Основные виды и методы неразрушающего контроля деталей и узлов железнодорожного подвижного состава


В настоящее время никто не возьмется оспаривать значимость неразрушающего контроля как важнейшего средства обеспечения безопасности движения и безаварийности железнодорожных перевозок за счёт повышения качества и эксплуатационной надёжности ответственных деталей, узлов и элементов конструкций железнодорожного подвижного состава.
Одним из важнейших направлений повышения безопасности движения и экономической эффективности работы вагонного хозяйства является дальнейшее развитие системы неразрушающего контроля ответственных узлов и деталей грузовых вагонов и, в первую очередь, ходовых частей, состояние которых напрямую связано с безопасностью движения.
Неразрушающий контроль (НК) – это проверка, контроль, оценка надежности параметров и свойств конструкций, оборудования либо отдельных узлов, без вывода из строя (эксплуатации) всего объекта.
Основным отличием и безусловным преимуществом неразрушающего контроля от других видов диагностики является возможность оценить параметры и рабочие свойства объекта, используя способы контроля, которые не предусматривают остановку работы всей системы, демонтажа, вырезки образцов. Исследование проводится непосредственно в условиях эксплуатации. Это позволяет частично исключить материальные и временные затраты, повысить надежность контролируемого объекта.
Благодаря неразрушающему контролю выявляются опасные и мелкие дефекты: заводские браки, внутренние напряжения, трещины, микропоры, пустоты, расслоения, включения и многие другие, вызванные, в том числе, процессами коррозии.
Своевременное обнаружение дефектов эксплуатационного (усталостного) и заводского происхождения в ответственных деталях железнодорожного подвижного состава позволяет обеспечить безопасность движения и приносит огромный экономический эффект. Решение этой задачи достигается за счет использования современных методов неразрушающего контроля, основанных на взаимодействии физических полей, излучений и потоков частиц со структурой материала контролируемого изделия. Очень важно, что данные методы, в отличие от разрушающего контроля, могут быть применены ко всей партии выпускаемых или ремонтируемых изделий, а также в процессе их эксплуатации. Кроме обнаружения дефектов, методы неразрушающего контроля могут применяться для измерения толщины стенок изделий, диаметра прутков, толщины покрытий, а также для контроля структуры и состава вещества
Для проведения неразрушающего контроля металлоизделий используют специальные приборы — дефектоскопы. Основной задачей этой группы приборов является определение наличия или отсутствия в контролируемом изделии дефектов.
Качество проведения неразрушающего контроля определяется его достоверностью. Достоверный контроль изделий обеспечивается в том случае, если технический персонал обладает необходимыми знаниями основ физических процессов, происходящих при выполнении операций контроля, а также навыками проведения этих операций и расшифровки их результатов.
Среди различных видов неразрушающего контроля на железнодорожном транспорте наиболее широкое распространение получили акустический, магнитный и вихретоковый методы контроля металлоизделий.
Акустический метод неразрушающего контроля основан на регистрации параметров упругих волн, возникающих или возбуждаемых в объекте (рисунок 1). Чаще всего используют упругие волны ультразвукового диапазона (с частотой колебаний выше 20 кГц). Этот метод также называют ультразвуковым.
Главная отличительная особенность данного метода состоит в том, что в нем применяют и регистрируют не электромагнитные, а упругие волны, параметры которых тесно связаны с такими свойствами материалов, как упругость, плотность, анизотропия (неравномерность свойств по различным направлениям) и др.
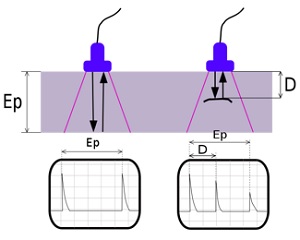
Рисунок 1 – Результат акустического метода неразрушающего контроля
Ep – глубина изделия, D – расстояние от точки ввода ультразвука до дефекта
Акустические свойства твердых материалов и воздуха настолько сильно отличаются, что акустические волны отражаются от тончайших зазоров (трещин, непроваров) шириной 10-6. 10-4 мм.
Этот вид контроля применим ко всем материалам, достаточно хорошо проводящим акустические волны: металлам, пластмассам, керамике, бетону и т.д. Колебания в исследуемый объект вводятся в импульсном или непрерывном режимах с помощью пьезоэлектрического преобразователя сухим контактным, контактным через жидкую среду или бесконтактным способом через воздушный зазор с помощью электромагнитно-акустического преобразователя. С помощью акустических методов измеряют толщины стенок изделий, выявляют разнообразные дефекты и неоднородности структуры, определяют геометрические характеристики изделий.
Ультразвуковой контроль ответственных деталей подвижного состава во многих случаях предоставляет уникальную возможность снизить расходы на проведение ремонта за счет значительного сокращения объемов монтажных и демонтажных работ. Этот метод незаменим при проведении контроля, например, подступичных частей и буксовых шеек колесных пар в сборке с колесными центрами и кольцами роликоподшипников.
Широкое применение «безразборных» технологий ультразвукового контроля, непрерывное совершенствование схем и конструкций ультразвуковых дефектоскопов, развитие компьютерных технологий регистрации и обработки результатов контроля, разработка автоматизированных комплексов неразрушающего контроля деталей подвижного состава – всё это открывает более широкие перспективы применения ультразвуковых методов контроля ответственных деталей подвижного состава и является одним из важнейших направлений в обеспечении высокого уровня качества ремонта и безопасности движения поездов.
Эти методы имеют следующие недостатки: необходимость акустического контакта преобразователя, повышенные требования к чистоте поверхности изделия, влияние сторонних шумов на результаты измерений, воздействие температуры изделия и др. Все эти недостатки приводят к возрастанию погрешностей измерения.
Особое место среди акустических методов контроля занимает метод акустической эмиссии (акустико-эмиссионный). Этот метод основан на регистрации упругих волн, возникающих в момент образования и роста трещин в детали, находящейся под нагружением.
Одной из основных отличительных черт метода является отсутствие внешнего источника звуковых сигналов. Источником акустических волн является сама трещина, поскольку при достаточно сильной нагрузке она «подрастает» и излучает акустические импульсы («похрустывание»), которые принимаются акустическими преобразователями, установленными на контролируемом изделии.
Акустико-эмиссионный метод наиболее удобен для контроля сосудов, работающих под большим давлением и мостовых конструкций, т.е. объектов, подвергающихся нагружению в естественных условиях. В других случаях для реализации акустико-эмиссионного метода контроля следует создавать специализированные нагружающие устройства. В настоящее время данный метод применяют в опытном порядке для контроля литых боковых рам и надрессорных балок тележек грузовых вагонов, а также котлов нефтебензиновых цистерн.
Магнитные методы неразрушающего контроля применяют для выявления дефектов в деталях, изготовленных из ферромагнитных материалов (сталь, чугун), т.е. материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего магнитного поля.
Магнитопорошковый метод основан на выявлении магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии (рисунок 2). Этот метод среди других методов магнитного контроля нашел наибольшее применение.

1 – магнитное поле; 2 – дефект; 3 – искажение магнитного поля; 4 – магнитная суспензия; 5 – скопление частиц
Рисунок 2 – Магнитный метод неразрушающего контроля
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава:
-детали ударно-тягового и тормозного оборудования;
-рамы тележек различных моделей в сборе и по элементам:
-оси всех типов колёсных пар всех типов, как в сборе, так и в свободном состоянии;
-свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси;
-упорные кольца, стопорные планки, пружины, болты и т.п.
Примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом. Высокая чувствительность, универсальность, относительно низкая трудоемкость контроля и простота — все это обеспечило ему широкое применение в промышленности вообще и на транспорте, в частности. Основным недостатком данного метода является сложность его автоматизации.
Вихретоковый (электромагнитный) вид неразрушающего контроля основан на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте.
В этом методе используется эффект воздействия вихревых токов, возбуждаемых в проводящем образце, на электрические параметры преобразователя.
Вихревые токи – это токи, возникающие в замкнутом контуре при изменении магнитного потока.
Его применяют только для контроля изделий из электропроводящих материалов. Вихревые токи возбуждают в объекте с помощью преобразователя в виде катушки индуктивности, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка.
Объектами вихретокового контроля (ВТК) могут быть только электропроводящие детали, т.к. вихревые токи возникают в материалах, проводящих электрический ток (металлы, сплавы, графит, полупроводники) (рисунок 3).
Интенсивность и распределение вихревых токов в объекте зависят от его геометрических размеров, электрических и магнитных свойств материала, от наличия в материале нарушений сплошности, взаимного расположения преобразователя и объекта, т.е. от многих параметров.

1 — катушка индуктивности; 2 – вихревые токи; 3 – объект контроля;
4 – приёмный измеритель
Рисунок 3 – Вихретоковый метод неразрушающего контроля
К числу главных достоинств вихретокового метода следует отнести его универсальность и широкие функциональные возможности, которые до настоящего времени еще не до конца использованы. В то же время применение этого метода затрудняется тем, что при контроле одного параметра другие являются мешающими – это и является недостатком. Для разделения параметров используют раздельное или совместное измерение фазы, частоты и амплитуды сигнала измерительного преобразователя, подмагничивание изделия постоянным магнитным полем, ведут контроль одновременно на нескольких частотах, применяют спектральный анализ.
Получаемые таким образом выходные параметры преобразователя одновременно несут информацию об удельной электрической проводимости и магнитной проницаемости материала, о состоянии поверхности изделия и наличии дефектов, о величине зазора между изделием и преобразователем, а также о геометрических размерах изделия. Анализ измеренных параметров позволяет определять геометрические размеры изделий (толщину стенки при одностороннем доступе), оценивать химический состав, структуру материала изделия, внутренние напряжения, обнаруживать поверхностные и подповерхностные (на глубине в нескольких миллиметров) дефекты.
Контроль вихревыми токами выполняют без непосредственного контакта преобразователей с объектом. Это позволяет вести контроль при взаимном перемещении преобразователя и объекта с большой скоростью (до 60 м/с) и облегчает тем самым автоматизацию контроля.
Как бы ни был совершенен тот или иной метод НК, он не обеспечивает в полной мере решения задачи обнаружения дефектов любого типа или вида даже в одном объекте контроля. Поэтому для контроля ответственных деталей железнодорожного подвижного состава с целью большей глубины и полноты контроля применяют систему неразрушающего контроля, представляющую совокупность одного или нескольких методов (вариантов методов). Например, ось колесной пары контролируют как магнитопорошковым методом, так и ультразвуковым.
Любой метод неразрушающего контроля подразумевает выявление определенного вида дефектов. При контроле дефект может быть выявлен или пропущен. Выявление дефекта рассматривается как случайное событие, вероятность наступления которого зависит от множества факторов: размера и ориентации дефекта, глубины его залегания, надёжности дефектоскопической аппаратуры, квалификации оператора и т.д.
Вероятность обнаружения дефектов системой неразрушающего контроля возрастает с увеличением числа применяемых вариантов метода.
1 Неразрушающий контроль – важнейшее средство обеспечения безопасности железнодорожных перевозок. – Режим доступа: http://www.eav.ru/publ1.php?publid=2014-12a18
2 Техническая диагностика вагонов [Текст]: учебник. В 2 ч. Ч. 1. Теоретические основы технической диагностики и неразрушающего контроля деталей вагонов /. — М.: ФГБОУ «УМЦ ЖДТ», 2013. — 403 с.: рис., табл. — ISBN 978-5-89035-634-5 (в пер.)
Источник
Неразрушающий контроль деталей вагонов
Министерство транспорта Российской Федерации Федеральное агентство железнодорожного транспорта
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
« Дальневосточный государственный университет путей сообщения »
И . И . Лаптева , М . А . Колесников
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ ДЕТАЛЕЙ ВАГОНОВ
Рекомендовано Методическим советом ДВГУПС в качестве учебного пособия
Хабаровск Издательство ДВГУПС
УДК 629.44.018.023:620.179.1(075.8) ББК О 24-04-06-7 я 73
Кафедра « Машины и оборудование лесного комплекса » ТОГУ ( заведующий кафедрой доктор технических наук , профессор
Директор ООО « Техномарин Плюс »
Л 246 Неразрушающий контроль деталей вагонов : учеб . пособие / И . И . Лаптева , М . А . Колесников . – Хабаровск : Изд — во ДВГУПС , 2012. – 103 с . : ил .
Рассмотрены основные современные методы и средства техниче — ской диагностики и неразрушающего контроля деталей и узлов вагонов .
Предназначено для студентов 3- го и 4- го курсов всех форм обучения , изучающих дисциплины « Основы технической диагностики » и « Техноло — гия производства и ремонта вагонов ».
УДК 629.44.018.023:620.179.1(075.8) ББК О24-04-06-7я73
СПИСОК ПРИНЯТЫХ СОКРАЩЕНИЙ
АЭ – акустико — эмиссионный , акустическая эмиссия . БК – блок контроля .
БР – боковая рама . БУ – блок управления .
ВТК – вихретоковый контроль .
ВТП – вихретоковый преобразователь . ГИ – генератор импульсов .
ГР – генератор развертки .
ДН – достаточная намагниченность . ИД – искусственный дефект .
ИР – индикатор расхождения . ИР – индикаторный рисунок .
КМС – концентрат магнитной суспензии . КП – колесная пара .
МВПС – мотор — вагонный подвижной состав . МПК – магнитопорошковый контроль .
НБ – надрессорная балка .
НК – неразрушающий контроль .
НРУ – намагничивающее — размагничивающее устройство . НУ – намагничивающее устройство .
ОК – объект контроля .
ПЭП – пьезоэлектрический преобразователь . РД – руководящий документ .
СН – серийный номер .
СНУ – седлообразное намагничивающее устройство . СОН – способ остаточной намагниченности .
СОП – стандартные образцы предприятия . СПП – способ приложенного поля .
ТД – техническая диагностика .
УЗД – ультразвуковая дефектоскопия . УЗК – ультразвуковой контроль .
ФЗК – феррозондовый контроль .
ФП – феррозондовый преобразователь . ЭЛТ – электронно — лучевая трубка .
Производственные процессы , осуществляемые при изготовлении , экс — плуатации и ремонте вагонов , их несовершенства и нарушения влияют на появление отказов деталей и узлов вагона . На стадии изготовления и про — ектирования изделия возможны просчеты проектировщиков ; использова — ние недоброкачественного материала как результата несовершенства ме — таллургического производства ; проявление нарушений термообработки , металлообработки и сборки . На этапе эксплуатации происходит наруше — ние условий эксплуатации , технологии обслуживания , а также длительное нагружение деталей и узлов переменными нагрузками , приводящими к на — рушению усталостной прочности . На стадии ремонта – использование не — современных технологических процессов ремонта , нарушение технологии выполнения работ и др . Различные нарушения на этих стадиях приводят к появлению скрытых и явных дефектов .
В целях оценки качества продукции , ее пригодности без нарушения состояния применяется неразрушающий контроль .
Неразрушающий контроль ( НК ) – эффективное , а в ряде случаев – единственно возможное средство предотвращения нарушения безопас — ности движения на железнодорожном транспорте из — за изломов рельсов , основных деталей подвижного состава , а также сварных соединений в конструкциях пути , подвижного состава и искусственных сооружений .
В настоящее время чаще используют понятие « система НК », которое включает в себя совокупность физических методов , технических средств , технологий и условий проведения НК с целью обнаружения не — допустимых дефектов в объекте контроля ( ОК ), а также персонала , за — нятого НК и оценкой качества объекта .
Цель учебного пособия – ознакомить студентов с методами НК : маг — нитными , вихретоковыми , проникающими веществами , ультразвуковой дефектоскопии , акустико — эмиссионным и интроскопическим .

1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Производственные процессы , которые осуществлялись при изготов — лении , эксплуатации и ремонте деталей и узлов вагонов , из — за их несо —
вершенства и нарушений при исполнении в различной мере влияют на возникновение отказов . Так , на стадии проектирования и изготовления в созданной конструкции реализовываются : просчёты проектировщиков ; несовершенство металлургических процессов ; процессов термообра — ботки ; металлообработки ; сборки и др .
При производственных процессах происходит нарушение условий эксплуатации и технологии обслуживания , а под действием переменных нагрузок возникает усталость материала детали .
На стадии ремонта возможно исполнение несовершенных процессов , а при осуществлении ремонтных работ нарушаются технические усло — вия и качество их выполнения и др . Всё это приводит к появлению скры — тых и явных дефектов .
Для получения приближенной оценки состояния вагона формируются процессы диагностирования , технического обслуживания и ремонта ва —
Источник