- 4.2. Ремонтные нормативы
- Читайте также
- Ремонтные вопросы
- Ремонтные мастерские и лаборатории
- Полевые ремонтные мастерские
- Полевые ремонтные мастерские
- Полевые ремонтные мастерские
- Полевые ремонтные мастерские
- Полевые ремонтные мастерские
- Полевые ремонтные мастерские
- РЕМОНТНЫЕ И РЕМОНТНО-ЭВАКУАЦИОННЫЕ МАШИНЫ
- 4.2. Ремонтные нормативы
- Часть II ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ
- 14.2. Нормативы периодичности технического обслуживания
- Часть III ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ТЕПЛОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ
- Нормативы контроля качества вод
- Во «Внуково» ремонтные работы
- 9.13. Разрядные нормативы
- Нормы времени при ремонте технологического оборудования
- 1. Общая часть
- 2. Организация труда
4.2. Ремонтные нормативы
4.2. Ремонтные нормативы
4.2.1. К числу основных ремонтных нормативов, необходимых для планирования и проведения ремонтов энергетического оборудования относятся периодичность, продолжительность и трудоемкость текущего и капитального ремонта.
Периодичность ремонта
4.2.2. Периодичность ремонта – интервал наработки энергооборудования в часах между окончанием данного вида ремонта и началом последующего такого же ремонта или другого ремонта большей (меньшей) сложности.
4.2.3. Наработка энергетического оборудования измеряется количеством отработанных часов (машиночасов). Учет работы в часах на предприятии ведется только по основному оборудованию (котлы, турбины, электрические печи, блоки разделения воздуха и т. п.). Наработка неосновного оборудования учитывается по наработке основного оборудования, работу которого оно обеспечивает.
4.2.4. Периодичность остановок оборудования на текущий и капитальный ремонты принимается на основе показателей надежности оборудования и определяется сроками службы и техническим состоянием агрегатов и узлов оборудования.
4.2.5. Периодичность капитального ремонта определяет длительность ремонтного цикла энергетического оборудования, в течение которого выполняются в определенной последовательности в соответствии с требованиями НТД все установленные виды ремонта. В частном случае началом отсчета ремонтного цикла может быть начало эксплуатации оборудования.
4.2.6. Периодичность остановок оборудования на текущий и капитальный ремонт принята в машино-часах работы и увязана с календарным планированием (месяц, год). При непрерывной трехсменной работе максимальная наработка энергооборудования в месяц составляет 720 ч, в год – 8640 ч.
4.2.7. В зависимости от условий работы и с учетом технического состояния оборудования допускаются отклонения от нормативной периодичности ремонта:
± 20 % – для текущего ремонта;
± 15 % – для капитального ремонта.
Отклонения более указанных или замена одного вида ремонта другим допускаются только по решению руководителя энергослужбы предприятия.
Продолжительность ремонта
4.2.8. Продолжительность ремонта – регламентированный интервал времени (в часах) от момента вывода энергетического оборудования из эксплуатации для проведения планового ремонта до момента его ввода в эксплуатацию в нормальном режиме.
4.2.9. Продолжительность простоя оборудования в ремонте включает в себя время на подготовку оборудования к ремонту, собственно на ремонт, на пуск и опробование отремонтированного оборудования.
4.2.10. Продолжительность ремонта для энергетического оборудования рассчитывается исходя из максимально возможного количества ремонтников, одновременно задействованных на ремонте единицы энергооборудования.
4.2.11. Началом ремонта энергооборудования считается время отключения его от энергетических сетей или вывода его в ремонт из резерва после разрешения руководства энергетической службы предприятия.
4.2.12. Окончанием ремонта считается включение оборудования под нагрузку для нормальной эксплуатации (или вывода его в резерв) после испытания под нагрузкой в течение 24 ч.
Испытания под нагрузкой в продолжительность ремонта не входят, если в процессе испытания отремонтированное энергооборудование работало нормально.
4.2.13. При модернизации оборудования продолжительность выполнения капитального ремонта увеличивается на время, необходимое для выполнения объема работ по модернизации.
4.2.14. На предприятиях, где фактическая продолжительность ремонта меньше, чем предусмотрено нормативами, ремонтные работы должны планироваться по достигнутым показателям. При этом не должно допускаться снижение качества ремонта или выполнение ремонтных работ в неполном объеме.
4.2.15. При ремонте энергокомплекса (агрегата) продолжительность ремонта устанавливается по наиболее сложному оборудованию, имеющему максимальную продолжительность ремонта. Если ремонт энергокомплекса не вызывает ограничения потребителей и не снижает надежности энергоснабжения, то продолжительность его ремонта может быть установлена исходя из условия наиболее рациональной загрузки ремонтного персонала.
Трудоемкость ремонта
4.2.16. Трудоемкость ремонта – трудозатраты на проведение одного ремонта данного вида, выраженные в человеко-часах.
Нормативы трудоемкости даны на полный перечень ремонтных работ, включая подготовительно-заключительные работы, непосредственно связанные с проведением ремонта, приведенные к четвертому разряду работ по шестиразрядной сетке. Они установлены как средние величины и предназначены для ориентировочного расчета объема ремонтных работ и необходимого количества ремонтников на предстоящий ремонт, но не могут служить основанием для оплаты труда ремонтного персонала.
4.2.17. Нормативные значения трудоемкости приняты исходя из следующих организационно-технических условий проведения ремонта:
в период, предшествующий остановке оборудования на ремонт, производится максимально возможный объем подготовительных работ;
как при текущем, так и при капитальном ремонтах широко практикуется замена неисправных агрегатов, узлов и изношенных деталей на исправные вместо их восстановления непосредственно на оборудовании;
максимально используются грузоподъемные и транспортирующие средства, специализированный инструмент и другие средства механизации тяжелых и трудоемких работ.
4.2.18. Нормативная трудоемкость учитывает труд слесарей, станочников, монтажников, электрогазосварщиков, газорезчиков и ремонтников других специальностей, а также оперативного и оперативно-ремонтного персонала, привлекаемого для проведения подготовительно-заключительных и ремонтных работ.
Нормативная трудоемкость охватывает следующие работы и операции:
подготовительные операции, непосредственно связанные с проведением ремонта энергооборудования, в том числе выполнение мероприятий, предусмотренных правилами промышленной и пожарной безопасности;
все виды ремонтных работ со строповкой, перемещением агрегатов, узлов и деталей в пределах помещения, где выполняется ремонт;
разборку (и сборку) энергооборудования на агрегаты, приборы, узлы и детали с последующей дефектовкой;
замену неисправных агрегатов, узлов, приборов и изношенных деталей;
разборку (и сборку) отдельных агрегатов и узлов с заменой деталей и выполнением необходимых ремонтных операций; станочные работы;
разборочно-сборочные, обмуровочные, теплоизоляционные, пропиточные, сварочные, слесарно-пригоночные, регулировочные и другие слесарные работы;
Нормативами трудоемкости учтено также время на регламентированный отдых и личные надобности ремонтного персонала в период выполнения ремонта.
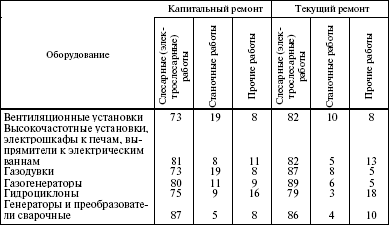
4.2.19. Ориентировочная трудоемкость станочных работ по изготовлению и восстановлению деталей определяется на основании численных значений станочных работ в структуре трудозатрат на ремонт оборудования (табл. 4.1.).
4.2.20. Практика восстановления и изготовления деталей в ремонтно-механических цехах производственных предприятий показывает, что их качество в 1,5–2,0 раза ниже, чем на машиностроителных заводах. Во всех случаях целесообразно ориентироваться на приобретение деталей у заводов – изготовителей основного оборудования.
Структура трудозатрат на ремонт оборудования, %


4.2.10. В зависимости от объема приобретения запасных частей (из различных источников), оснащенности собственных механических цехов и других факторов трудоемкость станочных работ может быть изменена. Для этого ОГЭ представляет на утверждение главному инженеру необходимые расчеты.
4.2.11. Нормативы трудоемкости установлены применительно к ремонту оборудования, не исчерпавшего нормативный срок службы, при выполнении ремонтных работ в оборудованных помещениях и в нормальных температурных условиях.
При выполнении ремонтных работ в условиях, отличных от указанных, нормативы трудоемкости уточняются в соответствии с приведенными ниже коэффициентами (k):
Условия проведения ремонта k
В полевых условиях (в карьерах, разрезах), на открытых и неприспособленных площадках 1,20
При температуре окружающей среды, °С:
от + 5 до —10 и выше +30 1,10
от —11 до —20 и выше +40 1,25
Для оборудования, срок службы которого превысил нормативный:
на 10–30 % 1,10 31–60 % 1,20
4.2.22 Приведенные нормативы трудоемкости являются максимально допустимыми (с учетом поправочных коэффициентов). На предприятиях, достигших более прогрессивных значений трудоемкости при соблюдении технологии ремонта, трудоемкость ремонта планируется по достигнутым показателям.
4.2.23. Отделы труда и заработной платы предприятий должны периодически проверять соответствие фактических трудозатрат нормативным и вносить предложения о необходимости их уточнения.
4.2.24. При отсутствии в нормативных разделах Справочника (части II и III) оборудования с технической характеристикой, полностью соответствующей данному оборудованию, допускается пользоваться ремонтными нормативами на оборудование того же наименования и типа с наиболее близкой к искомому технической характеристикой.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Ремонтные вопросы
Ремонтные вопросы Я недавно приобрел дизельный «Фольксваген». У него одна проблема: двигатель заводится не сразу, а спустя несколько секунд. Я уже заменил свечи и аккумуляторную батарею, но проблема не исчезла. Что делать?В данном случае не нужно ничего делать. В
Ремонтные мастерские и лаборатории
Ремонтные мастерские и лаборатории ПРМ-54 – армейская подвижная ремонтная мастерская, разработанная для монтажа на два автомобиля ЗИС-150 со специальными деревометаллическими кузовами-фургонами ПМ-О-КУ и расчетом из восьми человек. На вооружение принята в 1954 году.
Полевые ремонтные мастерские
Полевые ремонтные мастерские Самыми распространенными надстройками на шасси ЗИС-151 являлись всевозможные мастерские для проведения технического обслуживания и ремонта военной техники и различного оборудования в полевых условиях. Поначалу их оборудование
Полевые ремонтные мастерские
Полевые ремонтные мастерские ВАРЭМ-3Д – облегченная войсковая автомобильная ремонтно-эксплуатационная мастерская на шасси ЗИЛ-157 для обслуживания и ремонта автотехники в полевых условиях. Первоначально ее оборудование размещалось в каркасно-металлических фургонах
Полевые ремонтные мастерские
Полевые ремонтные мастерские МРХТО-53 – специализированная полевая мастерская на шасси ЗИЛ-130-76 или ЗИЛ-130-80. Принята на вооружение в июне 1981 года. Выпускалась на 111 заводе в Брянске. Размещалась в типовом кузове-фургоне К-66У2 грузоподъемностью 3,2 т с боковыми и верхними
Полевые ремонтные мастерские
Полевые ремонтные мастерские К необъятному семейству всевозможных средств обслуживания и ремонта в полевых условиях различных видов автомобильной, бронетанковой и инженерной техники, их агрегатов и вооружения относились многочисленные автономные универсальные и
Полевые ремонтные мастерские
Полевые ремонтные мастерские В течение неполных десяти лет изготовления автомобиля КамАЗ-4310 на его шасси с кузовами К-4310 и КМ-4310 был создан обширный набор всевозможных средств технического обслуживания и ремонта в полевых условиях, которые объединялись в комплекты
Полевые ремонтные мастерские
Полевые ремонтные мастерские Наличие более мощного полноприводного шасси «Урал-43203» позволило приступить к развертыванию на нем обширного комплекса всевозможных подвижных средств различного назначения для диагностики, обслуживания и ремонта военной техники в
РЕМОНТНЫЕ И РЕМОНТНО-ЭВАКУАЦИОННЫЕ МАШИНЫ
РЕМОНТНЫЕ И РЕМОНТНО-ЭВАКУАЦИОННЫЕ МАШИНЫ В 1941 году был выпущен бронированный самоходный кран «2599» («Ри-ки») для ремонта на поле боя машин весом до 12 т. Танк имел специально разработанную ходовую часть с опорными катками малого диаметра. Подвеска каждого борта
4.2. Ремонтные нормативы
4.2. Ремонтные нормативы 4.2.1. К числу основных ремонтных нормативов, необходимых для планирования и проведения ремонтов энергетического оборудования относятся периодичность, продолжительность и трудоемкость текущего и капитального ремонта.Периодичность ремонта4.2.2.
Часть II ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ
Часть II ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ В состав электротехнического оборудования включены: электрические машины, силовые трансформаторы, электрические
14.2. Нормативы периодичности технического обслуживания
14.2. Нормативы периодичности технического обслуживания 14.2.1. Полный срок службы (ресурс) устройств РЗА составляет: для устройств РЗА на электромеханической элементной базе – 25 лет (216 000 ч);для устройств РЗА на микроэлектронной базе – 12 лет (103 680 ч).Эксплуатация устройств
Часть III ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ТЕПЛОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ
Часть III ТИПОВАЯ НОМЕНКЛАТУРА РЕМОНТНЫХ РАБОТ, РЕМОНТНЫЕ НОРМАТИВЫ, НОРМЫ РАСХОДА МАТЕРИАЛОВ И ЗАПАСНЫХ ЧАСТЕЙ НА РЕМОНТ ТЕПЛОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ В состав теплотехнического оборудования включены: котлы, котельно-вспомогательное и паросиловое оборудование,
Нормативы контроля качества вод
Нормативы контроля качества вод Нормирование качества питьевой воды становится с годами более скрупулезным и включает новые показатели. Число нормируемых химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового назначения до 1954 года
Во «Внуково» ремонтные работы
Во «Внуково» ремонтные работы С 15 апреля в московском аэропорту «Внуково» закрыты на реконструкцию взлетнопосадочная полоса № 1 (ВПП-1, она же ВПП 06/24) и место пересечения ВПП-1 и ВПП-2 (ВПП 01/19) — «большая крестовина». В связи с реконструкцией крестовины (срок проведения
9.13. Разрядные нормативы
9.13. Разрядные нормативы Мастер спорта – занять 1-е место или дважды 2-е место в течение трех лет на чемпионате Вооруженных Сил СССР,или2-е место на чемпионате Вооруженных Сил СССР, при этом иметь не менее половины первых мест во всех видах программы,или1-е место на
Источник
Нормы времени при ремонте технологического оборудования
Укрупненные типовые нормы времени на работы по ремонту металлорежущего оборудования (по видам ремонта)
____________________________________________________________________
Фактически утратили силу в связи с истечением срока действия
____________________________________________________________________
Укрупненные типовые нормы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 10 сентября 1984 года N 263/17-20 и рекомендуются для применения в условиях ремонтно-механических цехов предприятий и мастерских отраслей народного хозяйства независимо от их ведомственной подчиненности. Постановлением Госкомтруда СССР и Секретариата ВЦСПС от 12 сентября 1989 года N 309/18-98 срок действия данных норм установлен до 1995 года.
Сборник содержит нормы времени на капитальный, средний и текущий ремонты токарно-винторезных, токарно-револьверных, вертикально-сверлильных, консольно-фрезерных, плоскошлифовальных, круглошлифовальных, горизонтально-расточных, зубофрезерных, зубодолбежных, продольно-фрезерных, продольно-строгальных станков.
Нормы времени разработаны Государственным проектно-конструкторским и технологическим институтом по модернизации, автоматизации, ремонту металлорежущих станков и техническому обслуживанию металлообрабатывающего оборудования с программным управлением главного управления «Главстанкоремналадка» Министерства станкостроительной и инструментальной промышленности СССР совместно с Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организации и предприятий Министерства станкостроительной и инструментальной промышленности СССР, Министерства электротехнической промышленности СССР, Министерства автомобильного и сельскохозяйственного машиностроения СССР, Министерства радиопромышленности СССР, Министерства химического и нефтяного машиностроения СССР, Министерства судостроительной промышленности СССР, Министерства приборостроения, средств автоматизации и систем управления СССР, Министерства оборонной промышленности СССР, Министерства общего машиностроения СССР, Министерства промышленности средств связи СССР.
В конце сборника помещен бланк отзыва, который заполняется предприятием (организацией) и направляется в адрес ЦБНТ: 109028, Москва, ул.Солянка, д.3, строение 3.
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих изданиях публикуется в Аннотированных тематических планах выпуска литературы издательства «Экономика» и Книготорговых бюллетенях.
1. Общая часть
1.1. Укрупненные типовые нормы времени на работы по ремонту металлорежущего оборудования (по видам ремонта) рекомендуются для применения на предприятиях отраслей народного хозяйства независимо от их ведомственной подчиненности.
Нормы времени предназначены для нормирования труда рабочих, занятых ремонтом металлорежущих станков при сдельной системе оплаты труда, и установления нормированных заданий.
Укрупненные типовые нормы времени могут быть использованы при расчете комплексных норм при внедрении бригадной формы организации и стимулирования труда в соответствии с Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987).
В настоящий сборник включены нормы времени на капитальный, средний и текущий ремонты для 87 моделей одиннадцати групп металлорежущих станков. Токарно-винторезная: 1616, 1М61, 1А616, 1М616, 1А62, 1К62, 1К625, 1Д63, 1М63, 163; токарно-револьверная: 1325, 1318, 1338, 135, 1П318, 1М36, 1340, 1П365, 1365, 1К37; вертикально-сверлильная: 2118, 2Н118, 2А125, 2Н125, 2А135, 2Н135, 2А150; консольно-фрезерная: 6М80, 6Н10, 6Н81, 6М82Г, 6П12, 6М82, 6Н82, 6Н12П, 6М83, 6Н83Ш; плоскошлифовальная: 371Н, 372Б, 373, 3Б756, 3171, 3А741, 3722, 3Б722, 3Д725, 3Б724; круглошлифовальная: 310, 3Б153У, 3А151, 3А161, 3У131, 3А164, 3164; горизонтально-расточная: 2620В, 2622В, 2620Г, 2636Г, 2636, 2А635, 2Е656, 2657, 2Б660; зубофрезерная: 5302П, 530П, 5К301, 5310А, 5К32, 5328, 5В375, 5363; зубодолбежная: 5111, 5122В, 5140, 5М14, 5В150, 5М150, 5А150, 5В161; продольно-фрезерная: 6305, 6642, 6608, 6610; продольно-строгальная: 7110, 7134, 7210, 7216.
Ниже приводится типовой состав работ по видам ремонта.
Капитальный ремонт: проверка точности перед разборкой; измерение износа трущихся поверхностей перед ремонтом базовых деталей; полная разборка станка и всех его сборочных единиц, промывка, протирка и осмотр их; дефектация всего станка; замена и восстановление изношенных деталей; ремонт систем смазки, охлаждения и гидравлики; шлифование или шабрение всех направляющих плоскостей; ремонт или замена оградительных устройств, установленных в соответствии с правилами техники безопасности, и устройства для защиты обработанных поверхностей станка от стружки и абразивной пыли; сборка всех сборочных единиц станка, проверка правильности их взаимодействия. Шпаклевка и окраска всех внутренних и наружных поверхностей по техническим условиям. Обкатка на холостом ходу на всех скоростях и подачах. Проверка плавности работы кинематической схемы и ее испытание под нагрузкой.
Средний ремонт: частичная разборка станка, промывка, протирка, осмотр деталей разобранных сборочных единиц и очистка от грязи неразобранных; уточнение предварительно составленной ведомости дефектов; замена или восстановление изношенных сборочных единиц и деталей; проверка и зачистка неизношенных деталей, оставляемых в механизмах станка; ремонт насосов и систем смазки, охлаждения и гидравлики; контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый; ремонт или замена оградительных устройств, установленных в соответствии с правилами техники безопасности, и устройства для защиты обработанных поверхностей станка от стружки и абразивной пыли; сборка отремонтированных сборочных единиц; проверка правильности взаимодействия всех механизмов станка. Окраска наружных нерабочих поверхностей станка. Обкатка на холостом ходу на всех скоростях и подачах. Проверка плавности работы кинематической схемы и ее испытание под нагрузкой.
Текущий ремонт: частичная разборка станка, подетальная разборка двух-трех сборочных единиц, подверженных наибольшему износу и загрязнению; вскрытие крышек и люков для внутреннего осмотра и промывки остальных сборочных единиц; протирка всей машины; продувка сжатым воздухом; осмотр, промывка деталей разобранных сборочных единиц базовых плоскостей и направляющих; составление или уточнение предварительно составленной ведомости дефектов и выявление деталей, требующих замены или ремонта при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов; проверка правильности работы и регулирование механизма станка; замена изношенных деталей; добавление фрикционных дисков; пришабривание конусов фрикционов; регулирование фрикционных муфт и тормозов; зачистка задиров, царапин, забоин, заусенцев на трущихся поверхностях станка; регулирование элементов гидросистемы и ремонт систем смазки, замена масла; проверка и ремонт системы охлаждения; устранение утечки жидкости, подтекания кранов; малый ремонт насосов и арматуры; ремонт или замена оградительных устройств, установленных в соответствии с правилами техники безопасности, и устройства для защиты обработанных поверхностей станка от стружки и абразивной пыли; проверка точности станка, включенного в список оборудования, подвергаемого профилактической проверке точности.
1.2. В основу разработки норм времени положены:
типовые технологические процессы ремонта токарно-винторезных, токарно-револьверных, вертикально-сверлильных, консольно-фрезерных, плоскошлифовальных, круглошлифовальных, горизонтально-расточных, зубофрезерных, зубодолбежных, продольно-фрезерных и продольно-строгальных станков, разработанные Центральным проектно-конструкторским и технологическим бюро автоматизации и модернизации действующего металлообрабатывающего оборудования (ЦПКТБАМ) Всесоюзного промышленного объединения «Союзстанкоремналадка» Министерства станкостроительной и инструментальной промышленности СCCP;
Общемашиностроительные нормативы времени на слесарные работы по ремонту оборудования (М.: НИИ труда, 1973);
данные фотохронометражных наблюдений, проведенных нормативно-исследовательскими организациями на предприятиях;
результаты анализа организации труда на предприятиях.
1.3. Типовые нормы времени на слесарные работы по ремонту станков установлены в человеко-часах на единицу объема работы и рассчитаны по формуле
 ,
,
где — норма времени на операцию, чел.-ч;  — сумма времени на подготовительно-заключительные работы — , обслуживание рабочего места — , отдых (включая физкультпаузы) и личные потребности — , выраженная в процентах от оперативного времени; принимается 4%, — 4,5; — 5,5% (общемашиностроительные нормативы времени на ремонт оборудования); — оперативное время, которое при расчете типовой нормы времени определяется как сумма оперативного времени на выполнение элементов (приема или комплекса приемов), входящих в операцию:
— сумма времени на подготовительно-заключительные работы — , обслуживание рабочего места — , отдых (включая физкультпаузы) и личные потребности — , выраженная в процентах от оперативного времени; принимается 4%, — 4,5; — 5,5% (общемашиностроительные нормативы времени на ремонт оборудования); — оперативное время, которое при расчете типовой нормы времени определяется как сумма оперативного времени на выполнение элементов (приема или комплекса приемов), входящих в операцию:
 ,
,
где — норматив времени на выполнение элементов (приема или комплекса приемов), входящих в операцию; n — количество, элементов (приема или комплекса приемов), входящих в операцию.
Норма времени на необходимую операцию определяется по картам, а норма времени на комплекс работ или на весь объем ремонта станка определяется по формуле
 .
.
1.4. Разряды работ в настоящем сборнике указаны в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих, выпуск 2, раздел «Слесарные и слесарно-сборочные работы», утвержденный постановлением N 22 Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 16 января 1985 года N 17/2-54. При внесении изменений в тарифно-квалификационный справочник разряды работ, указанные в данном сборнике, должны соответственно изменяться.
1.5. Нормы времени, указанные в таблицах сборника, установлены для наиболее распространенных условий выполнения работ.
1.6. Работы по обслуживанию металлорежущего оборудования нормируются по Общемашиностроительным типовым нормам времени на обслуживание технологического оборудования слесарями, электромонтерами, смазчиками и др. (дополнение к сборнику Общемашиностроительные типовые нормы, нормативы численности и нормативы времени обслуживания для вспомогательных рабочих цехов основного и вспомогательного производства. М.: НИИ труда, 1981).
На работы, не предусмотренные сборником, устанавливаются местные технически обоснованные нормы по аналогии с типовыми.
1.7. До введения типовых норм времени необходимо привести организационно-технические условия на рабочих местах в соответствие с запроектированными в нормах и осуществить производственный инструктаж рабочих.
1.8. При внедрении на предприятиях более совершенных, чем это предусмотрено в типовых нормах, организации производства, труда, технологии работы, оборудования, машин, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные технически обоснованные нормы, соответствующие более высокой производительности труда.
1.9. С введением настоящего сборника все ранее действующие нормы времени и выработки на соответствующие работы отменяются (кроме более прогрессивных).
2. Организация труда
Ремонт металлорежущих станков осуществляют слесари-ремонтники на предприятиях отраслей народного хозяйства, эксплуатирующих эти станки.
Работы по ремонту металлорежущего оборудования выполняют специализированные и комплексные бригады рабочих. Такая организация труда способствует дальнейшему повышению уровня управления производством, достижению высоких экономических и социальных результатов, лучшему использованию оборудования, сокращению потерь и непроизводительных затрат рабочего времени, повышению производительности и содержательности труда.
В целях повышения качества работ и ответственности за их проведение оборудование закрепляется за каждой бригадой по производственным участкам или пролетам. В отдельных случаях при производственной необходимости оборудование цеха может быть закреплено за бригадами по признаку его однотипности (токарное, фрезерное и т.д.). Планирование объема работ бригадам по ремонту закрепленного за ними оборудования производится на основании годового графика планово-предупредительного ремонта (ППР) оборудования.
Основой для определения численного состава бригад является плановый объем работ по трудоемкости, приходящийся на участок, закрепленный за бригадой. Трудоемкость рассчитывается на основе межотраслевых и отраслевых нормативных материалов по труду.
Единая система планово-предупредительного ремонта (ЕППР), действующая на предприятиях, позволила улучшить качество выполняемых работ, повысить производственную и технологическую дисциплину, производительность труда. Ремонт металлорежущего оборудования на предприятиях осуществляется как агрегатно-узловым, так и индивидуальным методом.
В нормативной части сборника технологическим содержанием работ предусматривается выполнение операций на рабочих участках, оснащенных стендами, подъемно-транспортными средствами, соответствующими инструментами и приспособлениями. Перемещение деталей, узлов, материалов, инструмента и приспособлений на рабочих местах допускается на расстояние до 30 м и входит в обязанности слесарей-ремонтников. Транспортировку станков на рабочее место слесарей-ремонтников осуществляет бригада такелажников.
Правильная организация рабочего места предусматривает наличие и рациональное размещение необходимого оборудования, приспособлений и инструмента, а также расположение участков с учетом их взаимосвязи с другими производственными подразделениями и размеров ремонтируемых деталей и узлов.

Рис.1. Общая схема технологического процесса ремонта металлорежущих станков
На рис.1 показана общая схема технологического процесса ремонта металлорежущих станков.
Предлагаемая типовая планировка участка ремонта металлорежущих станков (рис.2) обеспечивает:
наиболее экономное использование производственных площадей и сокращение расстояний переходов рабочих и транспортировки материалов;
экономию движений и сил работающих за счет целесообразного расположения оборудования и оргтехоснастки;
рациональное расположение оборудования и оснастки в соответствии с последовательностью технологических процессов.
В целях повышения качества ремонтируемых станков и применения передовых методов и приемов труда предусмотрена специализация рабочих мест на участке. Приведенные ниже планировки рабочих мест (рис.3, 4, 5, 6) разработаны на основе следующих исходных данных: состава и габаритов оборудования и оснастки; нестандартных размеров предметов труда и их количества; предполагаемой системы обслуживания рабочих мест; норм безопасности труда и санитарной гигиены.

Рис.2. Типовая планировка участка капитального ремонта металлорежущих станков:
1 — моечная машина для промывки станков 13550-00; 2 — моечная машина для промывки мелких деталей 030-696А; 3 — подставка для корпусных деталей; 4 — шкаф для моющих средств МЛ 30015; 5 — верстак слесарный СД 3701-06; 6 — стеллаж-подставка СД 3702-10A; 7 — бокс для ветоши СМ 3712-07; 8 — кран консольно-поворотный; 9, 10, 11, 12 — стенды для сборки; 13 — пресс гидравлический П-6316; 14 — стол контролера мод.901.11600; 15 — стеллаж для деталей С 3721-04; 16 — стол письменный однотумбовый; 17 — тележка 06А сб.3; 18, 19 — стенды для обкатки узлов; 20 — ванна для нагрева подшипников; 21 — станок вертикально-сверлильный 2H118; 22 — стенд для сборки узлов; 23 — верстак для шпаклевки и окраски; 24 — аппарат безвоздушной окраски «Факел»; 25 — площадка для станков; 26 — стол приемный СД 3702-12; 27 — кран-балка подвесная электрическая

Рис.3. Рабочее место слесаря-ремонтника по разборке узлов станка:
А. Планировка рабочего места слесаря-ремонтника по разборке станка на узлы: 1 — верстак слесарный СД 3701-09; 2 — подставка СД 3838-05; 3 — кран консольно-поворотный КМ 45-Т5; 4 — подставка под ноги рабочему СД 3790-01; 5 — урна;
Б. Общий вид рабочего места слесаря-ремонтника по разборке станков на узлы

Рис.4. Планировка рабочего места слесаря-ремонтника по разборке узлов станка:
1 — верстак слесарный СД 3701-09; 2 — стол-подставка СД 3702-09; 3 — подставка для корпусных деталей СД 3738-05; 4 — урна; 5 — кран консольно-поворотный КПК-0,5; 6 — подставка под ноги рабочему С3794-01

Рис.5. Рабочее место слесаря-ремонтника по ремонту и сборке узлов станка:
А. Планировка рабочего места слесаря-ремонтника по ремонту и сборке узлов станка: 1 — верстак слесарный СД 3701-06; 2 — стол сборщика СД 3702-09; 3 — кран консольно-поворотный КМ45-Т5; 4 — подставка под ноги рабочему СД 3790-01; 5 — урна;
Источник