Обкатка коробок передач после ремонта
Сборка. Коробки передач собирают на тех же стендах, на которых разбирают. Самоподжимные уплотнения устанавливают так, чтобы отворот манжеты был обращен в сторону, откуда поступает масло (как правило, внутрь коробки). Войлочные или фетровые уплотнения перед установкой пропитывают смазочным материалом. Подшипники напрессовывают на валы и запрессовывают в гнезда до упора прессом или выколотками с наконечником из мягкого металла (меди, бронзы, латуни). Перед напрессовкой на валы подшипники нагревают в воде или масле до температуры 90…100°С. Ударять молотком по кольцам запрещается. Зазор между буртиком гнезда и торцом наружного кольца запрессованного подшипника допускается не более 0,1 мм, а между буртиком на валу и торцом внутреннего кольца — не более 0,05 мм на дуге 90°.
В корпусе коробки передач устанавливают вторичный вал с напрессованным на него задним подшипником, одновременно надевают внутри коробки все ступицы или шестерни, напрессовывают передний подшипник и навертывают корончатую гайку. Устанавливают промежуточные и первичный валы.
При капитальном ремонте не допускается установка новой шестерни для работы в зацеплении с изношенной, но годной к дальнейшей работе. Если одна из шестерен, находящихся в зацеплении, негодная, то устанавливают обе новые.
Рекламные предложения на основе ваших интересов:
При текущем ремонте замена одной шестерни (в паре) допускается при постановке не новой, а уже работавшей, но еще годной к дальнейшей эксплуатации.
Гайки на концах валов затягивают до отказа и шплинтуют или стопорят.
Шестерни, установленные на валах, должны плавно, без особого усилия входить в зацепление на всю длину зубьев. Несовпадение торцов в новых включенных шестернях допускается не более 0,5… 1 мм, в частично изношенных — не более 2 мм, минимальный зазор между торцами зубьев шестерен в нейтральном положении — не менее 2 мм. Валы с шестернями должны вращаться без заеданий, от усилия руки, а фиксаторы и блокировочный механизм — надежно стопорить включенные шестерни на всех передачах.
При сборке коробок передач гусеничных тракторов для правильной последующей регулировки конических шестерен выдерживают расстояние (определенное техническими условиями) от наружного торца конической шестерни вторичного вала до задней стенки корпуса коробки передач, а колесных тракторов — расстояние от торца конической шестерни до оси дифференциала. Правильную установку вала проверяют шаблоном или штангенциркулем и регулируют прокладками (под крышкой переднего подшипника).
Обкатка. Собранную коробку передач обкатывают без нагрузки и под нагрузкой и испытывают. Для обкатки и испытания используют специальные стенды и установки, которые по принципу нагружения разделяют на разомкнутые и замкнутые.
Обкатка разомкнутым методом. Коробку передач устанавливают на стенд, первичный вал соединяют с электродвигателем. Во время обкатки коробку нагружают тормозными (механическими, гидравлическими или электрическими) устройствами. Такие стенды просты в устройстве, но громоздки, так как вся энергия, развиваемая приводным электродвигателем, Должна переводиться в другой вид энергии, через тормозное устройство. Их легко изготавливают и применяют в небольших мастерских общего назначения. Кроме таких стендов, в мастерских часто используют специальные приспособления с электродвигателем, устанавливаемые на раму или корпус трансмиссии трактора и позволяющие обкатывать коробку передач совместно с задним мостом. Недостаток последних приспособлений — отсутствие специальных тормозных (нагружающих) устройств.
Обкатка замкнутым методом применяется в специализированных мастерских и на авторемонтных заводах для автомобильных коробок передач. Электродвигатель посредством муфт и правого редуктора соединяют с первичным валом испытываемой коробки передач. Вторичный вал коробки соединяют карданным валом с фланцем вторичного вала зеркально расположенной стендовой коробки передач. Первичный вал стендовой коробки передач через левый редуктор 9 и торсионный вал соединен с правым редуктором. Таким образом испытываемая коробка оказывается включенной в замкнутый силовой контур. Оба замыкающих редуктора имеют одинаковое передаточное отношение. Циркулируемая в стенде энергия проходит через обкатываемую коробку и замыкающие редукторы, а электродвигатель только пополняет потери (на трение, возникающее при работе, и взбалтывание масла). При этом методе требуется значительно меньшая мощность электродвигателя, чем в стендах, выполненных по разомкнутой схеме. Нагрузку создают закручиванием рукоятки через червячную самотормозящуюся передачу 8-торсионного вала на некоторый угол, который устанавливают по лимбу.
Обычно коробку передач обкатывают при частоте вращения первичного вала 1200… 1600 мин-1 на всех передачах переднего и заднего хода в течение 2…3 мин на каждой передаче и затем испытывают, нагружая ее крутящим моментом в соответствии с техническими условиями. Перед обкаткой коробку продувают сжатым воздухом, а втулки, валы, шестерни, подшипники и поверхности трения вилок переключения смазывают чистым картерным маслом. Во время обкатки и испытания проверяют: исправность фиксирующих и блокирующих устройств, легкость переключения передач, отсутствие течи масла, сильных стуков, шума шестерен, перегрева деталей. Нагрев деталей коробки передач до температуры более 60…70 °C не допускается. Если при обкатке обнаруживают перечисленные дефекты, их устраняют и коробку проверяют вторично. После обкатки коробку передач промывают и продувают сжатым воздухом.
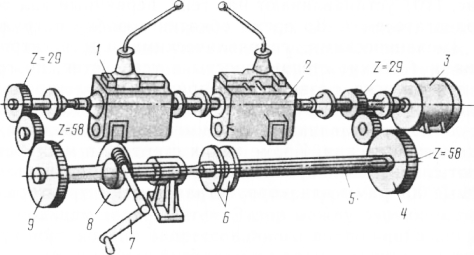
Рис. 1. Схема обкатки коробок передач в замкнутом контуре:
1 и 2 — коробки передач; 3 — электродвигатель; 4 и 9 — замыкающие редукторы; 5 —торсионный вал; 6 — лимб; 7 — рукоятка; 8 — червячная передача.
Тракторные отремонтированные коробки передач в сборе с задним мостом также обкатывают на всех передачах.
Источник
Обкатка коробки передач (на примере КамАЗ 5410)
Введение
Агрегаты автомобиля на заключительном этапе ремонта проходят обкатку и испытание. Обкатка имеет целью обеспечить приработку трущихся поверхностей и выявить дефекты, возникших в результате допущенных при ремонте и сборке отклонений от технических требований.
Приработка – это результат обкатки, заключающийся в формировании оптимальной для эксплуатации микро- и макрогеометрии поверхности, ее физико-механических свойств.
В первый период обкатки происходит интенсивное выравнивание шероховатостей поверхностей трения и их изнашивание. Это приводит к более равномерному распределению нагрузки по трущимся поверхностям. В результате увеличивается износостойкость поверхностей за счет возрастания площади контакта сопрягаемых деталей, что оказывает значительное влияние на долговечность и безотказность агрегатов.
Повышенная нагрузка на агрегаты в начальный период обкатки может вызвать высокие контактные давления, значительный локальный нагрев трущихся поверхностей, схватывание, задиры и наволакивание. Во избежание этого приработку сопрягаемых поверхностей ведут при малых скоростях, нагрузках и обильной смазке.
Обкатка различных агрегатов длится 1-5 ч. Продолжительность обкатки зависит, прежде всего, от качества обработки деталей и точности сборки. Шероховатость поверхности должна быть близкой к той, которая получается после приработки деталей. Это обеспечит минимальный износ в начальный период приработки. Искажения геометрической формы и неточности сборки (перекосы) приводят к неравномерному распределению нагрузки на поверхности деталей и ускоренному их изнашиванию.
Введение при обкатке в масло различных присадок (коллоидного графита, дисульфида молибдена и др.) значительно сокращает время приработки деталей. Наиболее эффективно добавление в масло многокомплексных присадок.
Агрегаты обкатывают на специальных стендах, позволяющих постепенно повышать скорость взаимного перемещения трущихся поверхностей и нагрузку на них. Стенды должны быть оснащены измерительными устройствами и приборами для определения величины тормозного момента, частоты вращения валов, для контроля режима смазки и т.д.
Приработка и испытание является завершающей операцией в технологическом процессе ремонта агрегатов трансмиссии. Основными задачами приработки и испытания агрегатов трансмиссии после капитального ремонта являются проверка качества их сборки и работы механизмов в условиях, приближённых к эксплуатационным. Последнее обстоятельство предрешает необходимость испытания агрегатов трансмиссии под нагрузкой.
Приработка является совокупностью мероприятий, направленных на изменение состояния сопряжённых поверхностей трения с целью повышения их износостойкости.
В процессе приработки изменяются микрогеометрия и микротвёрдость поверхностей трения, а также сглаживаются отклонения от правильной геометрической формы (гранённость, овальность и конусность изделий).
Обкатка коробки передач (на примере КамАЗ 5410)
Испытание коробок передач производится с целью проверки правильности сборки узлов, механизмов и коробок передач в сборе и проверки герметичности уплотнений воздухопроводов пневмосистемы управления делителем передач.
Испытание коробок передач производится на обкаточных стендах без нагрузки и под нагрузкой.
Правильность сборки коробки передач перед установкой ее на стенд проверяется вращением валов и включением передач.
Валы коробки передач должны свободно без заедания вращаться при любой включенной передаче в основной коробке и делителе передач при вращении первичного вала от усилия руки.
Фиксаторы штоков всех передач при включении передач рычагом должны четко фиксировать их в нейтральном положении и в рабочих положениях. Включение 1-й передачи и передачи заднего хода должно производиться только при отжатом предохранителе заднего хода, установленном в верхней крышке.
Соединения воздухопроводов и пневмосистемы управления делителем, который установлен на коробке передач 15-й модели, должны быть проверены на герметичность сжатым воздухом под давлением 0,6 МПа. Из ресивера воздух под давлением подводится к редукционному клапану пневмосистемы. Падение давления в ресивере допускается не более 0,15 МПа в течение 40 с.
Зацепление зубчатых муфт синхронизатора делителя регулируется с помощью упорных болтов механизма переключения передач.
Регулировка производится следующим образом: включается делитель передач в работу, при этом воздух под давлением из ресивера поступит в полость клапана и перемещает его в крайнее положение до упора в рычаг;
вывертываются оба упорных болта и снимается крышка смотрового люка механизма переключения передач делителя;
перемещается золотник крана управления делителем в положение «низшая передача» и вворачивается задний упорный болт до упора в рычаг; после этого упорный болт довертывается еще на 1/4 оборота и фиксируется контргайкой; при этом положении первичный вал должен проворачиваться от руки легко и без заеданий;
перемещается золотник крана управления делителем в положение «высшая передача» и передним упорным болтом регулируется зацепление аналогично вышеуказанному пункту.
После проверки правильности сборки коробка передач подвергается обкатке (приработке и испытанию). Приработка производится с целью подготовки коробки передач к восприятию эксплуатационных нагрузок.

Приработка и испытание коробок передач производятся на маслах пониженной вязкости. Такие масла позволяют лучше удалять механические примеси при сливе их после обкатки из картера коробки передач через сливные отверстия.
В период обкатки в качесте смазки деталей коробки передач применяется дизельное масло М-10Г2К. В качестве заменителя разрешается применять масло М-10В. Масло в картер коробки передач заливается теплое, после подогрева его до температуры 50. 60 °С.
Для обкатки коробок передач в их картер заливается масло в следующем количестве: в картер коробки передач моделей 15-й и 152-й— (12,5±0,5) л.
После заливки масла коробки передач обкатываются в двух режимах: без нагрузки и под нагрузкой. Режимы обкатки коробок передач моделей 15-й определены техническими условиями и приведены в таблице 1.
| Нагрузка на вторичном валу, Н*м | Выключенная передача в основной коробке | Включенная передача в делителе | Время испытаний, мин |
| Без нагрузки | Нейтральная | Высшая | 1,5 |
| » | » | 1,5 | |
| » | Последовательное переключение передач два-три раза «низшая» «высшая» | 1.5 | |
| » | Последовательное включение передач: зх-1 -2-3-4-5-4 3-2-1-зх | Высшая | |
| зх | » | ||
| » | Низшая | ||
| 1-я | » | ||
| 1 я | Высшая | ||
| 100-150 | 2-я | » | |
| 100-150 | 2-я | Низшая | |
| 100-150 | 3-я | » | |
| 100-150 | 3-я | Высшая | |
| 100-150 | 4-я | » | |
| 100-150 | 4-я | Низшая | |
| 100-150 | 5-я | » | |
| 100-150 | 5-я | Высшая |
Частота вращения первичного вала всюду равна 2600 мин -1 , за исключением режима, когда в положении «нейтраль» и «высшая» она составляет 1300 мин -1 .
При обкатке в режиме без нагрузки проверяется включение передач в основной коробке и в делителе.
При испытании и приработке коробки передач под нагрузкой проверяются:
— надежность включения передач;
— работа коробки передач при включении 1 -и передачи и передачи заднего хода; эти передачи включаются только при остановленных валах в коробке передач;
— легкость переключения передач при включении 2, 3, 4 и 5-й передач;
— уровень шума с помощью шумомеров; датчики шумомера устанавливаются на стенку картера на расстоянии 25 мм от плоскости разъема картера с крышкой коробки передач в зонах вхождения шестерен в зацепления; при включении высшей передачи в делителе и частоте вращения первичного вала 2600 мин -1 уровень шума, зафиксированный стрелкой на шкале шумомера, не должен превышать 105 дБ.
После окончания приработки и испытания коробки передач масло из картера немедленно сливается горячим. Магниты сливных пробок очищаются от металлических отложений.
Стенд для обкатки КПП.

Стенд для обкатки КПП грузовых автомобилей КС-02.
Схема стенда КС-02 для обкатки КПП:
1. Пульт управления /ПУ/
2. Рама станции нагрузочно-приводной
3. Шкаф электрооборудования
4. Кожух защитный
5. КПП, обкатываемая на стенде
6. Электродвигатель приводной
7. Электродвигатель нагрузочный
8. Персональный компьютер (ПК) пользователя стенда
9. Интерфейс для связи ПУ с ПК.
Преимущества обкаточного стенда:
2. Малая энергоёмкость
3. Бесфундаментная установка на виброизолирующие опоры
4. Автоматизированный процесс обкатки
5. Простота и удобство монтажа и обслуживания
6. Надёжность и безопасность
7. Интерфейс /связь с ПК/: визуальный контроль за процессом обкатки, распечатка протокола обкатки, сбор и хранение результатов
8. Энергосберегающее оборудование.
Контролируемые параметры обкаточных стендов:
1. Частота вращения входного вала КПП
2. Частота вращения выходного вала КПП
3. Тормозной момент на выходном валу КПП
Таблица 2. Технические характеристики КС-02:
Источник