- Насосы водяные масляные вентиляторы компрессоры разборка ремонт сборка
- Разборка, проверка и сборка водяного насоса
- Последовательность операций:
- Снятие, установка, разборка и сборка водяного насоса
- Ремонт водяных насосов своими руками
- Теоретические основы ремонтопригодности водяных насосов
- Распространенные поломки и их причины
- Ремонт насосов – особенности
- Устранение неполадок в насосах для повышения давления
- Восстановление работоспособности вакуумного водокольцевого насоса
Насосы водяные масляные вентиляторы компрессоры разборка ремонт сборка
Основные дефекты водяного насоса и вентилятора: износ подшипников качения, нарушение уплотнений, износ и повреждения других деталей. Водяной насос в сборе с вентилятором, поступивший в ремонт, разбирают на детали и тщательно промывают. Подшипники качения, подлежащие выбраковке, заменяют новыми. Уплотнения, как правило, все выбраковывают. Большинство других деталей подлежит восстановлению.
Восстановление насоса и вентилятора складывается из следующих операций.
Корпус и крышка водяного насоса, изготовленные из серого чугуна, могут иметь следующие дефекты: трещины, изломы, коробление плоскостей разъема, износ и повреждение резьбовых отверстий, износ посадочных мест под подшипники или износ втулок под валик насоса.
Рекламные предложения на основе ваших интересов:
Корпус насоса выбраковывают при трещинах и изломах, проходящих через посадочные места под подшипники, а крышку — при изломах и трещинах аварийного характера.
Трещины заваривают электросваркой электродами ОЗЧ -1 и МНЧ -2 или газовой сваркой чугунными прутками Б, и шов зачищают.
Коробление плоскостей разъема устраняют протачиванием на токарном станке на глубину не менее 0,3…0,5 мм (для двигателей разных марок). Биение поверхности относительно оси отверстий под подшипники допускается не более 0,1 мм на крайних точках, а неплоскостность — не более 0,05 мм.
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой пружинных ввертышей.
Посадочные места под подшипники, изношенные более чем на 0,05 мм, восстанавливают постановкой втулок. Отверстия растачивают до диаметра, обеспечивающего постановку втулки с толщиной стенок не менее 3 мм. Втулки изготавливают из стали 40, запрессовывают их с натягом 0,075…0,105 мм и затем растачивают до нормального размера. Овальность и конусность расточенных втулок допускаются не более 0,01 мм, а шероховатость поверхности — не ниже 7 класса. При износе или изломе посадочного места под передний подшипник корпус восстанавливают постановкой дополнительной ремонтной детали. Изношенную часть отрезают на токарном станке и протачивают отверстие под вновь изготовленную часть, которую после запрессовки дополнительно прикрепляют сваркой.
Изношенные втулки под валик заменяют новыми.
Валик водяного насоса, изготовленный обычно из стали 45 с закаленными нагревом Т.Б.Ч. до твердости HRC 45…52 посадочными местами под подшипники и под крыльчатку, имеет следующие дефекты: износ посадочных мест под подшипники или втулки, износ крыльчатки, шкива вентилятора и прокладок, износ и повреждение резьбы, шпоночных канавок и отверстий под штифт крыльчатки.
При трещинах и изгибах, а также при износе или повреждении внутренней резьбы ремонтного размера под болт крепления крыльчатки валик насоса выбраковывают.
Изношенные посадочные места восстанавливают плазменной или вибродуговой наплавкой, хромированием, железнением и нанесением капрона с последующей обработкой под номинальный размер.
Овальность и конусность посадочных мест под подшипники или под втулки допускаются не более 0,01 мм, взаимное их биение не более 0,02 мм и шероховатость поверхности не ниже 7 класса, а капронового покрытия не ниже 8 класса.
Наружную резьбу восстанавливают нарезанием резьбы уменьшенного ремонтного размера и изготовлением новой гайки или наплавкой и нарезанием резьбы нормального размера.
Изношенную или поврежденную внутреннюю резьбу рассверливают и нарезают новую увеличенного размера.
При износе шпоночных канавок по ширине не более 0,2 мм их зачищают фрезой или шабером и изготавливают новую шпонку. При большем износе канавки заваривают электродом Э50 и фрезеруют канавки нормального размера в новом месте.
Крыльчатки могут иметь изношенные отверстия под валик и под штифт. Отверстие под валик восстанавливают постановкой втулки, а отверстие под штифт рассверливают совместно с валиком под увеличенный размер штифта. Крыльчатку со сквозной трещиной, проходящей через отверстие под валик, или с изломом лопастей выбраковывают. Некоторые ремонтные предприятия изготавливают крыльчатки из волокнита или других полимерных материалов.
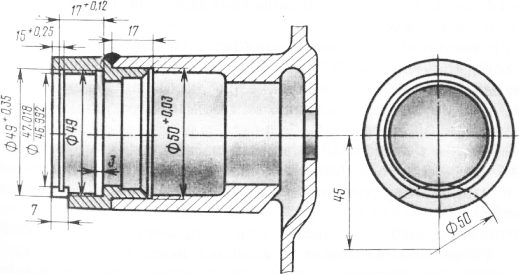
Рис. 1. Корпус водяного насоса двигателя типа ЗИЛ , восстановленный постановкой дополнительной ремонтной детали.
Шкив вентилятора, изготовленный из серого чугуна или собранный из отдельных частей, штампованных из листовой стали, имеет следующие дефекты: чугунный шкив — износ отверстия под валик насоса или под подшипники, износ шпоночной канавки, трещины и изломы, износ желоба под клиновидный ремень; сборный шкив — износ, вмятины и забоины под клиновидный ремень.
Изношенные отверстия под валик насоса или отверстия под подшипники в чугунных деталях восстанавливают постановкой втулок с последующей обработкой их под номинальный размер. При износе шпоночной канавки по ширине не более 0,2 мм торцы канавки зачищают личным напильником под увеличенную шпонку. При большем износе изготавливают новую шпоночную канавку под углом 90 и 120° к старой.
Незначительные трещины и изломы устраняют сваркой биметаллическим электродом или газовой сваркой чугунным прутком с последующей тщательной зачисткой.
При незначительном износе желоб чугунного шкива протачивают до восстановления профиля. Если желоб изношен настолько, что ремень ложится на его дно, срезают наиболее изношенную сторону, ставят вместо нее изготовленное ремонтное кольцо и желоб обрабатывают под номинальный размер. Иногда, если позволяет конструкция шкива, срезают желоб полностью и ставят кольцо с желобом нормального размера. Кольца закрепляют на резьбе, обваривают электросваркой и другими способами.
Вмятины и забоины на сборных стальных шкивах правят и зачищают абразивным кругом или вручную. При износе желоба изношенную часть срезают и приваривают изготовленную из листовой стали или новую.
Восстановленные шкивы подвергают статической балансировке. Дисбаланс допускается 0,1…0,2 Н • см. Чем выше частота вращения шкива, тем меньше допускается дисбаланс. Уравновешивают чугунный шкив высверливанием металла с нерабочей части, стальной — наплавкой металла.
Вентилятор, изготовленный из стали 20, может иметь следующие дефекты: ослабление заклепок крепления лопастей, трещины и износ отверстий, погнутость крестовины (крыльчатки) или лопастей.
Вентилятор выбраковывают при трещинах длиной более 10 мм на крестовине или трещинах и изломах лопастей.
Ослабленные заклепки срубают и ставят новые. Если отверстия в лопасти и в крестовине изношены неодинаково, то их совместно рассверливают под увеличенные заклепки.
Трещины в крестовине менее 10 мм заваривают с’ двух сторон электродами Э42 и швы зачищают.
Изношенные отверстия под болты крепления вентилятора полностью заваривают, зачищают и после разметки или по кондуктору сверлят новые, нормального размера.
Погнутость крестовин и лопастей устраняют правкой на плите. Восстановленный профиль лопастей проверяют шаблоном. Угол наклона лопастей и неплоскостность их концов контролируют на специальных приспособлениях. Все передние концы лопастей должны лежать в одной плоскости с точностью до ± 1мм.
Отремонтированный вентилятор отдельно или в сборе со шкивом подвергают статической балансировке на универсальных балансировочных стендах или специальных приспособлениях. Допускаемый дисбаланс вентилятора зависит от марки двигателя и находится в пределах 0,1…0,2 Н-см. Уравновешивают вентилятор снятием металла с наружных или внутренних концов лопастей.
Сборка водяного насоса. Собирают насос в последовательности, предусмотренной технологической картой на сборку. Подшипники на валик напрессовывают под прессом до упора через пустотелые наставки. Самоподжимные сальники запрессовывают через наставки отворотами манжет внутрь корпуса насоса.
Качание крыльчатки, шкива или ступицы шкива, закрепленных на валике, не допускается. При установке валика в сборе с подшипниками в корпус или установке шкива на подшипники полость подшипников заполняют наполовину смазочным материалом.
Зазор между лопастями крыльчатки и задней торцевой поверхностью корпуса насоса должен быть не менее 0,7 мм. В окончательно собранном водяном насосе шкив и валик должны вращаться без заеданий с некоторым усилием от руки.
Источник
Разборка, проверка и сборка водяного насоса
Необходимый специальный инструмент, приспособления и оборудование:
Конструкция водяного насоса представлена на рисунке.
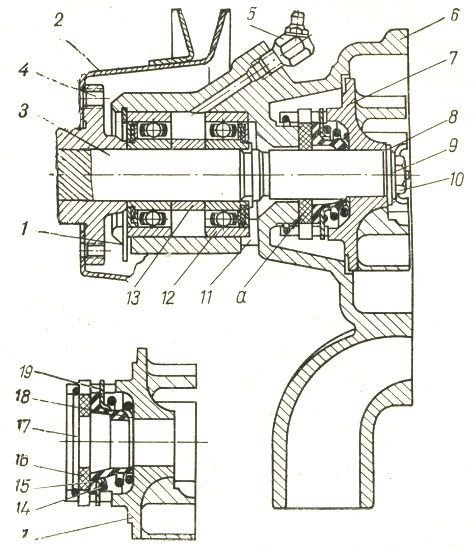
Рис. Центробежный насос системы охлаждения двигателя:
1 — стопорное кольцо; 2 — шкив вентилятора; 3 — валик; 4 — ступица шкива водяного насоса и вентилятора; 5 — пресс-масленка; 6 — корпус водяного насоса; 7 — крыльчатка; 8 — специальная шайба; 9 — пружинная шайба с внутренним зубом; 10 — болт крепления крыльчатки к валику; 11 — сливное отверстие; 12 — шариковый подшипник; 13 — распорная втулка; 14 — упорная пружина сальника; 15 — резиновая уплотнительная манжета; 16 — уплотняющая стеклотекстолитовая шайба; 17 — стопорное кольцо; 18 — латунное кольцо манжеты; 19 — обойма сальника; а — уплотняющая поверхность корпуса
Валик насоса вращается в двух шариковых подшипниках 12, имеющих сальники. В корпусе 6 насоса валик 3 уплотнен самоподжимным сальником, состоящим из стеклотекстолитовой шайбы 16, резиновой уплотнительной манжеты 15 и пружины 14.
Для предохранения подшипников вала насоса от попадания в них воды, случайно просочившейся через уплотнение валика, в нижней части корпуса насоса предусмотрено специальное сливное отверстие выполненное в отливке.
Появление течи жидкости из сливного отверстия 11 в процессе эксплуатации двигателя указывает на неисправность уплотнения.
В этом случае необходима разборка водяного насоса.
Устранять течь закрытием сливного отверстия какой-либо заглушкой не допускается во избежание порчи подшипников из-за вымывания их смазки.
Разборку насоса производят также при необходимости замены подшипников.
Последовательность операций:
- Зажать водяной насос в тиски и отвернуть болт 10 крепления крыльчатки 7 на валике 3.
- Снять стопорное кольцо 1, удерживающее валик 3 в сборе с подшипниками в корпусе 6.
- Установить насос на ручной пресс, с помощью оправки нажать на торец валика 3 (со стороны крыльчатки) и спрессовать крыльчатку в сборе с уплотнением: Дальнейшим нажатием оправки на валик выпрессовать его в сборе с подшипниками из корпуса насоса.
- Промыть подшипники, валик и внутреннюю поверхность корпуса насоса в промывочном растворе.
- Проверить состояние торцевой поверхности а, по которой работает уплотнительная шайба 16. Поверхность должна быть гладкой, без забоин или других каких-либо повреждений. При необходимости ее нужно зачистить специальной цековкой 1, центрируемой на валике 2 насоса. После этой операции следует тщательно промыть корпус насоса и продуть его сжатым воздухом.


Рис. Цековка торцевой поверхности бобышки корпуса центробежного насоса
Сборку насоса производят в обратной последовательности. После сборки насоса полость подшипников набивают специальной смазкой через пресс-масленку до появления смазки в контрольном отверстии, расположенном на левой стороне корпуса насоса.
Источник
Снятие, установка, разборка и сборка водяного насоса
Снятие, установка, разборка и сборка водяного насоса
Водяной насос (элементы конструкции)
 | |
Водяной насос (продольный разрез)
 | |
Компоненты сборки водяного насоса/кронштейна опоры силового агрегата дизельного двигателя
 | |
Общая информация
Центробежный водяной насос приводится в действие ременной передачей от коленчатого вала двигателя и обеспечивает циркуляцию охлаждающей жидкости. Жидкость, находящаяся между лопастями вращающегося ротора, выталкивается наружу под действием центробежной силы. Корпус отлит из алюминия и дополнительно служит корпусом для резиновой подушки опоры подвески силового агрегата. Посредством четырех гаек М8 корпус крепится на шпильках, посаженных в переднюю стенку блока цилиндров.
Между корпусом насоса и блоком устанавливается уплотнительная прокладка.
Внутри корпуса расположен вал ротора , являющийся составной частью подшипника типа PLC 75-1. Подшипник установлен в корпусе насоса при помощи штифта диаметром 5 мм и длиной 35 мм. Подшипник набивается смазкой на заводе-изготовителе и в регулярном обслуживании не нуждается.
На цапфу вала, выступающую из корпуса насоса напрессован приводной шкив. Герметизация посадки цапфы в корпусе обеспечивается сальником, состоящим из керамического кольца, и надетого на него подпружиненного профильного кольца.
Модели с бензиновым двигателем 1.3 л
Источник
Ремонт водяных насосов своими руками

Современные особенности электросетей, а также сетей водоснабжения, нарушение правил эксплуатации, негативные факторы внешней среды ведут к преждевременному выходу из строя водяного насосного оборудования. Обнаружив дефекты и неисправности в работе агрегата, необязательно совершать радикальную замену. В некоторых ситуациях можно произвести ремонт насосов в домашних условиях.
Если поломка носит несерьезный характер, вполне можно отремонтировать самостоятельно, в противном случае – лучше обратиться в ближайший сервисный центр.
Теоретические основы ремонтопригодности водяных насосов
При пользовании гидрооборудованием важное значение играет оперативное и своевременное обнаружение узлов и деталей, нуждающихся в ремонте. Эффективным и простым методом выявления таких деталей без демонтажа является диагностика. Она позволяет по косвенным параметрам определить работоспособность элементов насосов для воды. Данными косвенными параметрами гидроконструкций считается, к примеру, частотный спектр вибрации или шума гидросистемы при эксплуатации.
Работоспособность устройств оценивается невыходом из допуска нескольких или одного основного рабочего параметра. Для насосного оборудования такими параметрами являются пульсация давления и производительность, для следящих золотников – расход в нейтральном положении масла, для золотников реверсивных – утечки, для предохранительных клапанов – минимальный расход. Наиболее подвержены старению и износу следующие узлы:
- золотники, плунжеры;
- уплотнения;
- подвижные сопряжения;
- пружины при превышенном числе рабочих циклов.
Распространенные поломки и их причины
К характерным причинам поломок водяных насосов относят:
- скачки давления в гидросистеме;
- загрязненная вода с содержанием твердых частиц, превышающих установленный предел;
- неправильный подбор материалов трущихся пар;
- контактная усталость;
- неравномерное температурное расширение материалов;
- эрозионно-кавитационный износ;
- гидрозащемление;
- допущение ошибок при монтаже агрегата;
- работа в режимах, отличных от регламентированных (эксплуатация в «сухом» режиме);
- неправильное крепление кабельного соединения;
- повреждение подшипников;
- попадание воздуха в проточную часть;
- блокировка рабочего колеса, окисление вала и другие.
Некоторые поломки возникают как следствие возникших неисправностей в реле давления, двигателе, отсутствии фильтра. Увеличение в гидросистеме тепловыделения нередко приводит к аварии в результате заклинивания движущихся частей. Стабилизация температуры перекачиваемой среды повышает долговечность насосов, надежность, продлевает межремонтный цикл работы.
Чаще всего владельцы водяной аппаратуры жалуется на такие неисправности:

- Шнур питания вышел из строя.
- Упал водяной напор, не соответствует мощности насоса.
- Прекратилась подача воды.
- При запуске электронасос «выбивает» электрику.
- Не включается двигатель насоса высокого давления.
- Насосное оборудование самостоятельно отключается.
- Появился гул, сильные вибрации.
- Перегрев устройства.
- Подтекание жидкости внутри прибора.
- Возникли проблемы с системой управления.
Ремонт насосов – особенности
Ремонт бытовых моделей, предназначенных для системы водоснабжения, своими руками осуществляется в том случае, когда есть возможность замены сломанной детали и имеются в наличии необходимые запчасти, когда несложно произвести технические процедуры, например, по очистке агрегата. Ремонт насоса всегда начинается с разборки корпуса. Следующим этапом является диагностика, позволяющая обнаружить неисправную деталь и подобрать идентичную.
Доступными действиями считаются: замена конденсатора, поплавка, крыльчатки, починка элетрокабеля, удаление взвешенных частиц, попавших с водой, фиксация амортизатора.
Прежде следует провести ряд общих для всех видов водяных насосов предремонтых мероприятий:
- Аккуратно извлеките насос. Внимательно рассмотрите и изучите составляющие элементы оборудования.
- Проверьте наличие/отсутствие повреждений на корпусе, нет ли загрязнения, очагов коррозии.
- Если помпа запускается, прослушайте ее работу, обнаруженный побочный звук может указывать на наличие дефекта. Посторонний шум свидетельствует о механической поломке.
- Отключение автомата и насосной системы в целом часто свидетельствует о банальной перегрузке. Поэтому необходимо разобрать распределительную коробку и совершить визуальный осмотр внутренней части. Деталь, которая перегрелась, заметна невооруженным глазом, к тому же ощутим запах гари.
- Если причина выхода из строя к данному этапу не ясна, с насосного двигателя снимают крыльчатку, чтобы проверить в каком состоянии вращается сам двигатель – свободном или нет. Производится попытка прокрутки вручную вала конструкции. Если он не вращается, вероятно, речь идет о заклинивании двигателя.
Не стоит забывать о положении: перед разбором верхняя часть электродвигателя должна обязательно находиться вертикально. Пренебрежение данным условием неизбежно влечет за собой утечку масла, являющейся рабочей жидкостью насосов. После установки снимается крышка, через которую проходят кабели питания. После с помощью омметра диагностируется пусковой конденсатор.

Омметр позволяет проверить сопротивление рабочей и пусковой обмотки. С этой целью клеммы измерительного прибора присоединяются к обмотке, вращается рукоятка. О состоянии обмотки не стоит переживать, если омметр показывает сопротивление, не доходящее до бесконечности. В противном случае – проблема заключается в обрыве фазы мотора. Слишком малое сопротивление – «вестник» межвиткового замыкания. Во всех перечисленных выше проблемах ремонт водяного насоса должен выполнять специалист.
Устранение неполадок в насосах для повышения давления
Насос для повышения давления воды имеет свои характерные дефекты: свищи крышки, корпуса, и всасывающего патрубка, трещины, изнашивание вала, подшипников, изнашивание лопаток колеса, коррозионные разрушения. Трещины и свищи в крышке и корпусе насоса устраняют за счет их заваривания, либо заменой деталей на новые. Шейки вала под подшипники восстанавливают путем хромирования или осталивания. При этом втулки-вкладыши (подшипники скольжения) исключительно заменяют.
Если обнаружено коррозийное разрушение незначительной степени, требуется выполнить зачистку. Тем же образом поступают и в случае с эрозийным изнашиванием лопаток колеса. Если насос для повышения давления воды имеет глубокие раковины, их заваривают. Посадка рабочего колеса восстанавливается наращиванием на валу посадочного места электролитическим методом либо эластомером.
По окончанию ремонта колеса и вала, производится их сборка и статистическая балансировка, проверяется биение шеек вала (норма – 0,02 мм), торцевое и радиальное биение колеса (0,04 мм). В момент сборки насосного оборудования заменяются в участке разъема крышки и корпуса прокладки, предназначенные для уплотнения, сальниковая набивка. Затем нужно отрегулировать зазор между колесом и корпусом с 2 сторон (допустимое значение – 0,07 мм). В завершении проверьте вращение роторов насоса, которое должно быть без заедания. При центровке с электродвигателем не забывайте выдерживать нормы на излом и смещение, в соответствии с типом соединительной муфты.
Восстановление работоспособности вакуумного водокольцевого насоса
Ремонт насосов типа ВВН требуется крайне редко. Комплектующие и детали устройства не соприкасаются друг с другом, а рабочая жидкость их смазывает, что повышает ресурс насоса и продлевает срок его эксплуатации. Однако неисправности возникают и у ВВН. Начните с оценки характера поломки. Зачастую нормальное функционирование насоса нарушено недостаточным образованием вакуума. Подобный дефект появляется, когда лишний воздушный поток попадает вовнутрь конструкции вакуумного водокольцевого электронасоса через расшатанные уплотнители, изношенные сальники.

На протяжении эксплуатации убеждайтесь, что сальники и уплотнительное кольцо находятся в нормальном состоянии, поскольку их выход из строя вызывает серьезные проблемы и угрозу поломки всего механизма. Необходимо подтянуть все гайки и винты, заменить старые уплотнители.
Обнаруженная неустойчивость в работе насоса указывает на недостаток воды. Выключите агрегат и добавьте внутрь больше жидкости. Загрязненность внутренностей устройства является причиной понижения производительности, восстанавливают которую благодаря продувке насоса в сухом виде сжатым воздухом. Если действия не привели к ожидаемому результату, придется проводить полную разборку и чистку каждого составляющего элемента.
При неправильном вращении колеса проверьте работу электродвигателя, центровку вала. Если движок сгорел, о чем говорит выделение горелого запаха, его нужно заменить. При отсутствии проблем с движком, просто выровняйте положение рабочего колеса, смажьте или замените подшипники.
Источник