Нормы расхода материалов для ремонта обуви







2.3. Установление норм расхода и потребного количества основных материалов
Норма расхода  , м 2 , основных материалов представляет собой отношение средневзвешенных площадей деталей комплекта
, м 2 , основных материалов представляет собой отношение средневзвешенных площадей деталей комплекта  (для верха обуви, подкладки) или деталей а (для низа обуви, вспомогательных деталей) к средневзвешенному использованию площади материала Рср, умноженное на 100:
(для верха обуви, подкладки) или деталей а (для низа обуви, вспомогательных деталей) к средневзвешенному использованию площади материала Рср, умноженное на 100:
Фабричные нормы расхода основных обувных материалов, м 2 (дм 2 ), устанавливают:
- кож для верха на одну пару обуви для планирования по видам и родам заготовок с различными конструктивными особенностями с указанием площади деталей заготовки средневзвешенного размера по средневзвешенному сорту партий кож;
- тканей для верха и подкладки на одну пару обуви и на отдельные детали, составляющие подкладку, для планирования по видам, родам и конструктивным особенностям с указанием площади деталей заготовки верха средневзвешенного размера и процента использования ткани I сорта с учетом ее ширины;
- искусственных кож на одну пару обуви для планирования по родам, видам материалов, отдельным деталям (голенища, задники, подноски, стельки, подошвы и др.) с указанием площади каждой детали заготовки верха средневзвешенного размера и процента использования материала I сорта;
- кож для низа на одну пару обуви для планирования по родам и видам, методам крепления с выделением основных деталей (подошв, стелек, задников и др.) и указанием площади каждой детали заготовки средневзвешенного размера. Процент использования принимается по коже средневзвешенного сорта отдельно по выходам крупных и мелких деталей.
Средневзвешенную площадь деталей комплекта можно определить двумя способами:
- по площадям, установленным для каждого размера, вида, рода, фасона и модели обуви с учетом размерного ассортимента;
- по площади исходного (условно принятого) размера обуви данной группы с поправкой на разницу между исходным и средневзвешенным размерами.
Наиболее точен первый способ, проще второй, так как не надо знать площадей деталей всего размерного ассортимента. Второй способ рекомендуется для расчета потребности в мате-риалах для фабрики, объединения, республики и промышленности в целом.
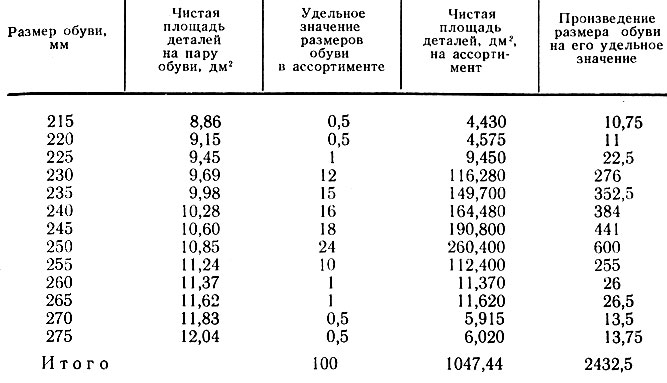
Расчет средневзвешенной площади деталей верха женских летних туфель с учетом размерного ассортимента по первому способу представлен в табл. 2.4.
 Расчет средневзвешенной площади деталей верха женских летних туфель«>
Расчет средневзвешенной площади деталей верха женских летних туфель«>
Таблица 2.4. Расчет средневзвешенной площади деталей верха женских летних туфель
Для определения средневзвешенной площади деталей по второму способу рассчитывают средневзвешенный размер: 2432,5/100 = 24,3, т. е. он находится между размерами 240-245.
Тогда средневзвешенная площадь деталей обуви размера 243 будет равна 1047,44 дм 2 .
Те же результаты можно получить, зная площадь деталей комплекта исходного размера ак.и (например, 240) и средневзвешенный размер деталей комплекта, по зависимости, связывающей площади деталей обуви смежных размеров, предложенной Ю. П. Зыбиным:
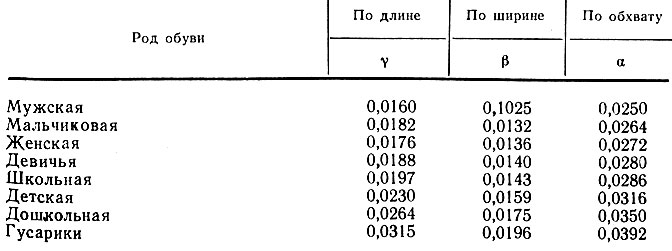
где n — число размеров в серии; γ, β — коэффициенты относительного приращения по длине и ширине обуви (зависят от рода обуви, табл. 2.5).
 Коэффициенты относительного приращения для расчета исходных размеров обуви (ГОСТ 26165-84)«>
Коэффициенты относительного приращения для расчета исходных размеров обуви (ГОСТ 26165-84)«>
Таблица 2.5. Коэффициенты относительного приращения для расчета исходных размеров обуви (ГОСТ 26165-84)
Потребность в кожах для верха обуви, тканях и искусственных кожах рассчитывают по нормам расхода на одну пару, разрабатываемым по средневзвешенному размеру и средневзвешенному проценту использования материала для каждого вида и рода обуви с учетом ее конструктивных особенностей. Например, потребность в выростке хромового дубления на 1000 пар мужских полуботинок рантового метода крепления с целыми деталями, обработанными в обжиг, при средневзвешенном размере обуви 265, средневзвешенном проценте использования 70,5 % и норме расхода на одну пару 17,89 дм 2 *1000 = 17 890 дм 2 .
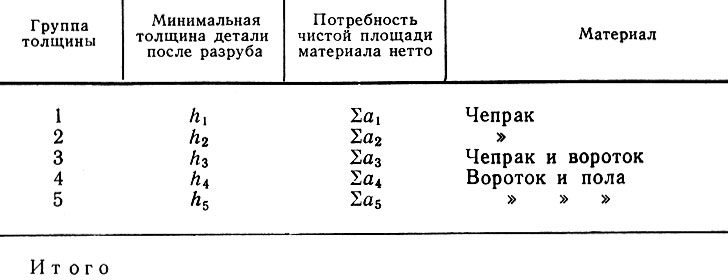
Расчет потребности в кожах для низа обуви более сложен, так как нормы расхода на детали низа зависят от вида и категории материала (толщины), поэтому потребность рассчитывают по средневзвешенным чистым площадям деталей с учетом их выходов по группам толщины из кож определенного вида. Для заданного ассортимента определяют чистую площадь кожаных деталей низа обуви с указанием вида материала и участков, из которых вырубается деталь в соответствии с требованиями государственных стандартов и технических условий. Потребность в материале по видам и толщинам суммируют и определяют общую чистую площадь нетто (табл. 2.6).
 Потребность в площади по группам толщины и виду материала«>
Потребность в площади по группам толщины и виду материала«>
Таблица 2.6. Потребность в площади по группам толщины и виду материала
Наиболее ответственными деталями являются детали первой группы с минимальной толщиной после разруба h1. Потребность в них составляет  . Для обеспечения фабрики деталями первой группы толщины планируем чепрак категории А, исходя из потребности и общей потребности
. Для обеспечения фабрики деталями первой группы толщины планируем чепрак категории А, исходя из потребности и общей потребности  . Потребность в чепраке категории А, м 2 , при выходе деталей первой группы толщины P1 составит:
. Потребность в чепраке категории А, м 2 , при выходе деталей первой группы толщины P1 составит:
Из этой же площади чепраков можно получить детали второй, третьей и т. д. групп толщины в зависимости от ассортимента кожаных изделий и запланированной категории чепрака:
Если разность  положительная, то фабрика будет обеспечена деталями второй группы толщины. Излишки же площади чепрака толщиной h2 используют на покрытие потребности в деталях меньшей толщины h3. Если разность отрицательная, то фабрика будет не полностью обеспечена деталями второй группы толщины. Оставшееся количество вырубают из чепрака категории Б.
положительная, то фабрика будет обеспечена деталями второй группы толщины. Излишки же площади чепрака толщиной h2 используют на покрытие потребности в деталях меньшей толщины h3. Если разность отрицательная, то фабрика будет не полностью обеспечена деталями второй группы толщины. Оставшееся количество вырубают из чепрака категории Б.
Потребность в чепраке категории Б при выходе деталей второй группы толщины Р’2 составит
Из этой же площади чепрака категории Б можно также получить детали третьей, четвертой и т. д. групп толщины. Расчет производят до тех пор, пока фабрика не будет обеспечена деталями самой меньшей толщины.
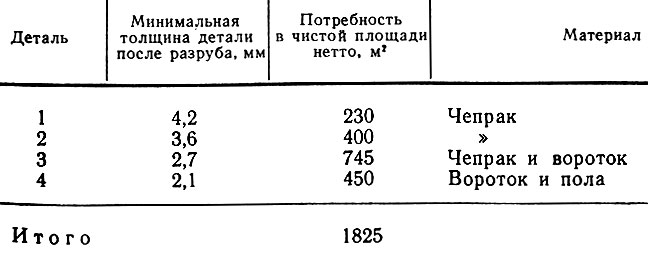
Пример. Предположим, что для выполнения дневной программы фабрике (объединению) требуются детали низа обуви, которые приведены в табл. 2.7.
 Потребность фабрики в кожаных деталях«>
Потребность фабрики в кожаных деталях«>
Таблица 2.7. Потребность фабрики в кожаных деталях
Самые ответственные детали имеют толщину после разруба 4,2 мм. Потребность в площади деталей этой толщины равна 230 м 2 , т. е. составляет около 10 % общей. Следовательно, нет необходимости в чепраке высокой категории. Для указанных деталей подойдет чепрак категории 4,1 — 4,5 мм. Условно предполагаем, что средневзвешенный процент использования кож для низа обуви соответствует проценту использования материала II сорта, а выход мелких деталей — потребности в них (расчет мелких деталей не производим). Выход деталей толщиной 4,2 мм равен 23 %. Следовательно, для обеспечения фабрики деталями необходимо иметь 230 /23 100 = 1000 м 2 чепраков.
Из данной площади можно получить детали второй и третьей групп толщины. Выход деталей второй группы толщины Р2 = 43 %, а третьей Р3 = 10%, что означает возможность получения  и
и  чепраков. Потребность в чистой площади для деталей второй группы составляет 400 м 2 , поэтому ее излишек используют на покрытие потребности в площади детален третьей группы.
чепраков. Потребность в чистой площади для деталей второй группы составляет 400 м 2 , поэтому ее излишек используют на покрытие потребности в площади детален третьей группы.
Потребность в площади деталей третьей группы 745 м 2 . Не хватает 745-100-30 = 615 м 2 . Оставшуюся потребность в деталях можно обеспечить из воротка категории 3,6-4 мм. Выход деталей толщиной 3 мм равен 41 % (из материала II сорта). Тогда потребность в них составит 615 /41 100 = 1500 м 2 . Из этой площади можно получить детали четвертой группы толщиной 2,1 мм с общей площадью при выходе  при потребности 450 м 2 . Оставшуюся потребность 450-145 = 305 м 2 можно обеспечить использованием пол категории 3,1-3,5 мм. Выход деталей толщиной 2,1 мм составляет 61 %, т.е. вороток полностью используется па детали четвертой группы толщины. Тогда потребность в полах составит
при потребности 450 м 2 . Оставшуюся потребность 450-145 = 305 м 2 можно обеспечить использованием пол категории 3,1-3,5 мм. Выход деталей толщиной 2,1 мм составляет 61 %, т.е. вороток полностью используется па детали четвертой группы толщины. Тогда потребность в полах составит
В результате потребуется следующий ассортимент кож для низа обуви:
Источник
24. Указания по применению и разработке норм расхода вспомогательных обувных материалов
1. Нормы расхода вспомогательных обувных материалов на 100 пар обуви, утвержденные Министерством легкой промышленности СССР 26 ноября 1970 года, являются максимальными для планирования на обувных предприятиях системы Министерства легкой промышленности СССР впредь до замены их другими нормами.
2. В таблицах норм расхода приведены нормативы по средневзвешенному штихмассовому размеру обуви для армейской, рабочей и спортивной обуви: мужской — 41, женской и мальчиковой — 37, школьной — 33, детской — 29 и по средневзвешенному метрическому размеру для хромовой, текстильной и комбинированной обуви: мужской — 26,5, женской — 23,5, мальчиковой — 23,0, девичьей — 22,5, школьной — 21,0, детской — 18,0, дошкольной — 15,0, гусариковой — 12,5.
3. В зависимости от производственных условий (запуск моделей с уменьшенным количеством скрепляемых швов, применения токов высокой частоты для скрепления деталей, .внедрение рационализаторских предложений и др.), способствующих уменьшению затрат материалов на 100 пар обуви, планирование — потребности в материалах должно производиться по фактическому расходу. Планируемый средневзвешенный расход при этом не должен превышать приведенных утвержденных норм расхода.
4. При необходимости запуска в производство новых видов обуви или вспомогательных материалов, не предусмотренных в утвержденных нормах расхода, фабрика имеет право в течение месяца производить подсчет потребности материалов по нормативам, утвержденным руководством предприятия, разработав с это же время проект временных норм расхода.
5. Проект временных норм расхода представляется в Министерство леткой промышленности союзной республики для анализа, обобщения и утверждения руководством министерства.
Срок действия временных норм расхода 6 месяцев. Временные нормы расхода с приложением материалов о фактических периметрах и площади обработки, расстояний между крепителями, толщин скрепляемых материалов, расхода на 1 см 2 площади обработки, количества стежков в 1 см строчки, величины неизбежных технологических потерь, фактического рахода материалов за 3 месяца работы по рассматриваемому виду материала и технологическому процессу направляются в ЦНИИКП на согласование, а затем — на утверждение руководству Министерства леткой промышленности СССР, после чего эти нормы становятся постоянными (плановыми).
6. Настоящие нормы расхода материалов представлены на 100 пар (в катушках по 200 м, граммах, метрах, штуках, в зависимости от метода измерения вспомогательных материалов) по видам, родам и технологическим операциям изготовления обуви.
По нормам расхода на 100 пар обуви следует устанавливать потребность во вспомогательных материалах на каждый планируемый период.
7. На величину нормы расхода швейных ниток влияют: периметр крепления, толщина скрепляемых материалов, количество стежков в одном см. строчки, количество строчек, удлинение ниток в процессе строчки, сжатие скрепляемых материалов и прерывность нити по поверхности материала между стежками. Поэтому нормы расхода швейных ниток учитывают виды применяемых материалов в заготовках для обуви.
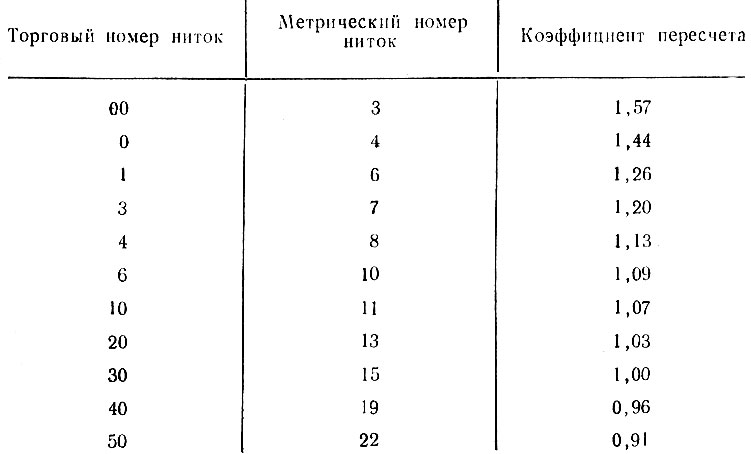
Таблица 1. Коэффициент переодета норм расхода хлопчатобумажных ниток в зависимости от их номера
Например, нормы расхода ниток для сборки заготовок предусмотрены раздельно для ботинок с неутепленной и утепленной подкладкой, для домашиних туфель с верхом из кожи, хлопчатобумажных, шелковых и шерстяных, дублированных тканей.
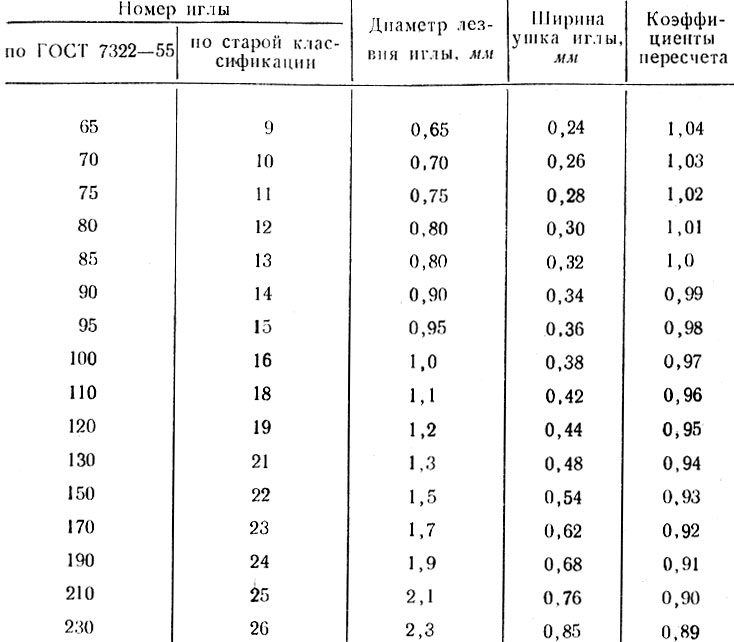
Таблица 2. Коэффициент пересчета норм расхода хлопчатобумажных ниток в зависимости от номера иглы
Для сборки заготовки юфтевой обуви и хромовых сапог нормы расхода ниток представлены как в целом на всю заготовку, так и дифференцированно по номерам, в отличие от остальных видов хромовой обуви, где нормы предусмотрены без дифференцирования по номерам ниток. Они рассчитаны на применение хлопчатобумажных ниток № 30 и иглы № 85. При замене в производстве ниток и иглы на другие номера необходимо сделать пересчет норм расхода на основе данных таблиц 1 и 2 настоящих Указаний.
Так, для определения нормы расхода хлопчатобумажных ниток № 20 при игле № 90 норму расхода для мальчиковых полуботинок в размере 8,20 катушки, необходимо умножить на коэффициент 1,03 (см. табл. 1) и на 0,99 (см. табл. 2). Новая норма будет равна 8,36 катушки (8,20 X 1,03 X 0,99).
Чтобы дифференцировать нормы расхода ниток по отдельным операциям сборки заготовок то>го или иного вида обуви, следует пользоваться расчетной формулой:

где Ршн — расход швейных ниток на 100 пар заготовок в катушках по 200 м;
Побр — периметр строчек заготовки на пару обуви в см;
Кст — количество стежков в 1 см строчки;
Т — толщина скрепляемых материалов в см.
При строчке «зиг-заг» расчет производят по приведенной формуле с умножением на 4, а для обметочного шва расчет ведут по уравнению:

Удельное значения верхней и нижней нитки в строчке равно соответственно 65% и 35%.
Схема расчета расхода швейных ниток следующая: подбираются копии оригиналов шаблонов моделей обуви средневзвешенного номера. Если средневзвешенный номер не целое число, то будущую длину строчки уменьшают или увеличивают с учетом величин Ипер = √Ипл,
где Ипер -относительное изменение периметра крепления при переходе от полноты к полноте или от размера к размеру обуви, в %;
Ипл — относительное изменение площади модели при переходе от полноты к полноте или от размера к размеру обуви (см. табл. 7. Указаний по применению и разработке норм расхода кожматериалов, искусственной кожи и текстиля на детали верха, низа и подкладки обуви, утвержденных Минлегпромом СССР 20 апреля 1970 года).
Пример 1. Надо определить периметр строчки заготовки для женских ботинок 24,3 средневзвешенного номера. Если бы номера обуви различались на один номер, то поправка в процентах составила:
При разнице в 3 /5 номера величина поправки составит 1,78 X 3 /5 = 1,07%. Следовательно, периметр строчки заготовки номера 24,0 надо увеличить на 1,07%, чтобы получить периметр строчки 24,3 номера.
Для этого на белой бумаге типа полуватман вычерчивают контур каждой детали, входящей в комплект модели (№ 24), остроотточенным жестким карандашом (острие карандаша должно касаться при обводе края модели, соприкасающегося с ватманом);
— на зарисованных моделях отмечают края их в готовой обуви (уменьшают края модели на величину припуска под загибку, выворотку);
— в соответствии с действующими технологиями производства обуви отмечают линии скрепления деталей в обуви (зарисовывают все строчки, которые будут произведены на детали);
— с помощью курвиметра измеряют периметры строчек по каждой технологической операции. Количество измерений — не меньше двух;
— на основании нормативов толщины скрепляемых материалов и количества стежков в 1 см строчки рассчитывает расход швейных ниток по приведенной выше формуле;
— вычисляют поправочный коэффициент для различных номеров ниток и иголок;
— суммируют дополнительные потери ниток для завязывания концов и из-за отсутствия процесса непрерывной строчки (под непрерывной строчкой понимается процесс, при котором строчится одна деталь за другой) для тех технологических операций, в которых они предусматриваются.
В том случае, если при строчке на швейной машине с катушки и шпульки подаются нитки разного номера, в подсчитанный по формуле расход, ниток вносят поправку на применение другого номера иглы и полученную величину умножают на 0,65 и 0,35 (удельное значение верхней и нижней нитей в строчке), после чего делают соответствующие поправки на номер ниток.
Пример 2. Для строчки канта .кирзовых сапог применяются нитки при игле № 150: с катушки — № 1 и со шпульки — № 3.
Рассчитывают по формуле сначала потребность в нитках № 30 при игле № 85, зная при этом, что периметр строчки канта на одну полупару сапог равен 84 см, толщина шва — 3,0 мм, количество стежков в 1 см — 3.
Она составляет Ршн = 1,34 катушки по 200 м.
Согласно табл. 2 делают поправку на применение игл № 150.
Затем умножают 1,246 соответственно на 0,65 и 0,35, после чего, согласно табл. 1, делают поправку на номер нитки, а именно:
Источник