- Топливный насос МШ-3А
- Система смазки
- МШ-3А Насос
- Насос шестеренного типа МШ-3А
- МШ-3А Топливный насос
- Насос МШ-3А
- 1. ОБЩАЯ ЧАСТЬ
- 2. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ НАСОСА И МЕТОДЫ ИХ УСТРАНЕНИЯ
- 3. ОРГАНИЗАЦИЯ РЕМОНТА
- 4. РАЗБОРКА НАСОСА И ЕГО УЗЛОВ
- 4.1. Виды разборки, дефектация насоса
- 4.2. Подготовка к разборке
- 4.3. Разборка насоса ГрТ 400/40 и его составных частей
- 4.4. Разборка насосов ГрТ 1600/50а, ГрТ 1600/50 и их составных частей
- 4.5. Разборка насоса ГрТ 1250/71 и его составных частей
- 5. ПОДГОТОВКА К ДЕФЕКТАЦИИ И РЕМОНТУ
- 6. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ И РЕМОНТ
- 6.1. Общие требования
Топливный насос МШ-3А


Насос МШ-3А. Цена указана без учета НДС.
· Направление вращения МШ3А (со стороны, противоположной приводу насоса) — левое для помпы, устанавливаемой из мотора АШ-62ИР.
· Производительность МШ-3 А при 2200 об/мин, давлении 80кг/см2 и температуре 30-40°С — не менее 7л/мин (к концу гарантийного срока допускается падение производительности насоса МШ-3А до 6л/мин).
· Рабочая жидкость — масло МВП.
· Максимальное давление, развиваемое насосом М Ш-3А в течение 10 секунд при 2200 об/мин — не менее 130 кг/см2.
· Мощность, потребляемая насосом МШ3А при 2200 об/мин и давлении 80 кг/см2 — 3.2 л.с.
· Гарантийный срок работы без переборки до первого ремонта при 2200 об/мин — 1500 включений при давлении 80 кг/см2 продолжительностью 1 мин. или 300 часов работы при давлении 15 кг/см2.
Делаем доставку по городам и регионам: Москва, Тверь, Тула, Брянск, Липецк, Смоленск, Нижний Новгород, Ярославль, Вологда, Санкт-Петербург, Петрозаводск, Казань, Ульяновск, Пенза, Самара, Саратов, Волгоград, Ростов-на-Дону, Краснодар, Ставрополь, Владикавказ, Махачкала, Уфа, Оренбург, Челябинск, Мурманск, Салехард, Ханты-Мансийск, Омск, Тюмень, Барнаул, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Владивосток и т.д.
Источник
Система смазки
Из колодца масло поступает к выходному штуцеру, соединяясь по пути к нему со свежим маслом из основной емкости бака. Перед выходом из бака масло проходит через сетчатый фильтр грубой очистки.
Кроме пеногашения, циркуляционный колодец позволяет добиться и других существенных преимуществ. Во-первых, благодаря тому, что через двигатель циркулирует не весь запас масла, имеющийся в баке, а лишь его часть, находящаяся в колодце, сокращается время прогрева масла после запуска двигателя и, следовательно, время подготовки двигателя. Во-вторых, вредному действию нагрева до высоких температур, загрязнению и вспениванию подвергается только часть масла, циркулирующая через двигатель. Так как объем этого масла сравнительно мал, то оно быстро расходуется и постепенно заменяется свежим из основной емкости бака, не принимавшим участия в циркуляции. лестницы для надувных и каркасных бассейнов — купить в Самаре
Бак заполняется маслом настолько, чтобы в верхней его части имелась свободная полость. Это предотвращает разрушение бака вследствие увеличения объема масла, когда оно нагревается и вспенивается.
Воздушная полость масляного бака сообщена суфлирующими трубопроводами с внутренней полостью картера, а дренажной трубой — с атмосферой. Такая схема суфлирования и дренажа уменьшает возможность выброса масла в атмосферу при переполнении картера или масляного бака. Вывод дренажного трубопровода маслобака внутрь капота двигателя не разрешается, так как выброшенное масло может воспламениться, а также нарушить работу электрических агрегатов. Выводить трубопровод следует за капот и направлять по потоку. Это уменьшает возможность попадания в бак пыли и песка, закупорки дренажа вследствие засорения или обмерзания трубки в зимнее время, а также создания в баке избыточного давления.
Масляная система заполняется через горловину масляного бака. В горловине устанавливается сетчатый фильтр для предохранения от попадания в бак песка, грязи и посторонних предметов во время заправки.
Масло из системы сливается через сливные краны, расположенные в ее нижних точках: на масляном отстойнике и радиаторе.
Работа всей масляной системы двигателя контролируется по показаниям манометра, установленного в нагнетающей магистрали, и термометра входящего масла. Приемник манометра устанавливается на масляном насосе МШ-8 в полости входа масла в его нагнетающую ступень.
В результате нагрева двигателя повышается давление воздуха и паров масла в картере. Кроме того, повышение давления в картере происходит за счет прорыва в него смеси и газов из цилиндров, особенно в случае износа поршневых колец.
Повышение давления внутри картера приводит к снижению мощности двигателя из-за увеличения противодействия ходу поршней в тактах впуска и рабочего хода, а также вызывает течь масла из мест разъемов частей картера. С целью предотвратить повышение давления все внутренние полости картера сообщаются между собой и через суфлер—с атмосферой.
Суфлер устанавливается на той полости картера, в которой имеется меньше всего завихрений. К суфлеру присоединяется суфлерная трубка, выходящая или непосредственно в атмосферу, или в воздушное пространство маслобака. В последнем случае суфлирование картера и дренажирование маслобака производятся совместно через дренажную трубку бака.
Расчет масляного насоса МШ-8
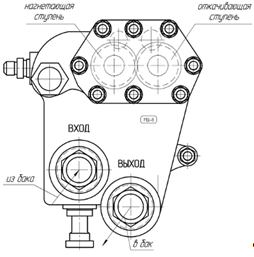
Рис. 9.2. Двухсекционный масляный насос МШ-8.
Масляный насос МШ-8 (рис. 9.2) предназначен для обеспечения постоянной циркуляции масла через двигатель. Насос шестеренчатого типа, имеет две ступени — нагнетающую и откачивающую. Нагнетающая ступень подает необходимое количество масла из масляного бака в двигатель под давлением 5—6 кг/см2, а откачивающая — откачивает все масло из маслоотстойника двигателя в масляный бак.
Масляные насосы шестеренчатого типа обладают целым рядом преимуществ, к числу которых относятся простота конструкции, компактность, большая надежность работы, равномерность подачи масла и т.д. Поэтому они используются на большинстве звездообразных двигателей.
Источник
МШ-3А Насос

Насос шестеренного типа МШ-3А
Данная цена действительна при оплате на ИП. При оплате на ООО к стоимости прибавится НДС ― 20%.
Направление вращения МШ3А (со стороны, противоположной приводу насоса) — левое для помпы, устанавливаемой из мотора АШ-62ИР.
Производительность МШ-3 А при 2200 об/мин, давлении 80кг/см2 и температуре 30-40°С — не менее 7л/мин (к концу гарантийного срока допускается падение производительности насоса МШ-3А до 6л/мин).
Рабочая жидкость — масло МВП.
Максимальное давление, развиваемое насосом МШ-3А в течение 10 секунд при 2200 об/мин — не менее 130 кг/см2.
Мощность, потребляемая насосом МШ3А при 2200 об/мин и давлении 80 кг/см2 — 3.2 л.с.
Гарантийный срок работы без переборки до первого ремонта при 2200 об/мин — 1500 включений при давлении 80 кг/см2 продолжительностью 1 мин. Или 300 часов работы при давлении 15 кг/см2.
Делаем доставку по городам и регионам: Москва, Тверь, Тула, Брянск, Липецк, Смоленск, Нижний Новгород, Ярославль, Вологда, Санкт-Петербург, Петрозаводск, Казань, Ульяновск, Пенза, Самара, Саратов, Волгоград, Ростов-на-Дону, Краснодар, Ставрополь, Владикавказ, Махачкала, Уфа, Оренбург, Челябинск, Мурманск, Салехард, Ханты-Мансийск, Омск, Тюмень, Барнаул, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Владивосток, Майкоп, Улан-Удэ, Горно-Алтайск, Назрань, Нальчик, Элиста, Черкесск, Петрозаводск, Сыктывкар, Йошкар-Ола, Саранск, Якутск, Казань, Кызыл, Ижевск, Чебоксары, Благовещенск, Архангельск, Астрахань, Белгород, Владимир, Воронеж, Иваново, Калининград, Калуга, Петропавловск-Камчатский, Кемерово, Киров, Кострома, Курган, Курск, Магадан, Великий Новгород, Новосибирск, Орел, Пермь, Псков, Рязань, Южно-Сахалинск, Екатеринбург, Тамбов, Томск, Анадырь и т.д.
Источник
МШ-3А Топливный насос

Насос МШ-3А
Данная цена действительна при оплате на ИП. При оплате на ООО к стоимости прибавится НДС – 20%.
Направление вращения МШ3А (со стороны, противоположной приводу насоса) — левое для помпы, устанавливаемой из мотора АШ-62ИР.
Производительность МШ-3 А при 2200 об/мин, давлении 80кг/см2 и температуре 30-40°С — не менее 7л/мин (к концу гарантийного срока допускается падение производительности насоса МШ-3А до 6л/мин).
Рабочая жидкость — масло МВП.
Максимальное давление, развиваемое насосом МШ-3А в течение 10 секунд при 2200 об/мин — не менее 130 кг/см2.
Мощность, потребляемая насосом МШ3А при 2200 об/мин и давлении 80 кг/см2 — 3.2 л.с.
Гарантийный срок работы без переборки до первого ремонта при 2200 об/мин — 1500 включений при давлении 80 кг/см2 продолжительностью 1 мин. Или 300 часов работы при давлении 15 кг/см2.
Делаем доставку по городам и регионам: Москва, Тверь, Тула, Брянск, Липецк, Смоленск, Нижний Новгород, Ярославль, Вологда, Санкт-Петербург, Петрозаводск, Казань, Ульяновск, Пенза, Самара, Саратов, Волгоград, Ростов-на-Дону, Краснодар, Ставрополь, Владикавказ, Махачкала, Уфа, Оренбург, Челябинск, Мурманск, Салехард, Ханты-Мансийск, Омск, Тюмень, Барнаул, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Владивосток, Майкоп, Улан-Удэ, Горно-Алтайск, Назрань, Нальчик, Элиста, Черкесск, Петрозаводск, Сыктывкар, Йошкар-Ола, Саранск, Якутск, Казань, Кызыл, Ижевск, Чебоксары, Благовещенск, Архангельск, Астрахань, Белгород, Владимир, Воронеж, Иваново, Калининград, Калуга, Петропавловск-Камчатский, Кемерово, Киров, Кострома, Курган, Курск, Магадан, Великий Новгород, Новосибирск, Орел, Пермь, Псков, Рязань, Южно-Сахалинск, Екатеринбург, Тамбов, Томск, Анадырь и т.д.
Источник
1. ОБЩАЯ ЧАСТЬ
1.1 . Настоящее Руководство разработано на основе заводских рабочих чертежей, с учетом характера и интенсивности промышленного износа элементов насосов и опыта ремонта их в условиях тепловых электростанций Минэнерго СССР.
1.2 . Руководство предназначено для инженерно-технических работников и рабочих электростанций и энергоремонтных предприятий, занятых ремонтом и техническим обслуживанием грунтовых насосов, эксплуатируемых на тепловых электростанциях Минэнерго СССР.
1.3 . Руководство распространяется на грунтовые насосы типоразмеров ГрТ 400/40 (8 ГрТ-8 по старой маркировке), ГрТ 1600/50а и ГрТ 1600/50 (12 ГрТ-8), ГрТ 1250/71 (12 Гр-8Т2) Бобруйского машиностроительного завода им. В.И. Ленина.
Условные обозначения насосов: Гр — грунтовый; Т — тяжелый; цифры после букв — подача насоса в м 3 /ч (числитель) и развиваемый напор в м вод. ст. (знаменатель); буквенный индекс знаменателя — отличие характеристики насоса данного типоразмера в результате изменения диаметра рабочего колеса.
Техническая характеристика грунтовых насосов приведена в табл. 1.
1.4 . Ремонт грунтовых насосов выполняется по месту уставовки. Основной характер ремонта — замена вышедших из строя деталей запасными заводской поставки.
Одно- или двукратному восстановлению могут быть подвергнуты вал, полумуфты и корпуса подшипников.
Техническая характеристика грунтовых насосов
Диаметр колеса, мм
Частота вращения, об/мин
Габаритные размеры, мм
Масса (с электродвигателем), кг
Ремонтные характеристики элементов насосов
Материал, ГОСТ (ТУ)
Габаритные размеры, мм
ИЧХ28Н2, ТУ 26-06-553-70



ИЧХ28Н2, ТУ 26-06-553-70




ИЧХ28Н2, ТУ 26-06-553-70


Корпус насоса — передняя (верхняя) половина



задняя (нижняя) половина






Корпус подшипников передней опоры задней опоры







Перечень конструктивных различий насосов
Основные различия составных частей по типоразмерам насоса
Наружный корпус насоса, вид разъема
Рабочее колесо, форма
Уплотнение на стороне всасывания
Сальниковая набивка, местоположение
На ступице рабочего колеса
Кронштейн ходовой части
Разъемный с индивидуальными крышками по опорам
С общей крышкой по опорам
Подшипники, способ установки в передней опоре
Густая индивидуальная для каждой опоры
Жидкая, общая масляная ванна
Ремонтные, массовые и габаритные характеристики элементов различных типоразмеров насосов приведены в табл. 2.
1.5 . Основные конструктивные различия рассматриваемых типоразмеров насосов приведены в табл. 3 .
1.6 . Перечень технических документов, которые используются вместе с Руководством, приведен в табл. 4 .
Перечень технических документов
Кем издан, год издания (утверждения)
Рабочие чертежи грунтовых насосов группы Гр завода-изготовителя
Паспорт и инструкция по монтажу и эксплуатации грунтовых насосов группы Гр завода-изготовителя
Комплектная поставка с насосом
Инструкция по организации ремонта энергетического оборудования электростанций и подстанций ТО-506«Б»
Минэнерго СССР, 1975 г.
Правила техники безопасности при эксплуатации теплосилового оборудования электростанций
Правила устройства и безопасной эксплуатации грузоподъемных кранов
2. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ НАСОСА И МЕТОДЫ ИХ УСТРАНЕНИЯ
Характерными неисправностями грунтовых насосов являются:
— износ рабочего колеса, внутреннего корпуса и защитного диска;
— разбаланс рабочего колеса, возникающий в результате неравномерного его износа по периметру;
— повреждение подшипников в результате вымывания (загрязнения) смазки, или гидравлических ударов, возникающих из-за неравномерного поступления золошлаковой пульпы, последний фактор может привести к изгибу вала.
Основными внешними признаками неисправности насоса являются повышенная вибрация, чрезмерный нагрев подшипников ходовой части, посторонний шум, снижение развиваемого напора (подачи).
Неисправности насоса, вероятные причины их возникновения и методы устранения приведены в табл. 5.
Возможные неисправности, причины и способы их устранения
Вероятная причина неисправности
Повышенная вибрация насоса
Расцентровка валов. Увеличение зазоров в подшипниках (износ подшипников)
Исправление центровки. Замена подшипников
Прослабление посадочных мест подшипников
Восстановление или замена вала, корпуса подшипника (в зависимости от их состояния и мест прослабления)
Ослабление затяжки фундаментных болтов. Прогиб вала
Затяжка фундаментных болтов или их замена. Правка вала или его замена
Неравномерный абразивный износ рабочего колеса
Замена рабочего колеса
Снижение развиваемого напора
Абразивный износ рабочего колеса
Замена рабочего колеса
Чрезмерный нагрев подшипника
Недостаток или избыток смазки, вымывание или загрязнение смазки
Перекосы или несоосность валов агрегата
Плотная посадка или прослабление посадки подшипника в корпусе
Восстановление посадки подшипника в корпусе или замена подшипника
Смещение осевого зазора
Исправление осевых зазоров
Проворот внутренней обоймы подшипника
Восстановление посадочного места вала, замена подшипника
Повышенный износ эластичных колец
Несоосность отверстий под пальцы полумуфт
Исправление соосности отверстий рассверловкой отверстий, замена пальцев
Прослабление посадки одной или обеих полумуфт
Восстановление посадочных мест вала или полумуфты
Заедание вращающихся деталей
Устранение заеданий, исправление осевых зазоров проточной части насоса
Частое разбивание подшипников
Повышенная неравномерность поступления золошлаковой пульпы
Устранение неравномерности поступления золошлаковой пульпы
Несоответствие производительности насоса объему поступающей пульпы
Замена насоса, уменьшение диаметра рабочего колеса или снижение частоты вращения насоса
Нагрев сальникового узла
Смена сальниковой набивки, регулирование затяжки сальника
Просачивание сквозь сальник загрязненной воды
Недостаточное количество воды, подаваемой на уплотнение сальника и малый ее напор
Повышение давления воды, подаваемой на уплотнения сальника
3. ОРГАНИЗАЦИЯ РЕМОНТА
3.1 . Типовой технологический процесс ремонта грунтовых насосов включает: подготовку работ, разборку насоса и демонтаж электродвигателя, дефектацию и замену изношенных деталей, сборку насоса и монтаж электродвигателя, центровку агрегата.
Пример модели сетевого графика типового технологического процесса ремонта грунтового насоса приводится ниже.

 — технологическое событие: в окружности вверху — порядковый номер операции; внизу слева — день (смена) начала операции; внизу справа — день (смена) окончания операции;
— технологическое событие: в окружности вверху — порядковый номер операции; внизу слева — день (смена) начала операции; внизу справа — день (смена) окончания операции;
0 — 1 — подготовительные работы,
1 — 2 — разборка насоса, дефектация его элементов, демонтаж электродвигателя;
2 — 3 — замена изношенных элементов насоса, одновременно выполняется ревизия и ремонт электродвигателя;
3 — 4 — сборка насоса:
4 — 5 — центровка агрегата.
3.2 . Ремонт грунтовых насосов, как правило, производится в районе места их установки (технологические участки), а восстановление деталей осуществляется на производственных участках механических мастерских тепловых электростанций или на ремонтных базах энергоремонтных предприятий.
Технологические участки не оснащаются специализированным оборудованием для выполнения подготовительно-завершающих операций ремонта грунтовых насосов и его узлов (например, мойки, окраски и т.д.).
3.3 . Площадки для ремонта грунтовых насосов должны располагаться в зоне действия грузоподъемных устройств; на них размещаются переносные стенды, запасные части и демонтированные (изношенные) детали насосов (приложение 1 ). Размеры площадки не менее 4 ´ 6 м.
3.4 . Типовые рабочие места для ремонта грунтовых насосов с учетом характера и технологии ремонтных работ располагаются по месту установки насосов (приямки багерных или шламовых насосных) и на ремонтных площадках.
Типовые рабочие места оборудуются стационарными грузоподъемными устройствами и подводами от централизованных энергетических разводок: сжатого воздуха, кислорода, ацетилена и электропитания 12 В.
Карта организации типового рабочего места приведена в приложении 1.
3.5 . При ремонте грунтовых насосов в качестве подъемно-транспортных средств используются мостовые краны котельного отделения, или кран-балки, или монорельсы с электрическими талями, а также электрокары или ручные тележки.
Подъемно-транспортные средства, применяемые для перемещения элементов насоса при разборке, приведены в табл. 6.
Характеристика подъемно-транспортных средств, применяемых при ремонте грунтовых насосов
Модель, тип, номер стандарта
Краткая характеристика оборудования
Мостовой кран котельного отделения
Кран-балка с электроталью ТЭ5-921
Грузоподъемность 5 т; длина 10 — 12 м; высота подъема 12 м
Грузоподъемность 5 т; высота подъема 12 м
Грузоподъемность 2 т
3.6 . Производство ремонта грунтовых насосов обеспечивается централизованно сжатым воздухом (5 — 6 кгс/см 2 ), ацетиленом, кислородом и электроэнергией (12 В).
Энергосиловое обеспечение выполняется по III категории.
3.7 . Нестандартное оборудование, средства малой механизации и приборы, используемые при ремонте грунтовых насосов, приведены в табл. 7 .
Перечень оборудования, приборов, стендов и приспособлений, применяемых при ремонте грунтовых насосов
Назначение и краткая характеристика
Гайковерт пневматический прямой реверсивный ИП-3106
Разболчивание и сболчивание разъемов насоса и фланцевых соединений
Изготовитель: Свердловский завод «Пневмостроймашина»
Съемник универсальный гидравлический руной НО-68.00.00
Съем полумуфт, подшипников (усилие 8855 кгс, ход 180 мм)
Изготовитель: Зуевский энергомеханический завод
Съемник трубчатый винтовой ЛТ-34.П.00.00.СБ
Съем и установка рабочего колеса, внутреннего корпуса и защитного диска (усилие 500 кгс, ход 965 мм)
Разработчик: Львовский филиал ЦКБ Главэнергоремонта
Измеритель вибрационных параметров ИВП-1
Изготовитель: предприятие «Ростовэнергоремонт» Главэнергоремонта
Нутромер микрометрический 75-600 ( ГОСТ 10 -65)
Контроль отверстий посадочных мест подшипников, полумуфт
Штангенциркуль ЩЦП ( ГОСТ 166 -63)
Контроль посадочных мест втулок полумуфт
Щупы № 1 — 5 (ГОСТ 882-64)
Индикатор часового типа ( ГОСТ 577-68 )
Термометр сопротивления ГСН-53
Контроль температуры подшипников
Микрометр гладкий мк
Контроль посадочных мест валов
Набор пластин, пробки, пробки со шпонками, кольца, накладная призма с контрольным стержнем
Контроль шпоночных пазов валов и втулок
3.8 . При производстве ремонтных работ необходимо строго соблюдать меры безопасности, регламентированные действующими «Правилами техники безопасности при эксплуатации теплосилового оборудования электростанции», «Правилами устройства и безопасной эксплуатации грузоподъемных кранов» и местными инструкциями.
В связи с тем, что ремонтные работы выполняются в местах повышенной влажности, особое внимание должно быть уделено принятию мер по защите от поражения электрическим током.
Приступать к ремонтным работам при незакороченном и незаземленном силовом кабеле питания электродвигателя насоса категорически запрещается.
4. РАЗБОРКА НАСОСА И ЕГО УЗЛОВ
4.1. Виды разборки, дефектация насоса
4.1.1 . Насос в зависимости от характера неисправности (см. табл. 5 ) разбирается либо частично для замены проточной части — рабочего колеса, внутреннего корпуса и диска защитного (типовой объем ремонтных работ), либо полностью с демонтажем ходовой части (вала с подшипниками и полумуфтой) для замены подшипников. При полной разборке заменяется, как правило, проточная часть насоса.
4.1.2 . Вид разборки насоса (уточненный объем ремонтных работ) определяется дефектацией на работающем и остановленном насосе.
4.1.3 . Дефектация насоса проводится с помощью штатных и переносных приборов: штатными приборами (манометром, амперметром) определяется степень изменения рабочей характеристики насоса, т.е. состояние его проточной части; переносными приборами (виброметрами, индикаторами) — степень изменения показателей надежности (вибрация, нагрев подшипников), т.е. состояние ходовой части насоса.
4.1.4 . На работающем агрегате проверяются следующие показатели:
— вибрация подшипников ходовой части насоса и электродвигателя;
— температура нагрева подшипников;
— характер посторонних шумов в проточной части;
— интенсивность утечки воды через сальниковое уплотнение.
На остановленном агрегате проверяются следующие показатели:
— состояние крепежа агрегата;
— центровка агрегата (предварительно разбирается упругая муфта;
— качество смазки подшипников.
Результаты дефектации и заключение об объеме ремонта заносятся в ведомость дефектов (табл. 8).
Вибрация подшипников насоса 1 и электродвигателя, мкм:
Температуре нагрева подшипников, ° С
Развиваемый напор 2 , м вод. ст.
Температура нагрева сальника
Интенсивность утечки воды через сальниковое уплотнение
Состояние фундамента — трещины
Состояние крепежа агрегата
Звонкий металлический звук
Центровка агрегата, несоосность, мм
Перекос валов, град
Согласно ГОСТ (ТУ)
1 Приведена норма для агрегата с частотой вращения 750 об/мин, для агрегатов с другой частотой вращения см. разд. 6 Руководства.
2 Норма проставляется в каждом конкретном случае в зависимости от характеристики трассы .
4.2. Подготовка к разборке
4.2.1 . В объем работ по подготовке насоса к разборке входит отсоединение его от связывающих коммуникаций. Работы выполнять в следующем порядке:
— обесточить электродвигатель, отсоединить кабель питания, закоротить и заземлить его;
— снять ограждение упругой муфты;
— проверить наличие контрольных рисок на полумуфтах, при отсутствии рисок — последние нанести;
— проверить центровку агрегата, результаты занести в формуляр № 1 (приложение 2 — см. вклейку);
— снять пальцы муфты;
— отсоединить трубопроводы уплотнительной и промывочной воды;
— отвернуть гайки крепления крышки сальника, снять крышку сальника, вынуть сальниковую набивку;
— разболтить фланцевое соединение вставки трубопровода на стороне всасывания насоса, снять вставку;
— разболтить фланцевое соединение напорного патрубка, снять прокладку.
4.2.2 . Одновременно с выполнением подготовительных работ производится отбраковка снятых деталей (крепежа, ограждения, вставок крышки и кольца сальника).
Сальниковая набивка и прокладки подлежат полной замене.
4.3. Разборка насоса ГрТ 400/40 и его составных частей
4.3.1 . Разборку проточной части насоса (рис. 1 ) выполнять в следующем порядке:
— отвернуть 13 гаек М20 и снять переднюю половину корпуса;
— снять защитный диск 2;
— очистить насос от золошлаковых остатков;
— отвернуть гайку рабочего колеса 3, круглую гайку 4, снять прокладку 5;
— снять рабочее колесо 6;
— снять внутренний корпус 7.
4.3.2 . Демонтаж ходовой части насоса (рис. 2 ) производить в следующем порядке:
— разобрать проточную часть (см. п. 4.3.1);
— вывернуть шпильки крапления стакана;
— снять ходовую часть и уложить ее на козлы.
4.3.3 . Разборку ходовой части насоса (см. рис. 2 ) на детали производить в следующем порядке:
— снять отбойник 1;
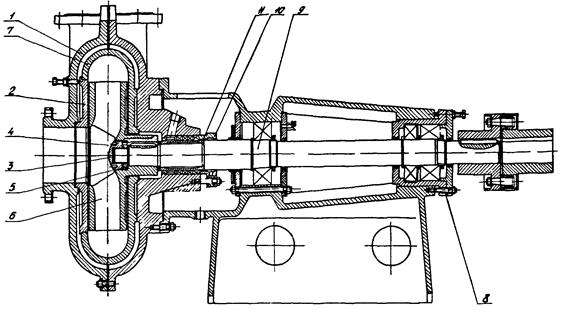
Рис. 1 . Грунтовый насос ГрТ 400/40:
1 — передняя половина корпуса; 2 — защитный диск; 3 — гайка рабочего колеса; 4 — круглая гайка; 5 — прокладка; 6 — рабочее колесо; 7 — внутренний корпус; 8 — шпилька; 9 — ходовая часть; 10 — крышка сальника; 11 — защитная втулка
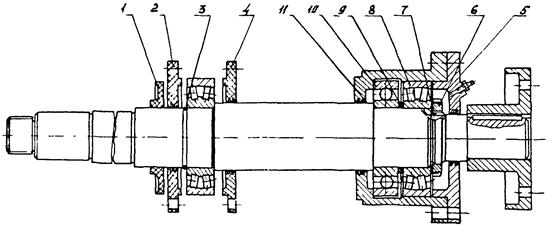
Рис. 2 . Ходовая часть насоса ГрТ 400/40:
1 — отбойник; 2, 4 — крышки подшипника; 3 — стопорное кольцо; 5 — крышка; 6 — круглая гайка; 7 — стопорная шайба, 8, 10 — подшипники, 9 — распорная втулка, 11 — стакан
— снять крышку 2 переднего подшипника и стопорное кольцо 3;
— спрессовать передний подшипник;
— снять крышку 4 подшипника;
— спрессовать полумуфту с вала насоса;
— снять крышку 5 задней подшипниковой опоры;
— отвернуть круглую гайку 6 и снять стопорную шайбу 7;
— спрессовать подшипник 8;
— снять распорную втулку 9, спрессовать подшипник 10;
— снять стакан 11 задней подшипниковой опоры.
4.4. Разборка насосов ГрТ 1600/50а, ГрТ 1600/50 и их составных частей
4.4.1 . Разборку проточной части насоса (рис. 3 ) производить в следующем порядке:
— отвернуть 20 гаек М30 и снять переднюю половину корпуса насоса 1;
— снять защитный диск 2;
— очистить насос от золошлаковых остатков;
— отвернуть гайку рабочего колеса 3, снять шайбу, отвернуть круглую гайку 4 (М110 ´ 2), снять прокладку 5;
— установить трубчатый винтовой съемник (рис. 4) на вал насоса;
— установить и закрепить на рабочем колесе оправку (рис. 5);
— вывести из внутреннего корпуса на съемник рабочее колесо 6 (см. рис. 3) и снять его;
— установить и закрепить на внутреннем корпусе 7 (см. рис. 3) оправку (рис. 6);
— вывести на съемник внутренний корпус и снять его;
— снять съемник с вала (операция выполняется при необходимости демонтажа ходовой части).
4.4.2 . Демонтаж ходовой части насоса (рис. 7 ) выполнять в следующем порядке:
— разобрать проточную часть (см. п. 4.4.1);
— вывернуть шпильки крепления стакана задней подшипниковой опоры;
— разболтить и снять крышки кронштейна передней и задней подшипниковых опор;

Рис. 3 . Грунтовые насосы ГрТ 1600/50а, ГрТ 1600/50:
1 — передняя половина корпуса; 2 — защитный диск; 3 — гайка рабочего колеса; 4 — круглая гайка; 5 — прокладка, 6 — рабочее колесо; 7 — внутренний корпус; 8 — шпилька, 9 — крышка кронштейна; 10 — ходовая часть; 11 — крышка сальника

Рис. 4 . Приспособление для снятия колеса и брони насоса ГрТ 1600/50 (сборочный чертеж):
1 — оправка для снятия колеса насоса; 2 — рама; 3 — оправка для снятия брони насоса
Примечани я: 1. В профильном виде оправка для снятия брони показана условно. 2*. Размеры для справки.
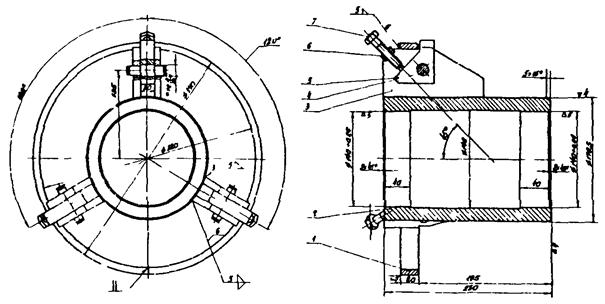
Рис. 5 . Оправка для снятия колеса насоса ГрТ 1600/50 (сборочный чертеж):
1 — оправка; 2 — направляющая; 3 — ребро; 4 — ось; 5 — кулачок; 6 — специальная гайка; 7 — упорный винт
— снять ходовую часть, уложить ее на козлы.
4.4.3 . Разборку ходовой части насоса (см. рис. 7 ) на детали производить в следующем порядке:
— снять отбойник 1;
— разболтить и снять крышку переднего подшипника 2;
— отвернуть круглую гайку 3 и снять стопорную шайбу 4;
— спрессовать передний подшипник 5, кольцо 6;
— снять стакан 7 переднего подшипника;
— спрессовать полумуфту с вала насоса;
— снять крышку 8 задней подшипниковой опоры;
— отвернуть круглую гайку крепления подшипника, снять стопорную шайбу;

Рис. 6 . Оправка для снятия брони насоса ГрТ 1600/50 (сборочный чертеж):
1 — кулачок; 2 — ребро; 3 — ось; 4 — направляющая; 5 — втулка; 6 — оправка; 7 — специальная гайка; 8 — упорный винт

Рис. 7 . Ходовая часть насосов ГрТ 1600/50а, ГрТ 1600/50:
1 — отбойник; 2 — крышка переднего подшипника; 3 — круглая гайка; 4 — стопорная шайба; 5 — передний подшипник; 6 — кольцо; 7 — стакан переднего подшипника; 8 — крышка; 9, 11 — подшипники; 10 — втулка; 12 — стакан
— снять подшипник 9 с втулкой 10, выпрессовать втулку;
— спрессовать подшипник 11;
— снять стакан 12 задней подшипниковой опоры.
4.5. Разборка насоса ГрТ 1250/71 и его составных частей
4.5.1 . Разборку проточной части насоса (рис. 8 ) производить в следующем порядке:
— разболтить фланцевое соединение патрубка, снять патрубок 1;
— снять кольцо на стороне всасывания 2;
— отвернуть 18 гаек М36 и снять крышку 3;
— очистить насос от золошлаковых остатков;
— вывернуть три шпильки М20 ´ 80 крепления диска 7;
— отвернуть 18 гаек М42 и снять корпус 5 (верхнюю его половину);
— свернуть рабочее колесо 6 с вала, снять его;
— снять внутренний корпус 8.
4.5.2 . Демонтаж ходовой части насоса (рис. 9 ) производить в следующем порядке:
— разобрать проточную часть (см. п. 4.5.1);
— слить масло из ванны подшипниковых опор;
— вывернуть 12 шпилек М16 крепления торцовых крышек подшипников передней и задней опор;
— вывернуть шпильки крепления стакана заднего подшипникового узла и крышки переднего подшипника;
— отвернуть 8 гаек М24 крепления крышки кронштейна, снять крышку;
— снять ходовую часть, положить ее на козлы.
4.5.3 . Разборку ходовой части насоса (см. рис. 9 ) выполнять в следующем порядке:
— снять защитную втулку и кольцо сальника;
— отвернуть гайку, снять кольцо и отбойник 1;
— снять крышку переднего подшипника 2;
— снять гильзу и стопорное кольцо 3;

Рис. 8 . Грунтовый насос ГрТ 1250/71:
1 — патрубок; 2 — кольцо стороны всасывания; 3 — крышка; 4, 7 — диски; 5 — корпус (верхняя половина); 6 — рабочее колесо, 8 — внутренний корпус; 9 — крышка кронштейна; 10 — ходовая часть, 11 — крышка сальника
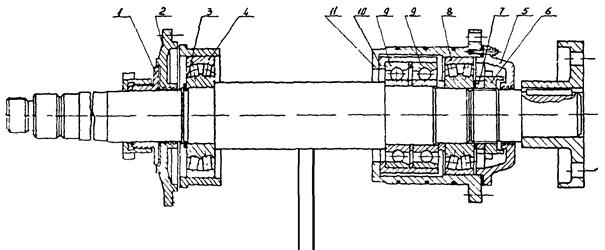
Рис. 9 . Ходовая часть насоса ГрТ 1250/71:
1 — отбойник; 2 — крышка переднего подшипника; 3 — стопорное кольцо; 4, 8, 9 — подшипники; 5 — крышка; 6 — гайка; 7 — круглая гайка, 10 — гильза, 11 — стакан
— спрессовать передний подшипник 4;
— спрессовать полу муфту с вала насоса;
— снять крышку 5 заднего подшипникового узла и прокладку;
— отвернуть гайку 6 и круглую гайку 7 крепления заднего подшипника;
— спрессовать задний подшипник 8, снять упорное кольцо;
— спрессовать два радиально-упорных подшипника 9, снять гильзу 10;
— снять стакан 11.
5. ПОДГОТОВКА К ДЕФЕКТАЦИИ И РЕМОНТУ
Детали ходовой части насоса после разборки подвергаются промывке в керосине с последующей обтиркой их насухо ветошью.
Нерабочие поверхности деталей очищаются от загрязнений и ржавчины с помощью металлических щеток, скребков или шаберов; рабочие поверхности допускается очищать надфилем или наждачной бумагой (№ 000).
После дефектации годные к дальнейшему использованию детали покрываются тонким слоем солидола; посадочные места обматываются каким-либо мягким чистым материалом (например, бетта-сукном), детали укладываются на брезент и покрываются им.
На отбракованные детали составляются ремонтный эскиз с указанием метода восстановления и технические требования к восстанавливаемой детали, которые вместе с деталью передаются в механическую мастерскую тепловой электростанции.
Все детали восстанавливаются до первоначальных (заводских) размеров.
Восстанавливаемые детали насосов указаны в табл. 2. Метод восстановления и технические требования к восстанавливаемой детали приведены в разд. 6.
6. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ И РЕМОНТ
6.1. Общие требования
6.1.1 . Ремонт насосов должен производиться с учетом усовершенствований конструкций узлов и деталей, проведенных заводом-изготовителем или специализированной организацией по согласованию с заводом-изготовителем.
6.1.2 . Материалы, применяемые при ремонте насосов, должны соответствовать маркам, указанным в рабочих чертежах завода-изготовителя.
6.1.3 . Крепеж с деформированной резьбой или с неполным несимметричным профилем резьбы, без заходных фасок, со срывом резьбы более двух ниток подлежит замене.
6.1.4 . Резьбовые соединения должны быть изготовлены по ГОСТ 9150 -59 и соответствовать грубому классу точности по РОСТ 16093-70 с полем допуска резьб для болтов — 8q, для гаек — 7H.
Параметр шероховатости профиля резьбы не должен быть более 2,5 мкм на базовой длине 0,8 мм по ГОСТ 2789-73.
6.1.5 . Концы болтов и винтов не должны выступать над гайкой более чем на одну — две нитки. Головки болтов и гаек должны плотно прилегать всей поверхностью к детали.
6.1.6 . Болты, шпильки и другие крепежные детали должны быть затянуты до отказа без перекоса к сопрягаемым деталям нормальным слесарно-сборочным инструментом.
6.1.7 . Все болтовые соединения должны быть застопорены от самоотвинчивания способом, указанным в рабочих чертежах.
6.1.8 . Поверхностные повреждения шпонок и шпоночных пазов (риски, задиры, забоины, наклепы) должны быть устранены зачисткой и шабровкой без изменения предельно допустимых размеров с последующей проверкой поверхности линейкой на краску. При значительном смятии кромок допускается изменение шпоночного паза на больший нестандартный размер. При этом должна быть изготовлена новая нестандартная шпонка для обеспечения напряженной посадки на валу и скользящей посадки во втулке. Шпонки со смятыми кромками и разрывами подлежат замене.
6.1.9 . Посадочные места вала под подшипники качения в зависимости от посадки должны соответствовать значениям, указанным в табл. 9 .
6.1.10 . Диаметр расточки корпуса под подшипник должен находиться в пределах допуска на посадку подшипника в корпусе соответственно значениям, указанным в табл. 10 .
6.1.11 . Вибрация отремонтированного агрегата в зависимости от частоты вращения вала не должна превышать следующих значений:
Частота вращения, об/мин 500 600 750 1000
Допустимая вибрация, мм 0,15 0,14 0,12 0,10
6.1.12 . Размеры внутренних и наружных диаметров колец подшипников, а также радиальных зазоров должны находиться в пределах допуска и соответствовать значениям, указанным в табл. 11 .
Допуска на посадочные места вала под подшипники
Отклонение диаметров отверстия подшипника, мкм
Источник