- Обеспечение безопасных условий ремонта оборудования
- Приложение к приказу Министерства труда и социальной защиты Российской Федерации от 27 ноября 2020 года N 833н
- I. Общие положения
- II. Требования охраны труда, предъявляемые к территории организации, к производственным зданиям (сооружениям), производственным помещениям (производственным площадкам)
- III. Требования охраны труда, предъявляемые к организации рабочих мест
- Обеспечение надежной и безопасной эксплуатации оборудования
Обеспечение безопасных условий ремонта оборудования
МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
от 27 ноября 2020 года N 833н
1. Утвердить Правила по охране труда при размещении, монтаже, техническом обслуживании и ремонте технологического оборудования согласно приложению.
3. Настоящий приказ вступает в силу с 1 января 2021 года и действует до 31 декабря 2025 года.
в Министерстве юстиции
11 декабря 2020 года,
регистрационный N 61413
Приложение
к приказу Министерства труда
и социальной защиты
Российской Федерации
от 27 ноября 2020 года N 833н
Правила по охране труда при размещении, монтаже, техническом обслуживании и ремонте технологического оборудования
I. Общие положения
1. Правила по охране труда при размещении, монтаже, техническом обслуживании и ремонте технологического оборудования (далее — Правила) устанавливают государственные нормативные требования охраны труда при проведении основных технологических операций и работ, связанных с размещением, монтажом, техническим обслуживанием и ремонтом стационарных машин, механизмов, устройств, приборов и другого стационарного оборудования, используемых при производстве промышленной продукции (далее — технологическое оборудование).
2. Требования Правил обязательны для исполнения работодателями — юридическими лицами независимо от их организационно-правовых форм и физическими лицами (за исключением работодателей — физических лиц, не являющихся индивидуальными предпринимателями) при организации и осуществлении ими работ, связанных с размещением, монтажом, техническим обслуживанием и ремонтом технологического оборудования.
3. На основе Правил и требований технической документации организации — изготовителя технологического оборудования работодателем разрабатываются инструкции по охране труда, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками, осуществляющими работы, связанные с размещением, монтажом, техническим обслуживанием и ремонтом технологического оборудования (далее — работники), представительного органа (при наличии).
4. В случае применения материалов, технологической оснастки и оборудования, выполнения работ, требования к безопасному применению и выполнению которых не регламентированы Правилами, следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической (эксплуатационной) документации организации-изготовителя.
5. Работодатель обеспечивает:
1) содержание технологического оборудования в исправном состоянии и их эксплуатацию в соответствии с требованиями Правил и технической (эксплуатационной) документации организации-изготовителя;
2) обучение работников по охране труда и проверку знаний требований охраны труда;
3) контроль за соблюдением работниками требований инструкций по охране труда.
6. При выполнении работ, связанных с размещением, монтажом, техническим обслуживанием и ремонтом технологического оборудования (далее — работы), на работников возможно воздействие вредных и (или) опасных производственных факторов, в том числе:
1) движущиеся машины и механизмы; передвигающиеся изделия, заготовки, материалы;
2) подвижные части технологического оборудования;
3) острые кромки, заусенцы и шероховатости на поверхности технологического оборудования;
4) падающие предметы (элементы технологического оборудования);
5) повышенные запыленность и загазованность воздуха рабочей зоны;
6) повышенная или пониженная температура поверхностей технологического оборудования;
7) повышенная или пониженная температура воздуха рабочей зоны;
8) повышенный уровень шума на рабочем месте;
9) повышенный уровень вибрации;
10) повышенная или пониженная влажность воздуха;
11) действие электрического тока, который может пройти через тело работника;
12) повышенный уровень статического электричества;
13) повышенный уровень электромагнитных излучений;
14) повышенная напряженность электрического поля;
15) повышенная напряженность магнитного поля;
16) отсутствие или недостаточность естественного освещения;
17) недостаточная освещенность рабочей зоны;
18) прямая и отраженная блескость;
19) расположение рабочих мест на высоте относительно поверхности земли (пола);
20) химические производственные факторы.
7. При организации выполнения работ, связанных с воздействием на работников вредных и (или) опасных производственных факторов, работодатель обязан принять меры по их исключению или снижению до уровней допустимого воздействия, установленных требованиями соответствующих нормативных правовых актов.
При невозможности исключения или снижения уровней вредных и (или) опасных производственных факторов до уровней допустимого воздействия в связи с характером и условиями производственного процесса проведение работ без обеспечения работников соответствующими средствами индивидуальной и коллективной защиты запрещается.
8. Работодатель в зависимости от специфики своей деятельности и исходя из оценки уровня профессионального риска вправе:
1) устанавливать дополнительные требования безопасности, непротиворечащие Правилам. Требования охраны труда должны содержаться в соответствующих инструкциях по охране труда, доводиться до работника в виде распоряжений, указаний, инструктажа;
2) в целях контроля за безопасным производством работ применять приборы, устройства, оборудование и (или) комплекс (систему) приборов, устройств, оборудования, обеспечивающие дистанционную видео-, аудио- или иную фиксацию процессов производства работ.
9. Допускается возможность ведения документооборота в области охраны труда в электронном виде с использованием электронной подписи или любого другого способа, позволяющего идентифицировать личность работника, в соответствии с законодательством Российской Федерации.
II. Требования охраны труда, предъявляемые к территории организации, к производственным зданиям (сооружениям), производственным помещениям (производственным площадкам)
10. Пути движения транспортных средств и пешеходов по территории организации в темное время суток должны быть освещены.
11. На территории организации в местах, где размещаются взрывоопасные и пожароопасные производства, пары и газы которых тяжелее воздуха, запрещается устройство каналов, незасыпанных траншей, которые могут служить местом скопления паров и газов.
Допускается устройство перекрытых съемными решетками приямков глубиной не более 0,8 м и лотков глубиной не более 0,4 м для сбора и отвода ливневых вод, если иное не предусмотрено проектными решениями, обеспечивающими взрывобезопасность и пожаробезопасность производства.
12. Траншеи, подземные коммуникации на территории организации должны быть закрыты и (или) ограждены.
13. Колодцы и технологические емкости, расположенные на территории организации, должны быть закрыты. Временно открытые колодцы и технологические емкости должны иметь ограждения высотой не менее 1,1 м.
14. Переходы, лестницы, площадки и перила к ним должны содержаться в исправном состоянии.
Настилы площадок и переходов, а также перила к ним должны быть укреплены.
На период ремонта вместо снятых перил должно устанавливаться временное ограждение высотой не менее 1,1 м. Перила и настилы, снятые на время ремонта, после его окончания должны быть установлены на место.
Переходы, лестницы и настилы площадок, расположенные на открытом воздухе, в зимнее время должны очищаться от снега и льда и посыпаться противоскользящими средствами.
15. Каналы, приямки и другие углубления в полу производственных помещений должны быть закрыты.
16. Для подъема и перемещения технологического оборудования используются такелажные средства и приспособления (домкратов, металлических стоек, катков, соединителей, карабинов, цепей, тросов) с учетом их грузоподъемности.
17. В производственных помещениях с крановым оборудованием должны быть выделены места для монтажных площадок. Габариты монтажных площадок должны обеспечивать проходы шириной не менее 0,65 м (для вновь вводимых объектов — не менее 1 м) вокруг технологического оборудования, устанавливаемого на монтажных площадках в зоне обслуживания кранового оборудования.
18. Для исключения возможности скольжения ног на рабочих поверхностях технологического оборудования могут применяться разные виды рабочих настилов (в том числе стальные просечно-вытяжные, рифленые, дырчатые листы, полосовая сталь, установленная на ребро), при условии обеспечения необходимой проектной прочности, а также в зависимости от условий эксплуатации и обслуживания этого оборудования.
В производственных помещениях, где по условиям работы накапливаются жидкости, полы должны быть выполнены из водостойких материалов, исключающих проскальзывание, препятствующих накоплению жидкостей, непроницаемых для жидкостей, и иметь необходимый уклон и каналы для стока. На рабочих местах должны устанавливаться подножные решетки. Каналы в полах для стока жидкости или прокладки трубопроводов перекрываются сплошными или решетчатыми крышками на одном уровне с уровнем пола.
19. Ступени, пандусы, мостики должны выполняться на всю ширину прохода. Лестницы должны оборудоваться перилами высотой не менее 1,1 м, ступени должны выполняться ровными и нескользкими. Металлические ступени должны иметь рифленую поверхность.
20. В производственных помещениях высота от пола до низа выступающих конструкций перекрытия (покрытия) должна быть не менее 2,2 м, высота от пола до низа выступающих частей коммуникаций и оборудования в местах регулярного прохода работников и на путях эвакуации — не менее 2 м, а в местах нерегулярного прохода работников — не менее 1,8 м.
III. Требования охраны труда, предъявляемые к организации рабочих мест
21. При организации рабочих мест охрана труда работников обеспечивается:
1) защитой работников от воздействия вредных и (или) опасных производственных факторов;
2) рациональным размещением технологического оборудования в производственных помещениях и вне их: обеспечением безопасного расстояния между оборудованием, оборудованием и стенами, колоннами, безопасной шириной проходов и проездов;
3) удобным и безопасным обращением с материалами, заготовками, полуфабрикатами;
4) регулярным техническим обслуживанием и ремонтом технологического оборудования, инструмента и приспособлений;
5) защитой работников от неблагоприятных метеорологических факторов.
22. Рабочие места следует располагать вне линии движения грузов, перемещаемых с помощью грузоподъемных средств.
23. Планировка рабочего места должна обеспечивать свободный проход и доступ работников к пультам и органам управления технологическим оборудованием, удобство и безопасность действий при выполнении производственных операций, а также возможность быстрой эвакуации работников при возникновении аварийной ситуации.
24. Технологическое оборудование, обслуживаемое несколькими работниками, должно иметь пусковое устройство только в одном месте на пульте управления. Устройства для остановки оборудования должны быть на всех рабочих местах. Работодатель должен с помощью технических или организационных мероприятий не допускать несанкционированное управление технологическим оборудованием.
25. Площадки, предназначенные для обслуживания технологического оборудования, должны иметь высоту от настила до конструктивных элементов производственного помещения не менее 2,0 м. В галереях, тоннелях и на эстакадах допускается уменьшение указанной высоты до 1,8 м.
Требования данного пункта распространяются также на площадки, предназначенные для перехода через оборудование или коммуникации.
Требования данного пункта не распространяются на рабочие места при осуществлении добычи подземным способом (угольных шахт).
26. Рабочие места в зависимости от вида работ оборудуются верстаками, стеллажами, столами, шкафами, инструментальными тумбочками для удобного размещения материалов, оснастки, заготовок, готовых изделий, хранения инструмента и приспособлений и безопасного выполнения работ.
Расположение на рабочем месте верстаков, стеллажей, столов, шкафов, инструментальных тумбочек не должно стеснять действия работников и препятствовать перемещению работников в процессе эксплуатации, технического обслуживания и ремонта технологического оборудования.
Источник
Обеспечение надежной и безопасной эксплуатации оборудования
Настоящей публикацией мы начинаем цикл статей, посвященных вопросам контроля технического состояния, ремонта и наладки оборудования при эксплуатации. Мы постараемся предоставить вам информацию о современных методах и средствах контроля текущего технического состояния оборудования, передовых системах (технологиях) обслуживания, методах устранения наиболее распространенных дефектов. Надеемся, что эта информация поможет сократить эксплуатационные затраты, повысить ресурс и надежность технологического оборудования, избежать убытков, связанных с авариями и простоями оборудования. Первая публикация из этой серии рассматривает вопросы организации обслуживания и контроля технического состояния оборудования во время эксплуатации без его разборки.
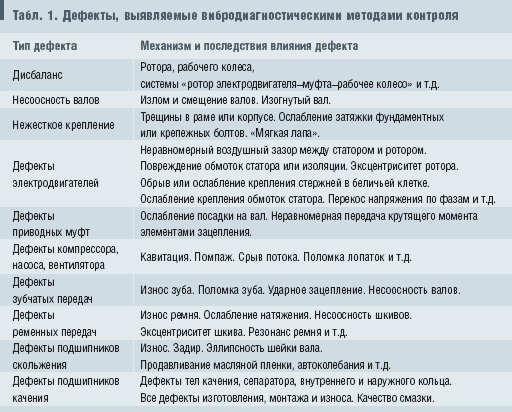
Табл. 1. Дефекты, выявляемые вибродиагностическими методами контроля
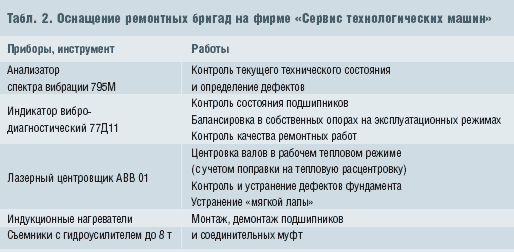
Табл. 2. Оснащение ремонтных бригад на фирме «Сервис технологических машин»
В различных отраслях промышленности затраты на техническое обслуживание оборудования составляют от 6 до 18 % стоимости выпускаемой продукции (услуг), что сравнимо с прибылью предприятия. Поэтому совершенствование системы технического обслуживания с целью снижения затрат является важнейшим резервом. Рассмотрим применяемые в настоящее время виды технического обслуживания.
Реактивное техническое обслуживание («до поломки») — ремонт или замена оборудования — производится после выхода из строя или выработки ресурса. Имеет следующие недостатки: риск внеплановых простоев, дорогостоящий и продолжительный ремонт из-за серьезности и обширности дефектов. Кроме того, есть вероятность внезапного отказа одновременно нескольких агрегатов, при этом необходимость в ремонтных работах может превысить возможности ремонтных служб.
Планово-профилактическое техническое обслуживание (ППР) — работы по профилактическому ремонту различного объема (текущий, средний, капитальный) выполняются через строго определенные интервалы времени, согласно календарного плана. Является сегодня самым распространенным видом ТО, в первую очередь потому, что этот вид появился давно и наиболее обеспечен методически. Несомненным достоинством ППР, по сравнению с реактивным обслуживанием, является более высокий уровень управления обслуживанием и снижение количества внезапных отказов оборудования.
Исследования и опыт работы в промышленности показали, что успешная программа ППР может обеспечить, по сравнению с реактивным обслуживанием, более чем 30 %-e снижение эксплуатационных затрат. Основным недостатком ППР является проведение «излишних» ремонтов, т.е. ремонтов фактически исправного оборудования, что ведет к росту эксплуатационных затрат.
Основная идея ППР, состоящая в том, что остаточный ресурс механизма определяется только временем его эксплуатации, не находит подтверждения на практике, носит явно выраженный затратный характер, а в сочетании со сдельной оплатой труда ремонтников просто разорительна. Развитие микропроцессорной и компьютерной техники, разработка на их базе методови средств контроля обеспечили возможность не только определять текущее состояние агрегатов путем измерения ряда технических параметров, но и на основе их анализа прогнозировать остаточный ресурс узлов и деталей.
Планировать сроки проведения и объемы ремонтных работ, т.е. проводить ремонт только тех агрегатов и узлов, где он необходим. Данный метод обслуживания называется «предупредительным» или обслуживанием по фактическому техническому состоянию (ОФС). Достоинством этого метода является снижение объемов ремонтных работ (исключается ремонт бездефектных узлов) и увеличение на 25–40 % межремонтного ресурса по сравнению с ППР.
Наиболее прогрессивным видом обслуживания является проактивное техническое обслуживание (ПАО) — оно направлено на минимизацию требуемых объемов технического обслуживания и достижение максимально возможного межремонтного ресурса путем систематического устранения источников возникновения дефектов. В результате анализа наиболее часто встречающихся дефектов определяются причины их возникновения и влияние на межремонтный интервал, а затем принимаются меры по недопущению возникновения этих дефектов.
В частности, проводится анализ работы ремонтных бригад с целью выявления недостатков, проявляющихся на группе агрегатов (например, некачественная сборка, центровка или балансировка), анализ оснащенности (например, оснастка для монтажа и демонтажа подшипников), анализ используемых ремонтных технологий, входной контроль используемых покупных изделий, конструктивные изменения (например, применение износостойких материалов) и др.
Каждому этапу экономического и технического развития предприятия соответствует свой вид обслуживания. Предприятие, где основным орудием труда ремонтников является кувалда, обречено на использование технологии «по регламенту» (ППР), которая обычно плавно трансформируется в технологию «до поломки», что как ни странно, устраивает как изготовителей данного оборудования, так и службы предприятий, занимающиеся его обслуживанием.
Изготовитель при формировании эксплуатационной документации имеет возможность и естественно закладывает известный только ему «запас», как по срокам, так и по объемам необходимых работ по обслуживанию, защищая себя тем самым от рекламаций. В свою очередь ремонтные службы имеют гарантированные объемы работ и минимум ответственности. В большинстве случаев при поломке механизма к ним нет никаких обоснованных претензий — они вовремя и в полном объеме делают все, что положено по регламенту.
Однако механизм как всегда «не вовремя» ломается, причины остаются невыясненными, виновных нет, ждем, что у нас поломается завтра. С целью снижения эксплуатационных затрат на передовых предприятиях начинают применять комбинированный вид обслуживания, который можно назвать обеспечением надежности оборудования (ОНО). На базе информации о текущем техническом состоянии и в зависимости от категории (важности) данного оборудования применяются элементы того вида обслуживания, который обеспечивает достижение максимально возможного межремонтного ресурса при условии обеспечения безопасной эксплуатации, например:
- Реактивное («до поломки») — вспомогательное или основное технологическое оборудование, имеющее резерв, остановка которого не влечет за собой простоя. В процессе эксплуатации контролируется текущее техническое состояние, но мер не принимается, т.е. дают механизму выработать максимально возможный межремонтный ресурс, при этом резервное оборудование заранее находится в хорошем техническом состоянии.
- ППР («по регламенту») — 1) оборудование, эксплуатация которого без выполнения регламентных работ запрещена; 2) технологией предусмотрена периодическая остановка предприятия, цеха или участка для производства ремонтных работ. В межремонтный период контролируется текущее техническое состояние, к моменту плановой остановки корректируются объемы ремонтных работ (текущий, средний, капитальный), при этом разрабатываются и внедряются меры по устранению причин возникновения дефектов. Заранее планируется приобретение запчастей, материалов и т.д.
- ОФС («предупредительное») — ответственное технологическое оборудование, остановка которого влечет за собой простой всего предприятия.
Основой системы обеспечения надежной и безопаснойэксплуатации является информация о реальном текущем техническом состоянии оборудования, на базе контроля и анализа соответствующих параметров, наиболее информативные из которых —параметры вибрации.
Мониторинг и диагностика роторных машин по вибрации
Вибрация — это механические колебания тела около положения равновесия. Идеальная машина не должна создавать механических колебаний, т.к. в ней вся энергия должна превращаться в полезную работу. На практике при работе любых механических и электромагнитных систем возникают колебания, вызванные остаточным дисбалансом, расцентровкой, отклонениями в элементах зацепления, зазорами и т.д., что приводит к рассеиванию энергии в виде механических колебаний.
Поэтому вибрация — один из самых информативных параметров, который может быть применен для контроля текущего технического состояния механизмов роторного типа без их разборки в процессе изготовления (испытаний), эксплуатации, ремонта и наладки. Мы уже привыкли к тому, что контролируем, например состояние двигателей внутреннего сгорания по давлению, температуре, расходу масла, компрессии и т.д, т.е. по определенным диагностическим признакам, и только после этого принимаем решение об их техническом состоянии, производстве определенных наладочных или ремонтных работ.
Для механизмов роторного типа (турбин, турбокомпрессоров, электродвигателей, генераторов, насосов, вентиляторов и т.д.) сигналы вибрации являются основными источниками диагностической информации, характеризующим текущее техническое состояние механизмов. Это обусловлено тем, что вибрация, являясь следствием взаимодействия различных сил в самом механизме, несет в себе информацию о состоянии как механизма в целом, так и его отдельных кинематических связей, узлов и деталей.
При этом теория и практика анализа вибросигналов к настоящему времени столь отработана, что можно получить достоверную информацию практически по любому дефекту монтажа, изготовления или износа (табл.1). При появлении каких-либо факторов, вызывающих отклонения от нормального состояния механизма, мы наблюдаем реакцию на их воздействия по изменению соответствующих вибрационных параметров, которые в силу своей высокой чувствительности отражают происходящие с механизмом перемены. На базе контроля и анализа соответствующих вибрационных параметров, решаются две основные задачи технической диагностики:
- Мониторинг — распознавание текущего технического состояния механизма;
- Диагностика — выявление причин и условий, вызывающих неисправности, и принятие обоснованных решений по их устранению.
Первая из задач долгие годы успешно решается на базе развития средств измерения основных параметров вибрации. Это обычно достаточно простые приборы для наблюдения за изменениями определенной группы вибрационных параметров во времени и сравнение полученных результатов с пороговыми значениями. При этом объединение их в стационарные системы мониторинга с использованием средств автоматизации позволяет создавать системы автоматического мониторинга.
Основные задачи мониторинга — это контроль общего уровня (категории) технического состояния машин и достоверное обнаружение аварийных ситуаций, поэтому системы мониторинга обычно включают в состав средств аварийной защиты машин, отключающие их при возникновении аварийной ситуации. Решению второй задачи способствовало бурное развитие микропроцессорной и компьютерной техники и технологий, развитие на их базе методов и средств диагностики, создание специализированных программ по хранению, обработке и анализу результатов измерений.
Задачейсистем вибрационной диагностики как стационарных, так и переносных является обнаружение и идентификация дефектов на ранней стадии развития, их можно назвать системами мониторинга развития дефектов. Система отслеживает все дефекты, возникающие в процессе эксплуатации машин от момента их зарождения (когда они еще не представляют опасности для работы), контролирует скорость их развития во времени и на основе анализа полученных данных прогнозирует остаточный ресурс, т.е. достаточно точно можно планировать работы по ремонту, наладке или замене изношенных деталей.
Отечественный и зарубежный опыт показывает, что внедрение средств диагностирования является одним из важнейших факторов повышения экономической эффективности использования оборудования в промышленности. Поэтому переносные системы технической диагностики на многих предприятиях становятся основой для перехода от технологии планово-профилактических ремонтов (ППР) к технологии обслуживания по фактическому состоянию (ОФС). Данная технология коренным образом меняет систему обслуживания оборудования на предприятии и позволяет:
- избавиться от «внезапных» поломок механизмов и остановок производства;
- контролировать реальное текущее техническое состояние механизмов;
- технически обоснованно определять сроки и содержание ремонтных и наладочных работ, контролировать качество их выполнения;
- уменьшить финансовые и трудовые затраты на эксплуатацию оборудования;
- продлить межремонтный период и срок службы ваших механизмов;
- сократить потребность в запасных частях, материалах и оборудовании;
- повысить общую культуру производства и квалификацию персонала.
Используемые при этом технические средства, как правило, позволяют не только контролировать состояние механизмов, но и обеспечивают решение задач по оперативной наладке в процессе эксплуатации и ремонта. В первую очередь это касается динамической балансировки роторов, контроля качества подшипников и их монтажа. Для внедрения современных видов технического обслуживания необходимо достаточно точное приборноеи методическое обеспечение.
Фирма «Сервис технологических машин» совместно с НПП «Контест» производит автономный, микропроцессорный, вибродиагностический прибор — анализатор спектра вибрации 795М. Основные технические характеристики прибора ставят его в ряд современных диагностических средств, высокая разрешающая способность позволяет выявить любой дефект на месте эксплуатации механизма.
Возможности выполнения многоплоскостной динамической балансировки в собственных опорах, измерения амплитудо-фазочастотных характеристик (АФЧХ) на режимах разгона/выбега, контроль подшипников по огибающей и методу ударных импульсов существенно расширяют возможности использования прибора при ремонте и наладке. Фирма поставляет прибор и устанавливает программное обеспечение к нему на компьютере заказчика, обучает основам вибродиагностики, работе с прибором и программным обеспечением персонал заказчика. Осуществляет гарантийное (18 месяцев) и послегарантийное обслуживание.
Обслуживание насосного и компрессорного оборудования
Данные агрегаты являются классическим примером проявления широко распространенных дефектов, возникающих в процессе эксплуатации оборудования, которые невозможно устранить традиционными методами. Кинематика агрегатов на первый взгляд очень проста — это установленные на подшипниках качения два ротора, соединенные муфтой. Однако за этой простотой скрывается множество проблем.
В первую очередь это касается устранения дисбаланса рабочих колес, неизбежно возникающего в процессе эксплуатации, точности центровки валов, качества монтажа подшипников. Вызванные дисбалансом или расцентровкой валов, центробежные силы существенно повышают нагрузки на подшипниковые опоры, корпусные детали, фундамент и приводят к резкому сокращению ресурса агрегатов. Технология планово-предупредительных ремонтов, основанная на том, что ресурс механизма определяется только временем его эксплуатации, не находит подтверждения на практике, как правило, создает множество проблем и в конечном итоге ведет к аварийным ситуациям с серьезными последствиями.
Например, на одном из предприятий водоочистки выход из строя подшипника турбовоздуходувки, не отработавшего еще свой ресурс согласно требований документации, привел к аварии, в результате чего были: повреждены лабиринтные уплотнения ротора и думмиса; разбиты корпус и крышки подшипниковой опоры со стороны муфты; задрана шейка на валу ротора под подшипником; изогнут вал ротора в районе соединительной муфты. Понесенные предприятием затраты по восстановительному ремонту несоизмеримы с расходами по контролю и своевременной замене подшипника. Анализ данных и опыт производства работ по ремонту и наладке свидетельствует о том, что основными причинами преждевременного выхода их строя подшипниковых узлов и аварий являются:
- Неудовлетворительная центровка валов. Не учитывается тепловая (технологическая) расцентровка, возникающая из-за разности температур в рабочем режиме.
- Дисбаланс рабочего колеса вследствие износа или коррозии.
- Неравномерная передача крутящего момента элементами зацепления соединительных муфт.
- Дефекты монтажа/демонтажа подшипников при ремонте. Несвоевременная замена дефектных подшипников.
- Перекос опорных поверхностей фундаментных рам, как неравномерное крепление лап к фундаменту — «мягкая лапа».
Практически все перечисленные дефекты невозможно устранить, а тем более определить без соответствующего приборного и методического обеспечения.
Фирма «Сервис технологических машин» на основе технологии обслуживания и ремонта оборудования «по фактическому состоянию» разработала и внедряет в жизнь систему «Бездефектное обслуживание», включающую в себя: контроль текущего технического состояния, определение причин, вызывающих отклонения в работе, принятие мер по устранению выявленных дефектов, контроль после ремонта.
А главное, опираясь на личный опыт и данные независимых экспертов о том, что около 70 % дефектов механизмов вызвано производством работ по обслуживанию, мы особое внимание уделяем вопросам обучения персонала и его оснащения приборами и инструментом, обеспечивающим высокое качество обслуживания. Ремонтные бригады оснащены — см.табл.2. Приборы обеспечивают объективный контроль текущего технического состояния и дают возможность производить динамическую балансировку роторов в собственных опорах на эксплуатационных режимах, а также совместную балансировку систем «ротор электродвигателя — муфта — рабочее колесо».
При выверке опорных поверхностей фундаментов и центровке валов используются передовые технологии, что в сочетании с применяемой лазерной измерительной системой обеспечивает точность центровки до 0,001 мм. Все работы по ремонту и наладке проводятся по результатам технической диагностики в сроки и объемах, необходимых для поддержания механизма в категории технического состояния «Хорошее». В результате увеличен межремонтный цикл, ресурс подшипников увеличился в 1,5–2 раза, исключены аварийные ситуации и поломки. Заказчик имеет возможность:
- контролировать реальное текущее техническое состояние механизмов;
- контролировать качество выполненных ремонтных и наладочных работ;
- технически обоснованно планировать сроки и содержание ремонтных и наладочных работ;
- планировать сроки приобретения запасных частей по мере их необходимости;
- сократить потребность в запасных частях, материалах и их запасах на складе;
- повысить ресурс, надежность и срок службы оборудования, избавиться от «внезапных» поломок и остановок производства;
- повысить общую культуру производства и квалификацию персонала.
Фирма производит вибродиагностические приборы (795 М, 77Д11, 107), лазерный центровщик АВВ 01, имеет специалистов в данной области, располагает необходимыми средствами контроля и методами диагностики, инструментом и опытом проведения работ по обслуживанию.
Источник