Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
При организации ремонта различают централизованный, децентрализованный и смешанный способы ремонта.
При централизованном способе ремонтные работы выполняют силами ремонтно-механического цеха — РМЦ предприятия (на крупных предприятиях цехом централизованного ремонта ЦЦР) или подрядной организацией. Централизованный способ применяют при большом количестве однотипного оборудования и большом количестве оборудования небольшой массы, удобного для демонтажа и перевозки. Централизация ремонтных работ позволяет повысить производительность труда путем предметной специализации, когда определенные виды оборудования ремонтируют на специально оснащенном участке, или профессиональной специализации, когда рабочие одной специальности выполняют однотипные, узко ограниченные рыботы на оборудовании различных типов.
При децентрализованном способе ремонтные работы выполняют силами цехового персонала. Децентрализованный способ применяют при большой разнотипности оборудования. В этом случае ремонтно-механический цех изготовляет только запасные части и выполняет отдельные виды работ, которые не могут быть выполнены рабочими производственного цеха.
В большинстве случаев применяют смешанный способ, при котором капитальный ремонт выполняют централизованно, а текущие осмотры и ремонты децентрализованно.
Выбор способа организации ремонта должен быть экономически обоснован и зависит от многих факторов: типа предприятия и его структуры, типов и количества ремонтируемого оборудования, оснащенности и квалификации ремонтного персонала, возможности создания стендов и оснастки для специализированных участков, возможности привлечения межзаводской ремонтной организации или специализированного треста и др. Степень централизации ремонта, как прогрессивного явления, оценивают отношением централизованно выполняемого объема ремонтных работ к общему объему ремонтных работ.
Методы ремонта оборудования. В зависимости от вида, типа и количества оборудования, его размеров и массы, квалификации и оснащенности ремонтников, принятого на предприятии способа ремонта применяют различные методы ремонта.
Индивидуальный метод применяют для ремонта оборудования, имеющегося на предприятии в небольших количествах. Используя индивидуальный метод, ремонтники маркируют детали и сборочные единицы и после восстановления или замены изношенных деталей устанавливают их на ту же машину. Метод требует высокой квалификации ремонтников, продолжительного простоя в ремонте и затрудняет использование механизации процесса ремонта. Для повышения производительности труда требуется профессиональная специализация. Так, на предприятиях по производству азотных минеральных удобрений центробежные холодильные компрессоры ремонтируются бригадами, специализирующимися на ремонте турбин и центробежных компрессоров.
Узловой метод применяют для ремонта однотипного оборудования, имеющегося на предприятии в большом количестве. При узловом методе неисправные детали и сборочные единицы заменяют, а снятые восстанавливают и хранят как запасные, что позволяет сократить продолжительность простоя в ремонте и снизить его себестоимость. Однако для применения метода необходим оборотный фонд сборочных единиц и деталей. Узловой метод широко применяется при ремонте холодильных установок средней и малой производительности.
Последовательно-узловой метод применяют для ремонта оборудования, имеющего конструктивно обособленные сборочные единицы.
Агрегатный метод используют при централизованном способе ремонта, когда не требуется больших затрат на демонтаж и перевозку оборудования до ремонтной базы. При использовании специализированных ремонтных заводов для капитального ремонта холодильных агрегатов экономически целесообразно перевозить оборудование на расстояние не более 300-500 км.
Поточный метод применяют только при ремонте холодильных агрегатов в производственных комбинатах на конвейере или поточной линии. Поточный метод позволяет повысить производительность труда и качество ремонта, снизить себестоимость работ.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Преимущества и недостатки поточного метода обслуживания
Преимущества и недостатки поточного метода обслуживания. Преимущества: возможность специализации постов; механизация производственных процессов и улучшение условий труда; снижение себестоимости работ; рациональное перемещение автомобилей и исполнителей. Недостатки: невозможность изменения объема работ на каком –либо из постов; неэффективность применения на малых АТП.
Слайд 17 из презентации «Организация технологического процесса технического обслуживания и текущего ремонта в автотранспортном предприятии»
Размеры: 720 х 540 пикселей, формат: .jpg. Чтобы бесплатно скачать слайд для использования на уроке, щёлкните на изображении правой кнопкой мышки и нажмите «Сохранить изображение как. ». Скачать всю презентацию «Организация технологического процесса технического обслуживания и текущего ремонта в автотранспортном предприятии.ppt» можно в zip-архиве размером 5890 КБ.
Похожие презентации
«Метод проектов в обучении» — Конструкторский этап. Выполнение запланированных технологических операций. Вся деятельность учащихся сосредоточивается на следующих этапах: Анализ результатов выполнения проекта. Внесение при необходимости изменений в конструкцию и технологию. Составление конструкторской и технологической документации.
«Метод близнецов» — В возникновении косолапости доля наследственности невелика. Близнецы бывают двух типов: разнояйцевые и однояйцевые. Почему однояйцевые близнецы поразительно похожи, а разнояйцевые – нет? Сопоставление некоторых признаков ОБ и РБ дает следующие результаты. Отпечатки пальцев у ОБ идентичны. Вопросы для повторения.
«Обслуживание в Сбербанке» — Продукты для клиентов Сбербанк Премьер. Клиенты ставят перед банками новые задачи. Уровень доходов (по объему зачислений на зарплатную карту)1. 1Только для продуктов, выданных Сбербанком. Ежемесячный платеж по кредиту1. Специальная продуктовая линейка Сбербанк Премьер. Прочие города. Сеть обслуживания Сбербанк Премьер.
«Метод интервалов» — Умножив неравенство на -1 и разложив квадратные трёхчлены на множители, получим неравенство равносильное данному. Умножив неравенство на -1 и разложив квадратный трёхчлен на множители, получим неравенство равносильное данному. Определение. Общий метод интервалов . Метод интервалов для решения неравенств вида , , , , где , , , то есть все различны.
«Сфера обслуживания» — В России туристический бизнес развивается с преимущественной ориентацией на выезд. Пр – производитель, К – клиент, П – посредник. И решение фирмы будет зависеть от предпочтений клиентов, и от подходов, применяемых конкурентами. Каждый вид услуг можно предоставлять по-разному. индивидуальная (А), В различных отраслях индустрии гостеприимства ведется постоянная борьба за клиента.
«Метод проектов в литературе» — Команды не соревнуются. В команде нет лидеров. Что дает применение таких уроков? Планирование. Продукт. Презентация. Цель нетрадиционных уроков: Проектная Личность деятельность. Результат проектной деятельности. Проект. Типы уроков. Поиск информации. Не должно быть так называемых “спящих” партнеров.
Источник
Недостатки деятельности предприятия и поточного производства
Поточное производство вследствие высокой специализации, механизации и четкой организации производственного процесса является высокоэффективным. Его эффективность проявляется в высокой производительности труда, сокращении производственного цикла и незавершенного производства, лучшем использовании основных фондов. Все это обеспечивает уменьшение затрат на производство. В то же время поточное производство имеет и определенные недостатки.
Самым заметным из них является примитивизация труда рабочих, ограничение его выполнением элементарных механических операций, что является следствием высокой дифференциации технологического процесса. Это делает труд на поточной линии малосодержательным, противоречащим общей тенденции повышения образовательного и квалификационного уровня работников. Весьма, непривлекателен также жесткий ритм работы на поточных линиях, отсутствие самых элементарных творческих элементов в труде.
Этот недостаток поточного производства преодолевается путем его автоматизации и создания автоматических поточных линий. Ныне автоматические линии широко применяются в массовом производстве.
Как существенный недостаток поточного производства в его традиционной узкоспециализированной форме можно назвать и противоречие между его тяготением к конструктивно-технологической стабильности (то есть его консерватизмом) и требованиями динамичности производства, постоянного обновления продукции в соответствии с научно-техническим прогрессом и потребностями рынка. Узкая специализация рабочих мест, их жесткая привязанность к ходу технологического процесса создают трудности для перехода на выпуск новой продукции. Возникает необходимость в замене оборудовании, его перемещении, создания новой оснастки, переквалификации рабочих, что связано с большими затратами времени и средств.
Эта отрицательная сторона поточного производства постепенно нейтрализуется повышением гибкости технологических систем, применением станков с числовым программным управлением, внедрением автоматических многофункциональных манипуляторов-роботов.
Объединение станков с ЧПУ, роботов, автоматических транспортных средств и складов под общим управлением с помощью ЭВМ позволяет создавать гибкие автоматизированные системы (ГАС) с дальнейшим приобщением к ним автоматического проектирования продукции. Такие системы соединяют преимущества поточного (высокая производительность) и непоточного (гибкость) производства, могут применятся во всех его типах, и являются особенно эффективными в серийном производстве.
Они быстро и без больших затрат времени и средств переналаживаются на выпуск другой продукции (в переделах технических возможностей). Для этого необходимо всего лишь изменить программу производственного процесса, записанную на машинном носителе. Гибкие автоматизированные системы — стратегическое направление развития техники и организации производства.
При поточном методе производства в ОАО «Минский тракторный завод» возникают некоторые недостатки, к числу которых относятся: узкая специализация работников, монотонность труда, жесткая регламентация их деятельности, отсутсвие моделирования поточных линий на ЭВМ. Кроме того, причиной ухудшения производства может стать изношенность оборудования.
Данные особенности отрицательно сказываются на уровне производительности труда, монотонная и утомительная работа на поточных линиях связана с выполнением однообразных операций, не способствует удовлетворенности работников своим трудом, снижает их материальную заинтересованность, увеличивает текучесть кадров. В дальнейшем развитие поточного производства должно быть ориентировано на устранение факторов, снижающих эффективность поточного производства в современных условиях.
Источник
Методы ремонта




![]()
![]()
Под методами ремонта понимают совокупность технических и организационных правил выполнения операции ремонта оборудования. Использование различных методов ремонта обусловлено следующими факторами: количественным составом и разнотипностью оборудования на предприятиях, его конструктивными особенностями, ремонтопригодностью, производственными условиями проведения ремонтов, производственной программой ремонтных предприятий ремонтных предприятий и т.д. в связи с этим ремонт оборудования может проводиться следующими организационно-технологическими методами: обезличенным, необезличенным, агрегатным и поточным.
При обезличенном методе ремонта снимаемые с машин сборочные единицы и детали при необходимости заменяют новыми или отремонтированными, полученными со склада.
При необезличенном (индивидуальном) методе в ремонт ставится полнокомплектная машина. Снимаемые с нее сборочные единицы и детали после ремонта устанавливают на ту же машину. В результате этого сборочные единицы и детали не обезличиваются и тем самым более полно используется их ресурс. На рис. 13.2 приведена схема технологического процесса ремонта машин необезличенным методом. Общую продолжительность ремонта этим методом определяют продолжительностью разборочно-сборочных операций и операций по ремонту и изготовлению необходимых деталей. Метод применяют на предприятиях с небольшим числом машин различных типов. Недостаток необезличенного метода ремонта – большая продолжительность простоя машин в ремонте.
Сущность агрегатного (сменно-узлового) ремонта заключена в том, что ремонтное предприятие, имея определенный оборотный фонд обезличенных сборочных единиц и агрегатов, разбирает ремонтируемую машину на отдельные агрегаты (сборочные единицы), выполняет ремонт базисных деталей и производит сборку машины из сборочных единиц и агрегатов оборотного фонда (рис. 13.3). Снятые с машины сборочные единицы и агрегаты ремонтируют, а затем направляют на склад ремонтной базы. Разделение по времени и месту выполнения разборочно-сборочных работ, а также работ по ремонту и изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, в этом случае продолжительность ремонта машин определяется длительностью разборочно-сборочных операций и не зависит от продолжительности восстановления и изготовления деталей.

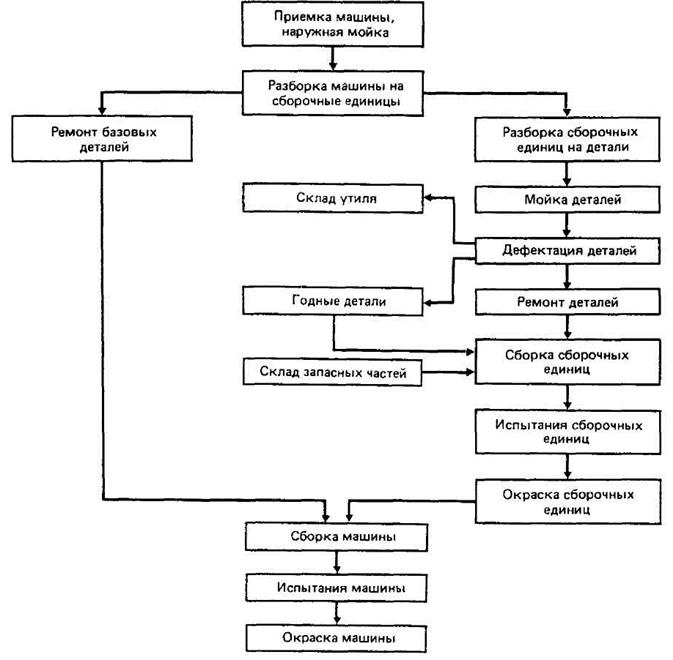
Рис. 13.2. Схема технологического процесса ремонта машин необезличенным методом
Сменно-узловой метод ремонта возможен только при полной взаимозаменяемости сборочных единиц, агрегатов, а также наличии оборотного фонда. Его целесообразно проводить при ремонте однотипных машин.
Величину оборотного фонда рассчитывают, исходя из обслуживаемого парка машин, периодичности замены сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде. Обеспечивая все категории ремонта машин, оборотный фонд вместе с тем должен быть минимальным.
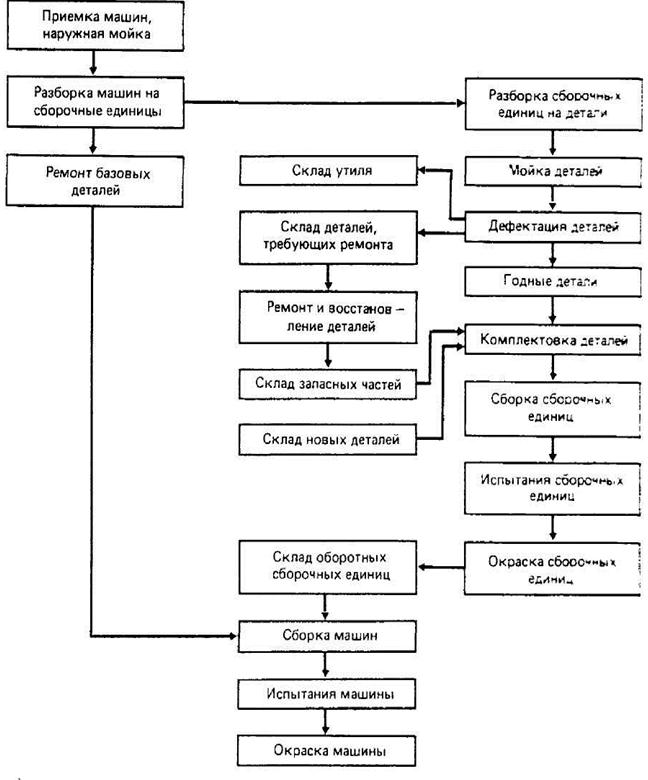
Рис. 13.3. Схема технологического процесса ремонта машин сменно-узловым методом
При сменно-узловом методе ремонта целесообразно использовать комплекты сборочных единиц. ковши в сборе с днищем и коромыслом, рукояти, роторы в сборе с ковшами, стрелы в сборе с блоками и механизмом напора, двигатели, редукторы, генераторы.
Метод ремонта со сменно-узловой заменой изношенных частей. Сущность метода заключается в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборочные единицы. Это позволяет сократить до минимума продолжительность капитальных ремонтов, а в ряде случаев и совсем их исключить. Внедрению такого метода ремонта должна предшествовать разработка обоснованных ремонтных циклов для машин, установление размера оборотного фонда запасных частей, определение номенклатуры и количества ремонтных и транспортных средств.

При поточном методе ремонта весь технологический процесс восстановления деталей и сборочных единиц, агрегатов и машин осуществляют на-поточных линиях. Сборочные единицы и агрегаты собираются из восстановленных или изготовленных деталей. Сборку машин осуществляют из готовых (собранных) обкатанных и испытанных сборочных единиц и агрегатов. Линии ремонта, сборки и обкатки сборочных единиц и агрегатов размещают в технологической последовательности возле линий общей сборки машины. Поточный метод ремонта характеризуется непрерывностью технологического процесса, обеспечивающего ритмичность производства, что достигается: расчленением технологического процесса ремонта на равные или кратные по трудоемкости и продолжительности операции; закреплением операций за рабочими местами; одновременным выполнением операции на рабочих местах; передачей с минимальными перерывами ремонтируемых объектов с одного рабочего места на другое. Этот метод ремонта обеспечивает высокую производительность работы ремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию процесса ремонта машин, благодаря чему продолжительность простоя машин в ремонте и его стоимость сокращаются. Метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из готовых отремонтированных и обкатанных сборочных единиц и агрегатов, полученных с других заводов.
Индивидуальный метод ремонта в большинстве случаев осуществляется комплексными бригадами, а сменно-узловой и поточный – специализированными.
В комплексных бригадах отсутствует узкая специализация рабочих по выполнению определенных ремонтных операций, поэтому возникает необходимость в рабочих высокой квалификации, имеющих несколько специальностей.
Источник