- Приложение N 1. III. Нормы расхода смазочных материалов (п. 16)
- Информация об изменениях:
- Информация об изменениях:
- 5.3. Пластичные смазочные материалы (особенности, способы подачи и контроля)
- Системы смазывания:
- Условия заполнения подшипника пластичной смазкой:
- Ограничения при работе смазочных систем:
- Расчёт основных параметров систем пластичной смазки
- Производительность дозирующего питателя рассчитывают по формуле:
- Определение количества смазки
- Объём пластичной смазки (см 3 ) для заправки в подшипниковый узел:
- Количество смазки для периодического добавления через время h, ч:
- Периодичность смазывания
- Стационарные корпуса и точки смазывания
- Централизованные системы пластичной смазки
- Петлевые системы
- Конечные системы
- Работа питателей
Приложение N 1. III. Нормы расхода смазочных материалов (п. 16)
Информация об изменениях:
Распоряжением Минтранса России от 14 июля 2015 г. N НА-80-р в главу III внесены изменения
Приложение N 1
(с изменениями от 14 июля 2015 г.)
III. Нормы расхода смазочных материалов
Нормы расхода смазочных материалов на автомобильном транспорте предназначены для оперативного учета, расчета удельных норм расхода масел и смазок при обосновании потребности в них для предприятий, эксплуатирующих автотранспортную технику.
Нормы эксплуатационного расхода смазочных материалов (с учетом замены и текущих дозаправок) установлены из расчета на 100 л от общего расхода топлива, рассчитанного по нормам для данного автомобиля. Нормы расхода масел установлены в литрах на 100 л расхода топлива, нормы расхода смазок — в килограммах на 100 л расхода топлива.
Нормы расхода масел увеличиваются до 20% для автомобилей после капитального ремонта и находящихся в эксплуатации более пяти лет.
Расход смазочных материалов при капитальном ремонте агрегатов автомобилей устанавливается в количестве, равном одной заправочной емкости системы смазки данного агрегата.
Расход тормозных, охлаждающих и других рабочих жидкостей определяется в количестве и объеме заправок и дозаправок на один автомобиль в соответствии с рекомендациями заводов-изготовителей, инструкциями по эксплуатации и т.п.
Значения норм расхода смазочных материалов для АТС рекомендуется устанавливать на основании химмотологической карты смазки автомобиля или по рекомендациям завода-изготовителя. При отсутствии данных из вышеперечисленных источников рекомендуется устанавливать значения норм расхода смазочных материалов, приведенных в приложении N 1.
16. Индивидуальные эксплуатационные нормы расхода масел (в литрах) и смазок (в кг) на 100 л общего расхода топлив автомобилем, не более
Информация об изменениях:
Распоряжением Минтранса России от 14 июля 2015 г. N НА-80-р в подпункт 16.1 внесены изменения
Источник
5.3. Пластичные смазочные материалы (особенности, способы подачи и контроля)
Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
Системы смазывания:
- Закладная смазка в корпус подшипника.
- Периодическое смазывание при помощи шприца.
- Смазывание при помощи ручных станций.
- Централизованные системы смазывания.
Условия заполнения подшипника пластичной смазкой:
- Правильное количество смазки.
- Правильный способ закладки.
- Правильный сорт и качество смазки.
- Правильные интервалы повторного смазывания.
Ограничения при работе смазочных систем:
- Как долго смазка сохраняет работоспособность.
- Как заменять отработанную смазку.
Расчёт основных параметров систем пластичной смазки
Оптимальные условия подачи смазочного вещества, его количество и периодичность подачи определяют при эксплуатации путём подбора. Для ориентировочного расчёта потребности в смазке на металлургических заводах используют формулу:
где q – количество смазки (см 3 ), которое следует подавать ежечасно на 1 м 2 трущейся поверхности узла трения; 11 – минимальная норма расхода смазки для подшипников диаметром до 100 мм при частоте вращения, не превышающей 100 об./мин.; К1 – коэффициент, учитывающий зависимость расхода смазки от диаметра подшипника: К1 = 1 + 4 × (d – 100) × 10 –3 – подшипники скольжения, К1 = 1 + (d – 100) × 10 –3 – подшипники качения; К2 – коэффициент, учитывающий зависимость расхода смазки от частоты вращения подшипника К2 = 1 + 4 × (n – 100) × 10 –3 ; К3 – коэффициент, учитывающий качество трущихся поверхностей на норму расхода смазки (при хорошем качестве (суммарная площадь повреждений не превышает 5%) К3 = 1, при удовлетворительном К3 = 1,3; К4 – коэффициент, учитывающий рабочую температуру подшипника (при температуре ниже 75 °С К4 = 1, при рабочей температуре 75…150 °С К4 = 1,2); К5 – коэффициент, учитывающий нагруженность подшипника (при номинальной нагрузке К5 = 1, при превышении проектного значения К5 = 1,1).
Производительность дозирующего питателя рассчитывают по формуле:
где Vn – требуемый объём смазки, который должен подать питатель за один ход плунжера, см 3 , при заданном режиме смазывания (периоде между двумя последовательными подачами) Т, ч; F – площадь трущейся поверхности подшипника (D × B), м 2 .
Иногда появляется необходимость увеличения или уменьшения расчётной величины производительности дозирующего питателя. В большинстве случаев такое несовпадение зависит от причин, которые в расчёте учесть невозможно:
- неудачная конструкция уплотнений;
- большое количество воды;
- попадающей на узел трения и вымывающей смазку;
- неудачное расположение смазочных канавок;
- сорт смазки, не соответствующий температурным и нагрузочным условиям работы узла.
Эти причины вызывают увеличение, по сравнению с расчётным, типоразмера питателя. Наоборот, меньшая скорость работы машины, более лёгкий режим, хорошо работающее уплотнение ведут к уменьшению запроектированного типоразмера питателя.
Определение количества смазки
Необходимые и достаточные дозы пластичной смазки, расходуемые на первоначальное заполнение корпуса подшипника и на периодическое пополнение, регламентируются данными, приведенными в таблице 5.3. Объём смазки должен занимать 40…60% свободного пространства корпуса подшипника. В корпусе подшипника должно быть свободное пространство для выдавливания смазочного материала. Если машина работает без повышенных вибраций, этот объём можно увеличить до 80% при условии применения литиевых смазок. Если машина работает с большими вибрациями, то максимальный объём смазки – 60% свободного пространства подшипника.
Таблица 5.3 – Количество смазки на единовременное заполнение корпуса подшипника и для периодического добавления
| Количество смазки, г, необходимое для единовременного заполнения корпуса подшипника качения для | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| фланцев прижимных | крышек с уплотняющим войлочным кольцом | разъёмных фланцев корпуса | |||||||||
| мелких | глубоких | ||||||||||
| при использовании подшипников серии | |||||||||||
| 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 |
| 175 | 280 | 425 | 263 | 420 | 637 | 315 | 503 | 765 | 685 | 1090 | 1660 |
| 199 | 310 | 486 | 299 | 465 | 730 | 358 | 557 | 875 | 775 | 1210 | 1895 |
| 224 | 362 | 525 | 336 | 543 | 788 | 403 | 650 | 945 | 875 | 1410 | 2050 |
| 279 | 455 | 663 | 418 | 683 | 1000 | 585 | 955 | 1395 | 1170 | 1910 | 2790 |
| 318 | 532 | 817 | 476 | 795 | 1225 | 667 | 1120 | 1720 | 1370 | 2230 | 3430 |
| 360 | 615 | 987 | 540 | 922 | 1480 | 755 | 1290 | 2070 | 1470 | 2580 | 4150 |
| 429 | 704 | 1100 | 645 | 1055 | 1650 | 900 | 1475 | 2350 | 1800 | 2960 | 4630 |
| Диаметр внутренний, мм | Единовременный расход смазки для периодического добавления при использовании подшипников серии | ||||
|---|---|---|---|---|---|
| 200 | 300 | 400 | 500 | 600 | |
| 90 | 2,4 | 4,1 | 6,1 | 3,2 | 6,0 |
| 95 | 2,7 | 4,5 | 6,1 | 3,9 | 6,7 |
| 100 | 3,1 | 5,1 | 7,3 | 4,1 | 7,8 |
| 110 | 3,8 | 6,0 | 9,1 | 5,3 | 9,6 |
| 120 | 4,3 | 7,2 | 11,2 | 6,7 | 11,2 |
| 130 | 4,6 | 8,1 | 13,3 | 7,4 | 13,0 |
| 140 | 5,3 | 9,3 | 14,8 | 8,5 | 15,0 |
Объём пластичной смазки (см 3 ) для заправки в подшипниковый узел:
где D0 – средний диаметр подшипника, см; В – ширина радиального подшипника или высота упорного подшипника, см; f – коэффициент заполнения, зависящий от внутреннего диаметра подшипника d:
| d, мм | 200 | |||||
|---|---|---|---|---|---|---|
| f | 0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
Для подшипников качения с dВН > 140 мм количество смазки для заполнения корпуса подсчитывают по формуле:
где Qз – количество смазки, необходимое для заполнения корпуса, г; В – ширина подшипника, мм; D – наружный диаметр подшипника, мм; d – внутренний диаметр подшипника, мм.
Количество смазки для периодического добавления через время h, ч:
Q = 0,005 × D × B г.
Периодичность смазывания
При нормальных условиях эксплуатации полную перезарядку подшипников осуществляют через 4…6 месяцев работы, при тяжёлых условиях эксплуатации – через 2…3 месяца. Повышение температуры на 15 °С требует подачи смазки вдвое чаще.
Время h (ч) между очередными добавлениями порций пластичной смазки при нормальных условиях эксплуатации (при отсутствии утечек, нормальной температуре узла, надлежащем качестве смазки), в зависимости от диаметра d отверстия подшипника и частоты вращения n, может быть ориентировочно определено по графикам (рисунок 5.4).
Рисунок 5.4 – Графики для определения периода между очередным добавлением пластичной смазки для подшипников:
а) радиальных (кроме роликовых сферических двухрядных);
б) радиальных сферических двухрядных и упорных
Стационарные корпуса и точки смазывания
Если установлен двухрядный подшипник и есть отверстие для смазки, то смазочный материал следует подавать в подшипник по центру. Необходимо предусмотреть отверстие для выхода отработанного смазочного материала.
Централизованные системы пластичной смазки
По принципу работы централизованные автоматические системы смазки делят на два типа: петлевые системы и конечные системы.
Петлевые системы целесообразно применять в тех случаях, когда смазываемые машины расположены близко одна от другой или требуется обслуживать отдельную машину, нуждающуюся в частой подаче смазки, при необходимости на ответвлениях от главной магистрали устанавливать вентили для отключения от смазочной системы механизмов, требующих более редкой подачи смазки, чем основные группы оборудования.
Конечные системы наиболее целесообразно применять при линейном расположении смазываемых агрегатов и механизмов на участках большой длины.
Петлевые системы
Приведенная на рисунке 5.5 схема централизованной системы пластичной смазки петлевого типа состоит из оборудования, аппаратуры, контрольно-измерительных приборов и трубопроводов (магистрали I и II – основные линии подачи смазки, магистрали Iа и IIа – обратные линии для переключения распределителя и возврата смазки в резервуар при достижении в системе максимального рабочего давления):
- Двухлинейная смазочная станция, включая плунжерный насос.
- Резервуар.
- Заправочный клапан.
- Заправочный насос.
- Электродвигатель.
- Конечный выключатель.
- Реверсивный золотниковый распределитель с гидравлическим управлением.
- Сетчатый фильтр.
- Самопишущий манометр – для контроля работы смазочной системы.
- Отводы.
- Питатели.
- Трубопроводы от питателей к смазываемым точкам.
- Питатели, подключенные к продолжению магистральных трубопроводов за участком соединения с возвратными магистралями Iа и IIа.
- Золотник линейного распределителя с электрическим управлением, сблокированный с прибором управления – для переключения мазевого потока в отводах.
- Питатели для узлов с увеличенным периодом между поступлениями смазки.
- Пароподводящая магистраль – для обогрева мазепроводов (смазочная система работает удовлетворительно только при температуре не ниже 15 °С).
- Питатели, обслуживающие смазываемые точки независимо от автомата.
- Четырёхходовой кран.
- Командный прибор (прибор управления) – включение станции через определённые промежутки времени.
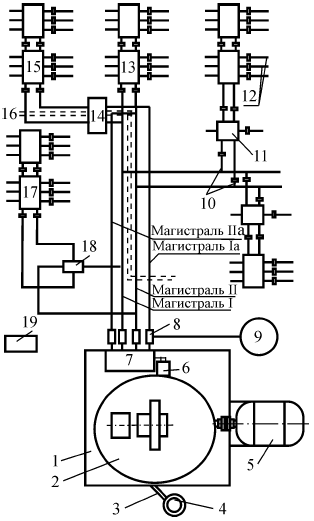
Рисунок 5.5 – Схема централизованной автоматической петлевой системы густой смазки
Недостатком петлевых систем является большая протяжённость магистральных трубопроводов из-за наличия обратных линий. Преимуществом можно считать более лёгкую наладку станции благодаря отсутствию конечного выключателя в конце магистрали и большую надёжность её работы.
Конечные системы
Конечные системы пластичной смазки отличаются устройством распределителя и наличием клапана давления, а также электрическими схемами и электрооборудованием (рисунок 5.6):
- Смазочная станция.
- Резервуар.
- Заправочный насос.
- Заправочный клапан.
- Электродвигатель и плунжерный насос.
- Командный прибор, включающий станцию через заданные интервалы времени.
- Самопишущий манометр.
- Сигнальная лампа.
- Сирена – включается при слишком длительной работе или несвоевременном пуске станции.
- Клапан давления, соединённый с конечным выключателем, установлен в конце наиболее длинного ответвления магистрали.
- Питатели.
- Магистральные трубопроводы.
- Трубопроводы, подающие смазки к узлам трения.
- Распределитель с электрическим управлением.
- Сетчатые фильтры.
- Электромагниты распределителя.
- Линейные распределители с электрическим управлением – для периодического отключения от системы группы точек, которые не требуют подачи смазки при каждом цикле работы станции.
Системы конечного типа применяют для смазки оборудования, расположенного линейно на участках большой протяжённости, что характерно для металлургического оборудования. В конечных системах более простая разводка труб главной магистрали, так как не требуется вводить обратные линии, необходимые при петлевой системе.
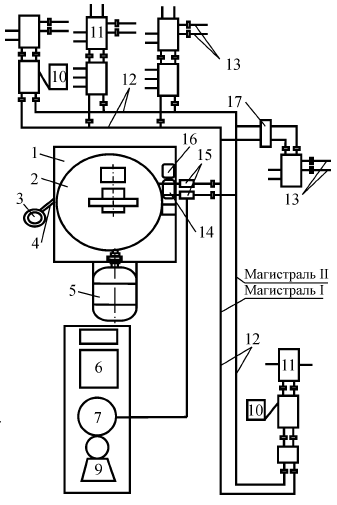
Рисунок 5.6 – Конечная система централизованной смазки
Работа питателей
Работа питателей происходит следующим образом (рисунок 5.7):
- положение I – смазка, поступающая под давлением по магистрали А, опускает золотник 2, открывая при этом верхний косой канал 4;
- положение II – пройдя через канал 4, смазка заставляет опускаться поршень 3, при этом смазочный материал из пространства под поршнем выдавливается по каналу 5 к узлу трения;
- положение III – смазка поступает по магистрали Б и золотник 2 перемещается вверх;
- положение IV – пройдя через нижний косой канал, смазка заставляет поршень 3 подняться вверх, при этом смазочный материал из пространства над поршнем выдавливается по каналу 5 к узлу трения.
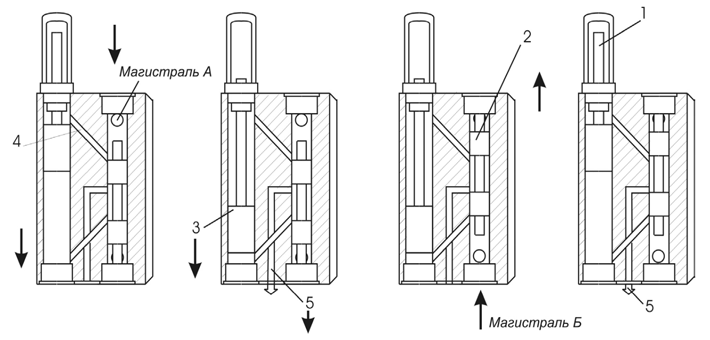
Рисунок 5.7 – Этапы работы питателей
Штоки-указатели 1 всех питателей должны всегда занимать одинаковое положение: быть либо приподнятыми, либо опущенными вниз до упора. Питатели, не сработавшие в течение трёх последовательных циклов нагнетания, подлежат ремонту или замене. Разработку и замену вышедших из строя питателей при подаче смазки автоматической станцией проводить только после переключения станции на ручное управление.
Источник