Ремонт узлов и агрегатов двигателей
У нас работают только опытные специалисты: инструментальщики, слесари и др.
При ремонте и восстановлении узлов и агрегатов двигателей мы используем уникальное оборудование: стенды, станки:
- Станок расточки блоков двигателей;
- Круглошлифовальный станок для шлифовки коленчатого вала двигателей;
- Плоскошлифовальный станок для восстановления плоскости головок двигателей;
- Стенд для расточки верхней головки шатунов двигателей;
- Станок для восстановления верхней головки шатунов двигателей КАМАЗ;
- Станок для восстановления посадочных мест распределительных валов двигателей;
- Стенд для восстановления клапанов двигателей;
- Стенд для расточки поворотных кулаков двигателей КАМАЗ;
- Стенд испытаний ТНВД дизельного двигателя;
- Стенд для регулировки форсунок двигателя;
- Хонинговальный станок.
Фото ремонтно-восстановительного оборудования:
Станок расточки блоков двигателей
 |  |
| Станок расточки блоков двигателей | Станок для восстановления блоков двигателей |
Круглошлифовальный станок для шлифовки коленчатого вала двигателей
 |  |
| Станок для шлифовки коленвала двигателей | Коленчатый вал двигателя на шлифовке |
 |  |
| Станок для шлифовки коленчатых валов двигателей | Коленчатые валы двигателей |
Плоскошлифовальный станок для восстановления плоскости головок двигателей
 |  |
| Плоскошлифовальный станок для восстановления плоскости головок двигателей | Плоскошлифовальный станок для восстановления плоскости головок блока |
Стенд для расточки верхней головки шатунов двигателей
 |  |
| Стенд для расточки верхней головки шатунов двигателей | Ремонт верхней головки шатунов двигателей |
Станок для восстановления верхней головки шатунов двигателей КАМАЗ
 |  |
| Станок для восстановления верхней головки шатунов двигателей КАМАЗ | Станок для восстановления верхней головки шатунов двигателей КАМАЗ |
Станок для восстановления посадочных мест распределительных валов двигателей
 |  |
| Станок для восстановления посадочных мест распределительных валов двигателей | Бор-штанги для ремонта посадочных мест распредвалов двигателей |
Стенд для восстановления клапанов двигателей
 |  |
| Стенд для восстановления клапанов двигателей | Ремонт клапанов двигателей |
Стенд для расточки поворотных кулаков двигателей КАМАЗ
Источник
РЕМОНТ ДВИГАТЕЛЯ КАМАЗ
РЕМОНТ
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см 2 ) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см 2 ) — при частоте вращения 2600 мин -1 .
Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров.
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одно му поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Обкатка двигателя должна всегда заканчиваться на автомобиле с соблюдением рекомендуемых скоростей движения, указанных в разделе «Обкатка автомобиля» Руководства по эксплуатации, прилагаемого к автомобилю.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;
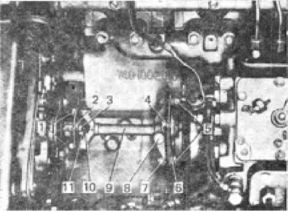
Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 — фланец задний ведущей полумуфты; 3, 4 — болты; 5 — болты крепления передних пластин; 6 — пластины передние; 7 — фланец передний полумуфты; 8 — болт стяжной; 9 — полумуфта ведущая; 10 — гайка; 11 — пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).
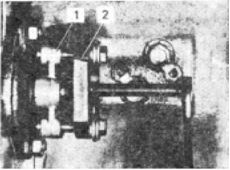
Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 — фланец ведущей полумуфты; 2 — съемник
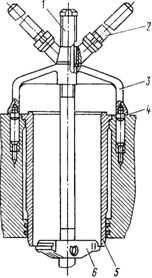
Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 — винт; 2 -рукоятка; 3 — корпус; 4 -опора; 5 — гильза; 6 — захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Таблица 6
Моменты затяжки резьбовых соединений
Моменты затяжки при классе прочностистали болта, Н.м (кгс.м)
Источник
Оборудования для выполнения работ в моторном участке




![]()
![]()
Приложение 2.5
| № п/п | Наименование оборудования, модель | Краткая характеристика | Размер в плане, мм | Мощность эл. двигателя, кВт |
| Станок для расточки цилиндров двигателей, модель 247 | Диаметр расточки 65-165 мм. | 1405×1800 | 1,70 | |
| Станок хонинговальный, модель 3Б-833 | Вертикальный. Диаметр обработки 80-165 мм. | 1380×1120 | 2,80 | |
| Станок для шлифовки шеек коленчатого вала двигателя, модель 3А-423 | Стационарный, универсальный | 4600×2100 | 7,00 | |
| Прибор для определения упругости пружин и поршневых колец, модель КИ-040 | Настольный, ручной, весового типа | 570×170 | ||
| Прибор для контроля радиального зазора в шариковых и роликовых подшипниках, модель КИ-1233 | Переносной, цена деления прибора 0,01 мм | |||
| Станок для шлифовки клапанов, модель | Настольный, электромеханический. Предназначен для шлифовки рабочих поверхностей клапанов, толкателей и коромысел газораспределительного механизма двигателя. | 975×870 | 0,27-главный привод, 0,12-привод бабки | |
| Прибор для шлифовки клапанов, модель Р-186 | Переносной, электромеханический. Диаметр шлифуемых клапанных седел 25-50 мм. | 550×440 | 0,37 | |
| Приспособление для шлифовки клапанных гнезд, модель Р-176 | Настольное, электромеханическое. Диаметр обрабатываемых клапанных седел 20-60 мм | 312×72 | 0,18 | |
| Дрель для притирки клапанов, модель 2213 | Ручная, с пневматическим роторным двигателем. Диаметр притираемых клапанов — 20-100 мм | 292×72 | ||
| Стенд для испытания на герметичность водяного насоса автомобиля ГАЗ-53А, модель ОР-9822 | Стационарный, полуавтоматический | 860×900 | ||
| Стенд для ремонта автомобильных двигателей, модель 2451М | Стационарный, предназначен для разборки и сборки двигателей легковых и грузовых автомобилей в подвешенном состоянии. Обеспечивает поворот двигателя в трех плоскостях. Масса 52,2 кг | 860×970 |
Продолжение приложения 2.5
| Стенд для ремонта двигателей легковых автомобилей, модель Р641 | Стационарный, унифицированный с ручным приводом. Предназначен для разборки и сборки двигателей легковых автомобилей | 570×410 (без двигателя) | |
| Стенд для ремонта двигателей КамАЗ модель Р 776 | Стационарный с ручным приводом | 1870×800 | |
| Стенд для ремонта двигателей ЗИЛ-130, модель 2473 | Стационарный, обеспечивает поворот двигателя в одной плоскости на 360° вокруг оси, параллельной оси коленчатого вала | 1150×662 | |
| Стенд для сборки и разборки V-образных двигателей ЯМЗ, модель Р770 | Стационарный, с электроприводом | 1870×1000 | 0,75 |
| Стенд для сборки и разборки V-образных двигателей ЯМЗ, модель Р776 | Стационарный, с ручным приводом | 1840×1000 | |
| Стенд для сборки и разборки головок блока цилиндров двигателя КамАЗ-740, модель Р729 | Настольный, с пневматическим зажимом. Давление подводимого воздуха 0,4-0,6 МПа | 520×410 | |
| Стенд для сборки и разборки головок блока цилиндров автомобильных двигателей ГАЗ, модель Р721 | Стационарный, поворотный, универсальный. Зажим изделия — пневматический. Давление подводимого воздуха — 0,2-0,4 МПа | 1070×640 | |
| Стенд для сборки и разборки головок блока цилиндров автомобильных двигателей ЗИЛ, модель 70-7826-1516 | Стационарный, поворотный, универсальный. Зажим изделия — пневматический. Давление подводимого воздуха — 0,2-0,4 МПа | 1070×640 | |
| Компрессометр, модель 179 | Ручной, портативный. Предел измерения — 1000 КПа. Цена деления шкалы — 50 КПа. Масса 0,8 кг | 365×170 | |
| Компрессометр регистрирующий для карбюраторных двигателей, модель К181 | Ручной, портативный. Фиксирующий на бумажном бланке максимальное давление в цилиндре двигателя в конце такта сжатия. Масса 2,8 кг | 335×150 | |
| Компрессометр для карбюраторных двигателей, модель КБ-1124 | Универсальный, для двигателей с резьбовым отверстием под свечи М14-М18 мм, Предел измерений 400-1600 кПа. Точность 2,5% |
Продолжение приложения 2.5
| Компрессометр для дизельных двигателей, модель КН-1125 | Универсальный, для определения давления в цилиндре двигателя с диаметром форсунок 22-25 мм. Запись на одной карточке результатов 12-ти измерений. Предел измерений 1500-4500 кПа. Масса 3,5 кг | ||
| Пневмотестер К-272М | Переносной. Для проверки герметичности УПГ и клапанов карбюраторных и дизельных двигателей, давление воздуха рабочее-0,16 МПа | 140×70 | |
| Электронагревательная установка для нагрева поршней, модель РЭ-7543 | Стационарная. Масса 150 кг | 925×925 | 2,64 |
| Универсальная балансировочная машина, модель БМ-У4 (4274) | Стационарная, предназначена для балансировки коленчатых валов и маховиков с массой от 5 до 100 кг | 2580×730 | 3,00 |
| Моечная ванна для деталей, модель ОМ-1316 | Передвижная, емкость 140 литров | 1250×620 | |
| Стенд для расборки-сборки шатунно-поршневой группы, модель СР-65 | Стационарный, пневматический, давление воздуха 0,2-0,4 МПа | 800×600 | |
| Стенд для испытания маслянных фильтров двигателей, модель АКТБ-55 | Стационарный, с электроприводом | 800×480 | 0,60 |
| Стенд для обкатки и испытания компрессоров, модель АКТБ-133 | Стационарный, с электроприводом и подводом воды для охлаждения компрессоров | 884×710 | 1,10 |
| Универсальный станок для притирки клапанов, модель ОПР-1841А ГОСНИТИ | Стационарный, с подъемным механизмом и 12 шпинделями | 1840×1450 | 1,80 |
| Станок точильно — шлифовальный, модель 3Е631 | Настольный | 430×330 | 0,75 |
| Пресс, модель Р-338 | Настольный, гидравлический, с ручным приводом, максимальное усилие 115кН | 470×200 | |
| Универсальный прибор для проверки и правки шатунов | Переносной, универсальный | 580×260 | |
| Кран-балка, модель НКМ | Опорная, 2т | 3,94 | |
| Кран консольно-поворотный Н-548 ВАЗ | Вылет до 4 м, грузоподъемность 0,25т | 0,68 |
Продолжение приложения 2.5
Источник