- ПЕРЕЧЕНЬ НЕОБХОДИМОГО ОБОРУДОВАНИЯ ДЛЯ РЕМОНТА ЭЛЕКТРОДВИГАТЕЛЕЙ.
- Оборудование для ремонта электродвигателей до 100 кВт
- Камера обдува статоров РИФЖ 443171.001
- Камера обдува статоров РИФЖ 443171.001
- Станок для удаления всыпной обмотки статора РИФЖ 483121.006
- Станок для удаления всыпной обмотки статора РИФЖ 483121.006
- Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
- Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
- Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
- Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
- Технические этапы перемотки электрических двигателей
- Процесс перемотки электродвигателей
- Итак, оборудование для перемотки электродвигателей:
- Перемотка электродвигателей постоянного тока выполняется в несколько этапов:
- Текущий ремонт электродвигателей
ПЕРЕЧЕНЬ НЕОБХОДИМОГО ОБОРУДОВАНИЯ ДЛЯ РЕМОНТА ЭЛЕКТРОДВИГАТЕЛЕЙ.
Для проведения ремонта электродвигателя необходимо следующее оборудование и приборы:
1. Комплекс для проверки электрических параметров и испытания электродвигателя.
2. Осциллограф ЕЛ- 1.
4. Специализированный стенд для разборки электродвигателя.
5. Приспособления для съема подшипников: пресс ручной ПЗП; съемники; щипцы или металлические крючки; латунная конусная оправка.
6. Приспособление для удаления обмоток электродвигателя, токарный станок для подрезки лобовых частей.
7. Ванна промывочная.
8. Компрессор воздушный.
9. Станок балансировочный.
10. Пресс гидравлический.
11. Намоточный станок.
12. Стенд для проверки электрических характеристик обмотки электродвигателя.
13. Установка для пропитки обмоток.
14. Печь сушильная. Печь для отжига обмоток.
15. Специализированный инструмент обмотчика электродвигателей.
16. Слесарный инструмент.
17. Измерительный инструмент.
18. Оборудование для покраски.
19. Станок токарный, фрезерный для механической обработки узлов и деталей электродвигателя.
20. Сварочное оборудование.
21. Подъемно транспортное оборудование.
5-7. Организационно-технические мероприятия при выводе на капитальный ремонт высоковольтного двигателя. Демонтаж – ремонт – монтаж — наладка.
До начала работ по капитальному и среднему ремонтам оборудования составляются ведомости объема работ и смета, календарный график и проект организации ремонтных работ, необходимая ремонтная документация. В этот же период проводятся экспресс-испытания оборудования для получения данных, необходимых для анализа работы, и определения состояния отдельных элементов оборудования. Если в период проведения ремонта предусматривается реконструкция или модернизация оборудования, то до начала работ составляется и утверждается техническая документация на эти работы. До начала работ выполняются мероприятия по организации связи, принимаются противопожарные меры, комплектуются и инструктируются ремонтные бригады всех участвующих в ремонте; и испытаниях служб. Ремонт блоков и отдельных деталей оборудования и сооружений проводится в мастерских энергопредприятий или на ремонтных площадках в производственных помещениях. Сетевой график ремонта электрооборудования может быть общим и локальным.
Как проводится капитальный ремонт электродвигателей.
Этот вид ремонта применяется для двигателей, находящихся в эксплуатации. Капитальный ремонт проводится для восстановления работоспособности и полного восстановления ресурса электрической машины с восстановлением или заменой всех изношенных или поврежденных узлов и заменой обмоток. Ремонт машины бывает и нецелесообразен, если имеются значительные повреждения механических узлов, которые невозможно устранить силами нашего предприятия.
Типовой объем капитального ремонта включает в себя: операции текущего ремонта; проверку воздушного зазора между статором и ротором (если конструкция машины позволяет это осуществить); проверку осевого разбега ротора и зазоров между шейкой вала и вкладышем подшипника скольжения (при необходимости проводится перезаливка вкладыша); полную разборку машины и мойку всех механических узлов и деталей, продувку и чистку коллектора, контактных колец, щеточного механизма и неповрежденных изоляционных деталей, дефектацию узлов и деталей; ремонт корпуса, подшипниковых щитов, магнитопроводов (заварка трещин, восстановление резьбовых отверстий, восстановление посадочных мест в корпусе и щитах, удаление замыканий между отдельными листами сердечников статора и ротора, устранение распушения листов, восстановление прессовки, ремонт выгоревших участков с установлением протезов); ремонт вала (исправление торцовых отверстий, устранение прогиба, восстановление посадочных отверстий и шпоночных канавок); извлечение старых обмоток, изготовление и укладка новых обмоток из круглого провода, ремонт или изготовление новых обмоток из прямоугольного провода и их укладка, сборка и пайка (сварка) электрических схем, пропитка и сушка обмоток, нанесение на лобовые части покровных эмалей; сборка и отделка машины, проведение приемосдаточных испытаний.
При капитальном ремонте электродвигателей производят замену подшипников качения, выработавших свой ресурс (вне зависимости от их состояния). Решение об использовании подшипников, не выработавших свой ресурс, принимается после их дефектации. При этом следует помнить, что ущерб от возможного отказа подшипника и связанного с этим отказа (остановки) двигателя существенно больше стоимости самого подшипника. Обмотки из круглого провода и низковольтные обмотки из прямоугольного провода при ремонте, как правило, повторно не используют, поскольку извлечь такой провод без повреждения практически невозможно. После извлечения они передаются на переплавку. Высоковольтные обмотки из прямоугольного провода могут использоваться повторно после замены витковой и корпусной изоляции.
Дата добавления: 2015-04-20 ; просмотров: 37 | Нарушение авторских прав
Источник
Оборудование для ремонта электродвигателей до 100 кВт

Камера обдува статоров РИФЖ 443171.001
Камера обдува статоров РИФЖ 443171.001
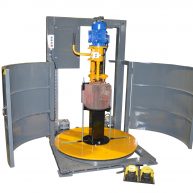
Камера обдува оборудования, статоров предназначена для сдува пыли с электродвигателей с последующей очисткой воздуха, используемого по замкнутому циклу. Производитель оборудования ОАО “Севкавэлектроремонт”.
Подлежащие обдуву статоры или другое оборудование, подаются в рабочую зону камеры на тележке с поворотным столом вращением рукоятки ручного привода. После закрытия створок камеры оператор включает фильтровентиляционный агрегат и, просунув руки в перчатки, обдувает статор со всех сторон обдувочным пистолетом. По окончании работы оператор открывает створки камеры и выдвигает тележку с обработанным статором.
Камера обдува статоров электродвигателей (оборудования) состоит из камеры каркасного типа со смотровым окном и отверстиями для рук оператора с закреплёнными перчатками, приставного стола с направляющими, тележки с поворотным столом, механизма перемещения тележки с ручным приводом, переходника-воздуховода, верхнего воздуховода, стойки верхнего воздуховода. На проёме камеры расположены створки с механизмом синхронного открывания. Очистка и рециркуляция воздуха в камере осуществляется фильтровентиляционным агрегатом. Камера оборудована осветительными приборами и укомплектована обдувочным пистолетом со шлангом. Справа от оператора расположен шкаф управления.

Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006 предназначен для извлечения после обрезки и обжига всыпных обмоток из статоров электродвигателей мощностью до 100 кВт. Обмоточный провод собирается и удаляется из станка в технологической таре.
Станок для извлечения всыпной обмотки статора состоит из станины, лебёдки, крюка, упора, прижима, педалей управления. контейнера для сбора мусора, ящиков слесарных. Оборудование производства ОАО “СКЭР”.
Шкаф управления станком для удаления всыпной обмотки предназначен для непрерывной круглосуточной работы в качестве устройства управления. Управление работой станка производится по сигналам от педалей, расположенных на полу, рядом со станиной станка.
Устройства коммутации, размещенные в шкафу, обеспечивают защиту от перегрузок и токов короткого замыканий.

Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей электродвигателей МБ-300 зарезонансного типа предназначен для динамической балансировки в одной или двух плоскостях коррекции межопорных или двух консольных роторов. Масса балансируемых роторов электродвигателей на станке от 10 до 300 кг. Максимальный диаметр ротора до 900 мм. В качестве измерительной системы станка используется комплекс “Вибролаб”. Балансировочное оборудование производства ОАО “Севкавэлектроремонт”.
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпной обмотки статоров РИФЖ 041618.005 позволяет производить обрезку секций нижней торцевой части всыпной обмотки статоров асинхронных электрических машин. Статор устанавливается на поворотный стол и закрепляется, после чего производится обрезка всыпной обмотки. Скорость вращения стола, а так же направление задается оператором станка.
Обрабатываемый статор устанавливается на поворотный стол станка и центрируется визуально, при помощи рисок на столе. После центрирования статор фиксируют посредством сменных прихватов и закрывают ограждение. При помощи кнопок подъёма/опускания консоли фрезы инструмент вводится во внутреннюю полость статора на уровень 3-5 мм выше плоскости железа статора. Нажатие соответствующей педали приводит во вращение стол с установленным статором.
Включённый привод вращения фрезы обеспечивает обрезку витков всыпной обмотки статора при подаче поворотной консоли на необходимую глубину резания. По окончанию операции обрезки отключается привод вращения фрезы, консоль привода устанавливается по центру статора, включается привод механизма подъёма и фреза выводится из полости статора, останавливается подъём и консоль отводится в сторону.
Станок для обрезки всыпной обмотки статора состоит из следующих основных узлов:
- Рамы основания;
- Поворотного стола;
- Консоли фрезы;
- Механизма перемещения траверсы;
- Пульта управления траверсой и скоростью вращения стола;
- Пульта управления фрезой;
- Шкафа электрического;
- Педали включения вращения стола;
- Сменных прихватов;
- Подставки;
- Механизма выдергивания;
Источник
Технические этапы перемотки электрических двигателей
Многие аппараты включают в свой состав электродвигатели. Как и любое другое устройство, он может ломаться, выходит из строя. Поломанная деталь не всегда сразу отправляется на помойку, во многих случаях ее достаточно просто починить. При необходимости перемотки электрического двигателя, можно обратиться в ремонтную службу или провести ремонт самостоятельно. Перемотка устройства самостоятельно проводиться в несколько этапов.
- Для начала электродвигатель необходимо разобрать,
- снять крышку вентилятора,
- затем сам вентилятор и
- ротор.
- При необходимости снимают намоточные детали,
- удаляется обмотка,
- пазы очищаются от изоляции,
- ротор продувается.
- вырубают лобовую часть обмотки,
- изоляцию размещают в пазы,
- проводят замеры длины статора и ширину пазовых изоляций.
- Снимают шаблон, вырезают нужные детали для катушек.
- Для намоток катушек используют специальный ручной намоточный станок. Катушки наматывают с нужным количеством витков, при этом равномерно распределяют по всей ширине шаблона. Необходимо избегать наматывания витков друг от друга. Катушки рекомендуется укладывать в пазы статора. При укладке обычно используют трамбовку.
- После этого изоляцию вкладывают между фазными катушками.
- Рекомендуется отделять катушки от разных фаз, проводить обвязку лобовой части. Также нужно собрать схему соединения разных катушек.
- Проводим соединения выводов в звезду, далее, втягиваем паяные соединения в трубки диаметра побольше и проводим укладку схемы.
- Сварка (пайка) схемы. Процесс происходит путем понижения трансформатора с угольной насадкой. Также их можно просто сварить с помощью паяльника.
- Далее — трамбовка пазов. Так как пазовая изоляция, «стрелки», выпирает из пазов, и ротор попросту сдерёт их.
- После полностью собираем устройство.
- Когда все готово, еще раз «прозваниваем» обмотки статора, так как во время сушки могла произойди деформации лобовых частей.
- После чего мотор подключается к сети и производится измерение потребляемого им тока.
Процесс перемотки электродвигателей
Ремонт перемотки электродвигателя — это ремонт детали, в процесс которого входит обмотка статора из круглого провода (его еще называют всыпной обмоткой с уровнем напряжения до 660 вольт).
Рассмотрим детально, какие именно технологические этапы входят в этот процесс:
- Прием неисправной детали и определение места поломки и ее причины;
- Подготовка устройства к укладке;
- Изготовление обмотки статора или ротора и непосредственно перемотка;
- Испытание статора или ротора, пропитка и сушка обмоток;
- Ремонт неисправных деталей;
- Сборка и окончательное испытание агрегата.
При ремонте не важно, делаете вы это сами или пользуетесь услугами ремонтной мастерской, главное — использовать самое лучшее оборудование.
Итак, оборудование для перемотки электродвигателей:
- Станок для намотки катушек. Применяют разнообразные типы намоточных станков. Они могут быть как ручной намотки, так и механической. Станок дает возможность производить различные виды катушек обмоток низковольтных электродвигателей.
- Инструмент обмотчика. В состав этого инструмента входят такие элементы: фибровый язык, обратный клин, выколотка, фибровая пластинка, угловой нож, специгла для бандажировки обмоток, топорик, шаблонный инструмент для правки лобовых частей, ключи для гибки роторных стержней.
- Сварочный трансформатор для сушки агрегата. Этот инструмент позволяет устранить увлажнения изоляции. Очень важно, что сварочный трансформатор позволяет сушить деталь, не разбирая её, что очень удобно как дома, так и в мастерской.
- Электродвигатель
Перемотка электродвигателей постоянного тока выполняется в несколько этапов:
- Осмотр, работники выявляют дефекты;
- Замена использованной обмотки на новую;
- Непосредственно перемотка;
- Тест работы устройства после ремонта;
- Покраска (по желанию).
Перемотка электродвигателя постоянного тока занимает много времени, но при использовании высококлассного оборудования, можно все сделать гораздо быстрее, а самое главное — качественней.
Источник
Текущий ремонт электродвигателей
 Текущий ремонт выполняется для обеспечения и восстановления работоспособности электродвигателя. Он заключается в замене или восстановлении отдельных частей. Проводится на месте установки машины или в мастерской.
Текущий ремонт выполняется для обеспечения и восстановления работоспособности электродвигателя. Он заключается в замене или восстановлении отдельных частей. Проводится на месте установки машины или в мастерской.
Периодичность выполнения текущего ремонта электродвигателей определяется системой ППР. Она зависит от места установки двигателя, типа станка или машины, в составе которой он используется, а также от продолжительности работы в сутки. Электродвигатели подвергаются текущему ремонту в основном 1 раз в 24 месяца.
При проведении текущего ремонта выполняются следующие операции: очистка, демонтаж, разборка и дефектация электродвигателя, замена подшипников, ремонт выводов, клеммной коробки, поврежденных участков лобовых частей обмотки, сборка электродвигателя, покраска, испытание на холостом ходу и под нагрузкой. У машин постоянного тока и электродвигателей с фазным ротором дополнительно выполняется ремонт щеточно-коллекторного механизма.
Таблица 1 Возможные неисправности электродвигателей и причины их вызывающие
| Неисправность | Причины |
| Электродвигатель не запускается | Обрыв в питающей сети или в обмотках статора |
| Электродвигатель при пуске не проворачивается, гудит, нагревается | Отсутствует напряжение в одной из фаз, оборвана фаза, электродвигатель перегружен, оборваны стержни ротора |
| Пониженная частота вращения и гул | Износ подшипников, перекос подшипниковых щитов, изгиб вала |
| Электродвигатель останавливается при увеличении нагрузки | Пониженное напряжение сети, неправильное соединение обмоток, обрыв одной из фаз статора, межвитковое замыкание, перегрузка двигателя, обрыв обмотки ротора (у двигателя с фазным ротором) |
| При пуске электродвигатель сильно шумит | Погнут кожух вентилятора или в него попали посторонние предметы |
| Электродвигатель при работе перегревается, соединение обмоток правильное, шум равномерный | Повышенное или пониженное напряжение сети, электродвигатель перегружен, повышена температура окружающей среды, неисправен или засорен вентилятор, засорена поверхность двигателя |
| Работающий двигатель остановился | Перерыв в подаче электроэнергии, длительное понижение напряжения, заклинивание механизма |
| Пониженное сопротивление обмотки статора (ротора) | Загрязнена или отсырела обмотка |
| Чрезмерный нагрев подшипников электродвигателя | Нарушена центровка, неисправны подшипники |
| Повышенный перегрев обмотки статора | Оборвана фаза, повышено или понижено-питающее напряжение, машина перегружена, межвитковое замыкание, замыкание между фазами обмотки |
| При включении электродвигателя срабатывает защита | Неправильно соединены обмотки статора, замыкание обмоток на корпус или между собой |
Текущий ремонт проводится в определенной технологической последовательности. До начала ремонта необходимо просмотреть документацию, определить наработку подшипников электродвигателя, установить наличие неустраненных дефектов. Для проведения работ назначается бригадир, готовятся необходимые инструменты, материалы, приспособления, в частности, подъемные механизмы.
Перед началом демонтажа электродвигатель отключается от сети, принимаются меры по исключению случайной подачи напряжения. Подлежащая ремонту машина очищается от пыли и грязи щетками, обдувается сжатым воздухом от компрессора. Отворачивают винты крепления крышки коробки выводов, снимают крышку и отсоединяют кабель (провода), подводящий питание к двигателю. Кабель отводят, соблюдая необходимый радиус изгиба, чтобы не повредить его. Болты и другие мелкие детали складывают в ящик, который входит в набор инструментов и приспособлений.

При демонтаже электродвигателя необходимо нанести керном метки, чтобы зафиксировать положение полумуфт относительно друг друга, а также отметить, в какое отверстие полумуфты входит палец. Прокладки под лапами следует связать и разметить, чтобы после ремонта каждую группу прокладок установить на свое место, это облегчит центровку электрической машины. Следует разметить также крышки, фланцы и другие детали. Несоблюдение этого правила может привести к необходимости повторной разборки.
Снимают электродвигатель с фундамента или рабочего места за рым-болты. Использовать для этой цели вал или подшипниковый щит запрещается. Для съема используются подъемные устройства.
Разборка электродвигателя выполняется с соблюдением определенных правил. Начинается она с удаления полумуфты с вала. При этом используются ручные и гидравлические съемники. Затем снимается кожух вентилятора и сам вентилятор, отвертываются болты крепления подшипниковых щитов, снимается задний подшипниковый щит легкими ударами молотка по надставке из дерева, меди, алюминия, вынимается ротор из статора, снимается передний подшипниковый щит, демонтируются подшипники.
После разборки выполняется очистка деталей сжатым воздухом с использованием волосяной щетки для обмоток и металлической для кожуха, подшипниковых щитов, станины. Засохшая грязь удаляется деревянной лопаточкой. Применять отвертку, нож и другие острые предметы запрещается. Дефектация электродвигателя предусматривает оценку его технического состояния и определение неисправных узлов и деталей.
При дефектации механической части проверяется: состояние крепежных деталей, отсутствие трещин корпуса и крышек, износ посадочных мест под подшипники и состояние самих подшипников. В машинах постоянного тока серьезным узлом, подлежащим всестороннему рассмотрению, является щеточно-коллекторный механизм.
Здесь наблюдаются повреждения щеткодержателя, трещины и сколы на щетках, износ щеток, царапины, и выбоины на поверхности коллектора, выступление миканитовых прокладок между пластинами. Большинство неисправностей щеточно-коллекторного механизма устраняется при текущем ремонте. В случае наличия серьезных повреждений этого механизма машина отправляется в капитальный ремонт.
Неисправности электрической части скрыты от глаза человека, обнаружить их труднее, нужна специальная аппаратура. Число повреждений обмотки статора при этом ограничено следующими дефектами: обрыв электрической цепи, замыкание отдельных цепей между собой или на корпус, витковые замыкания.

Обрыв обмотки и замыкание ее на корпус может быть обнаружено с использованием мегаомметра. Витковые замыкания определяются с помощью аппарата ЕЛ-15. Обрыв стержней короткозамкнутого ротора находят на специальной установке. Неисправности, устраняемые при проведении текущего ремонта (повреждение лобовых частей, обрыв или обгорание выводных концов), могут быть определены мегаомметром или визуально, в отдельных случаях требуется аппарат ЕЛ-15. При проведении дефектации измеряется сопротивление изоляции для установления необходимости сушки.
Непосредственно текущий ремонт электродвигателя заключается в следующем. При срыве резьбы нарезается новая (к дальнейшей эксплуатации допускается резьба, имеющая не более двух срезанных ниток), болты заменяются, крышка заваривается. Поврежденные выводы обмоток покрываются несколькими слоями изоляционной ленты или заменяются, если изоляция их по всей длине имеет трещины, отслоения или механические повреждения.
При нарушении лобовых частей обмотки статора на дефектный участок наносится лак воздушной сушки. Подшипники заменяются на новые, если есть трещины, сколы, вмятины, цвета побежалости и другие неисправности. Посадку подшипника на вал обычно осуществляют путем предварительного его нагрева до 80. 90°С в масляной ванне.
Установка подшипников осуществляется вручную с помощью специальных патронов и молотка или механизированным способом с использованием пневмогидравлического пресса.. Необходимо отметить, что в связи с внедрением единых серий электрических машин объем ремонта механической части резко сократился, т. к. уменьшилось число разновидностей подшипниковых щитов и крышек, появилась возможность заменять их новыми.
Порядок сборки электродвигателя зависит от его габарита и конструктивных особенностей. Для электродвигателей 1 — 4 габаритов после напрессовки подшипника устанавливается передний подшипниковый щит, вводится ротор в статор, надевается задний подшипниковый щит, надевается и крепится вентилятор и крышка, после этого устанавливается полумуфта. Далее согласно объему текущего ремонта проводятся прокрутка на холостом ходу, сочленение с рабочей машиной и испытание под нагрузкой.

Проверку работы электродвигателя на холостом ходу или с ненагруженным механизмом осуществляют следующим образом. После проверки действия защиты и сигнализации выполняют пробный пуск его с прослушиванием стука, шума, вибраций и последующим отключением. Затем электродвигатель запускают, проверяют разгон до номинальной частоты вращения и нагрев подшипников, измеряют ток холостого хода всех фаз.
Измеренные в отдельных фазах значения тока холостого хода не должны отличаться друг от друга более чем на ±5%. Разница между ними более 5 % указывает на неисправность обмотки статора или ротора, на изменение воздушного зазора между статором и ротором, на неисправность подшипников. Продолжительность проверки, как правило, не менее 1 часа. Работу электродвигателя под нагрузкой осуществляют при включении технологического оборудования.
Послеремонтные испытания электродвигателей согласно действующим Нормам должны включать две проверки — измерение сопротивления изоляции и работоспособность защиты. Для электродвигателей до 3 кВт измеряется сопротивление изоляции обмотки статора, а для двигателей более 3 кВт дополнительно измеряется коэффициент абсорбции. При этом у электродвигателей напряжением до 660 В в холодном состоянии сопротивление изоляции должно быть не менее 1 МОм, а при температуре 60 °С — 0,5 МОм. Измерения производят мегаомметром на 1000 В.
Проверка срабатывания защиты машин до 1000 В при системе питания с заземленной нейтралью осуществляется непосредственным измерением тока однофазного короткого замыкания на корпус с помощью специальных приборов или измерением полного сопротивления петли «фаза — нуль» с последующим определением тока однофазного короткого замыкания. Полученный ток сравнивается с номинальным током защитного аппарата с учетом коэффициентов ПУЭ. Он должен быть больше тока плавкой вставки ближайшего предохранителя или расцепителя автоматического выключателя.
В процессе выполнения текущего ремонта для повышения надежности электродвигателей старых модификаций рекомендуется проводить мероприятия по модернизации. Простейшая из них — трехкратная пропитка обмотки статора лаком с добавкой ингибитора. Ингибитор, диффундируя в лаковую пленку и заполняя ее, препятствует проникновению влаги. Можно также проводить капсулирование лобовых частей с помощью эпоксидных смол, но при этом электродвигатель может стать неремонтопригодным.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник