношенного ребра лопатки турбин;
- Технология лазерно-плазменной газопорошкой наплавки LPTA – surfacing для восстановления изношенного торца пера лопатки турбины;
- Технология лазерно-плазменного нанесения защитного слоя на поверхность лопатки турбины.
Источник
Лазерная наплавка: ремонт пресс-форм
Лазерные Технологии > Услуги > Лазерная наплавка: ремонт прессформ
Лазерное легирование, переплавка, пайка (известные также как метод непосредственного напыления металла, лазерная наплавка, плакирование или наслоение) служат в том числе для изготовления износоустойчивых областей из различных металлов и сплавов или для изготовления функциональных слоёв для подшипников скольжения, защиты от нагрева, для производства новых деталей.
Одним из самых перспективных направлений лазерной наплавки является восстановления геометрических размеров дорогостоящих деталей и инструмента, ремонт прессформ.
| |||||||||||||||||||||||||||||||||||||||||||||||












 .
. 




