- Ремонт головки блока цилиндров
- Основные дефекты головки блока
- Оборудование и инструмент для ремонта головки блока
- Разборка головки блока цилиндров двигателя КамАЗ
- Сборка головки блока цилиндров
- ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ
- Мы в INSTAGRAM
- ТЕХНОЛОГИИ
- ОБОРУДОВАНИЕ
- УСЛУГИ
- ИНФОРМАЦИЯ
- АРХИВ
- Линия станков и оборудования для ремонта нижней части двигателя цилиндров
Ремонт головки блока цилиндров
Основные дефекты головки блока
— Трещины, захватывающие внутренние каналы, полости отверстий под форсунку, направляющие втулки, поверхность сопряжения с блоком цилиндров.
— Разрушение посадочных мест под седла клапанов и перемычек между ними.
— Повреждение или кавитационное разрушение поверхности прилегания к блоку цилиндров.
— Ослабление посадки седел клапанов в гнездах или износ гнезд под седла, опробование посадки производится легкими ударами медного молотка.
— Выработка, риска или раковины на рабочих поверхностях седел выпускного и впускного.
— Ослабление посадки направляющих втулок клапанов.
— Трещины, сколы, механические повреждения на поверхности направляющих втулок клапанов.
— Износ отверстия направляющих втулок клапанов.
— Прогорание или механическое повреждение уплотнительного кольца газового стыка.
— Нарушение герметичности масляной полости и масляных каналов и нарушение герметичности рубашки охлаждения.
— Обломы и трещины на крышке цилиндров.
— Коробление плоскости прилегания крышки к головке цилиндров.
Общая трудоемкость ремонта — 57,0 чел. мин.
Оборудование и инструмент для ремонта головки блока
— Кран-балка подвесная; приспособление для разборки-сборки головки блока в сборе 7831-4044;
— стенд для опрессовки головки блока цилиндров мод. 470.085; стенд для притирки клапанов мод. 9158-020;
— стенд для сборки головки блока с клапанами мод. 509.260;
— головка сменная 17 мм ГОСТ 25604-83;
— ключ с присоединительным квадратом ГОСТ 25601-83;
— ключ гаечный кольцевой 17 мм ГОСТ 2906-80;
— отвертка слесарно-монтажная 10,0 мм ГОСТ 17199-71;
— рукоятка динамометрическая мод. 131 М;
— установка для мойки деталей мод. 196 М; установка моечная ПНР;
— пистолет для обдува деталей сжатым воздухом С-417;
— пневмогайковерт ИП-3113; — шпильковерт ЭП-1262;
— измерительные: линейка металлическая, секундомер, штангенциркуль;
— тара для головок блока;
— кассета для клапанов;
— молоток слесарный стальной; деревянный стержень; зубило слесарное;
— приспособление для снятия пружин клапанов И-801.06.000;
— ключ для отворачивания ввертышей мод. 7700-4189;
— приспособление для отворачивания шпилек мод. 7813-4013;
— патрон для заворачивания шпилек мод. 7820-4017;
— патрон для заворачивания ввертышей мод. 7813-4011;
— верстак слесарный; щетка металлическая; ерши металлические; бумага наждачная; кисть волосяная;
— емкость с притирочной пастой; емкость с моторным маслом.
Разборка головки блока цилиндров двигателя КамАЗ
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки.
2. Разогнуть усики стопорной шайбы крепления стойки коромысел.
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм).
Рис. 1. Механизм газораспределения:
1 — распределительный вал; 2 — толкатель: 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — контргайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 —втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан выпускной; А — тепловой зазор; 18 — гайка крепления стоек оси коромысел
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.
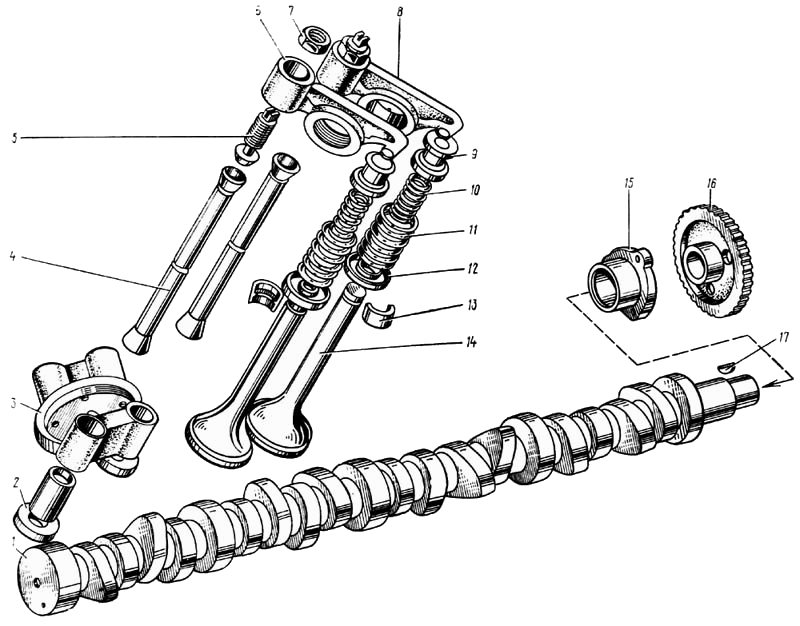 Рис. 2. Газораспределительный механизм:
Рис. 2. Газораспределительный механизм:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга толкателя в сборе; 5 — винт регулировочный коромысла; 6 — коромысло клапана со втулкой в сборе; 7 — гайка регулировочного винта; 8 — коромысло клапана в сборе; 9 — тарелка пружины со втулкой в сборе;10 — внутренняя пружина клапана; 12 — пружинная шайба клапана; 13 — сухарь клапана; 14 — клапан; 15 — корпус подшипника распределительного вала в сборе; 16 — шестерня распределительного вала; 17 — шпонка сегментная.
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки.
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов.
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).
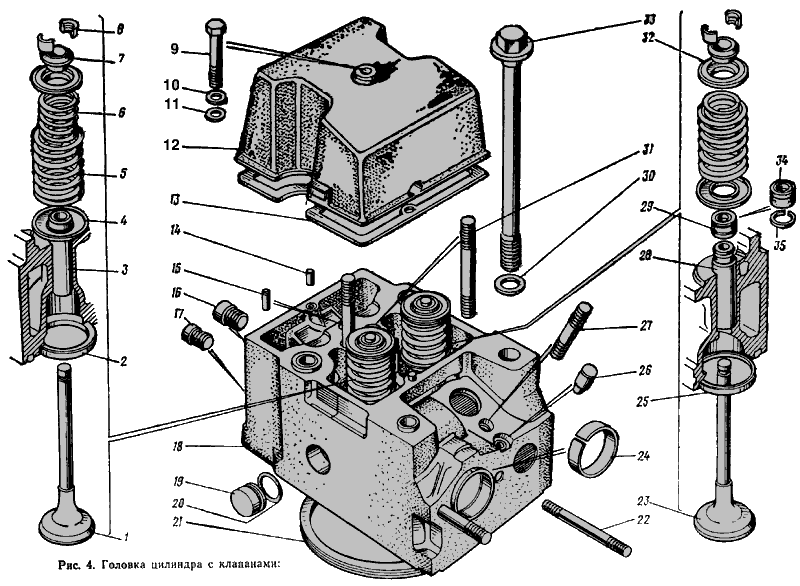 Рис. 4. Головка цилиндра с клапанами:
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.
Работу выполнять при необходимости замены ввертышей
(Ключ для выворачивания ввертышей).
13. Вывернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки.
Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления.
Мойка
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом.
Дефектовка
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/см2) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Сборка головки блока цилиндров
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки.
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора (при необходимости замены шпилек).
Высота выступания шпилек должна быть 52±1.
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек.
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек.
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей.
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх».
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния.
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). Необходимо не допускать разрывов в пояске и риски.
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должны соответствовать.
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин.
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами.
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом.
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров согласно нумерации.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и, при необходимости, устранить неисправность.
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно, повторив работы 24-29.
При необходимости качество притирки проверить на карандаш: для чего поперек фаски клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку повторив работы 24-29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5.;
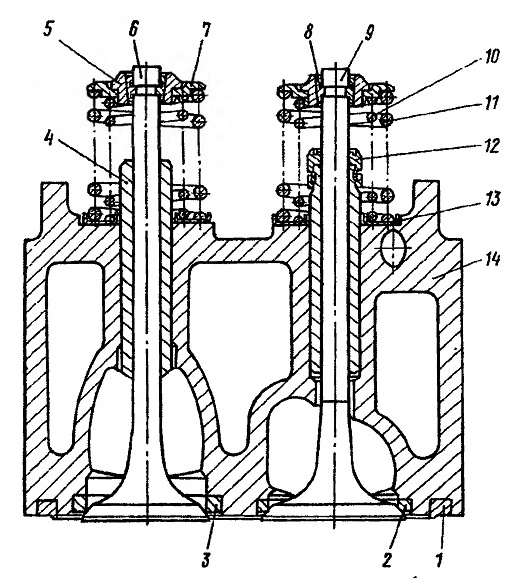 Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
1 — кольцо опорное; 2 — седло впускного клапана; 3 — седло выпускного клапана; 4, 5 — втулки; 6 — клапан выпускной; 7 — тарелка; 8 — сухарь; 9 — клапан впускной;
10, 11 — пружины; 12 — манжета; 13 — шайба; 14 — головка цилиндра
40. Установить головку блока цилиндров на приспособление для сборки головки.
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (отвертка на 10).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (ключ на 17 , отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел.
49. Снять головку блока цилиндров в сборе с приспособления и отправить ее на сборку двигателя.
Ремонт головки, только без замены направляющей клапана, еще не пробовал.
Замена масло съёмных колпачков,и протирка клапанов.
Притирка клапана на головке цилиндров автомобиля КАМАЗ
Покупайте запчасти у нас :
Источник
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ
Мы в INSTAGRAM
Наши самые интересные новости и технические материалы — здесь!

ТЕХНОЛОГИИ
Ремонт головок блока цилиндров:
как это делается
— смотрите видеорепортаж из нашего цеха.

ОБОРУДОВАНИЕ
УСЛУГИ
ИНФОРМАЦИЯ
 Наши исследования в авиации
Наши исследования в авиации
- Катастрофа века
- Круглый стол к 50-летию катастрофы Ю.Гагарина
- Малоразмерные ВРД
для беспилотных
летательных
аппаратов
Научная работа
- Наши научные статьи
- 20-й Международный Конгресс двигателестроителей
- 18-й Израильский симпозиум по реактивным двигателям и газовым турбинам
Вакансии
АРХИВ
Специализированный моторный центр «АБ-ИНЖИНИРИНГ» работает с 1997 г.
Основная деятельность компании — ремонт автомобильных двигателей. Компания имеет центр механической обработки деталей двигателей, оснащенный импортным станочным оборудованием высшего качественного уровня производства фирм AMC-SCHOU, DALCAN-Machines (Дания), ROBBI (Италия), SERDI (Франция), PROVALVE (Турция).
СМЦ «АБ-ИНЖИНИРИНГ» является российским представителем известных мировых лидеров в производстве оборудования и инструмента — компаний ROBBI (Италия), GUYSON (Англия), PROVALVE (Турция), DALCAN Machines-Denmark (Дания), SERDI Srl (Италия) .
Благодаря передовым технологиям и квалифицированному персоналу в сочетании с современным шлифовальным, расточным и хонинговальным оборудованием компания обеспечивает высшее качество ремонтных работ и является одним из лидеров на рынке моторно-ремонтных услуг России.
Наши моторные центры:
«АБ-Инжиниринг-Шереметьевский»:
тел. +7 495 545-6936, +7 495 502-5964 , e-mail: написать
«АБ-Инжиниринг-Рязань»:
тел. +7 960 5 777-999 ,
«АБ-Инжиниринг-Екатеринбург»:
тел. +7 343 226-7177 ,
«АБ-Инжиниринг-Одесса»:
тел. +38 0482 30-9192 ,
Оборудование данного типа является основой ремонта двигателей любого специализированного предприятия. Любой полный комплекс оборудования для восстановления двигателей всех типов – от мотоциклов до тепловозных и судовых дизелей, обязательно включает станки для ремонта нижней части двигателей, в том числе, блоков цилиндров, коленчатых валов, шатунов и других деталей.
Линия оборудования для обработки деталей нижней части двигателя отличает серьезные требования к точности, надежности и долговечности. Именно по этой причине дешевые станки неизвестных или безымянных производителей-копировщиков с Востока не находят применения там, где требования качества ремонта не пустой звук. И именно по этой же причине мы предлагает только проверенное у нас оборудование данной группы.
Состав оборудования для ремонта нижней части двигателей продиктован операциями шлифовки, расточки, хонингования, правки и ремонтируемыми деталями — блоками цилиндров, коленчатыми валами, шатунами.
Линия станков и оборудования для ремонта нижней части двигателя цилиндров
В настоящее время станки для обработки деталей нижней части двигателей производятся фирмами в Европе, Турции, Индии и Китая. В каждой из этих стран можно выделить 4-6 ведущих производителей станков. И в каждой из этих стран есть своя специфика конструирования и производства. Помимо этого, имеется и значительная разница в ценах, достигающая по некоторым типам оборудования разницы в 2 и даже в 3 раза. Однако выбор только по минимальной цене, как правило, приводит к дополнительным затратам в дальнейшем, в результате вместо экономии любителей минимальных цен ждут убытки, и немалые.
Чтобы не попасть впросак, необходимо внимательно изучать рынок и предлагаемое на рынке оборудование. И обращать внимание на некоторые мелкие детали. Например, на то, почему в Китае 20-30 разных фирм предлагают одни и те же станки по разным ценам, да еще показывают фотографии одного и того же завода. А также почему в Индии некоторые фирмы имеют возраст более 90 лет и на них работает 4-е поколение станкостроителей.
Если все это собрать и проанализировать, то можно очертить круг вполне себе надежного, качественного и недорогого оборудования, которое будет работать десятилетиями и никогда не подведет. Именно по этому принципу мы и строим нашу работу по продвижению станочного оборудования.
Для настоящих ценителей «прекрасного» в ремонте мы предлагаем не только итальянские станки, но также и станки основных турецких и индийских производителей, выпускающих чрезвычайно надежное и современное оборудование. И только Китай отсутствует в нашей программе — слишком мутные трейдеры и чрезвычайно засекреченные производители не позволяют пока оценить качество китайских станков. А значит, мы не берем на себя ответственность предлагать такое нашим клиентам, что мы сами не купим для нашего ремонтного производства.
Если же стоит задача оснащения цеха реальными станками, то ассортимент станков для ремонта нижней части двигателя достаточно широк и включает в себя следующее специальное станочное оборудование для ремонта моторных деталей и узлов:

Круглошлифовальные станки для шлифовки коленчатых валов:

Расточные станки для расточки блоков цилиндров

Хонинговальные станки для хонингования цилиндров

Плоскошлифовальные станки для обработки плоскостей
блоков цилиндров

Горизонтально-расточные станки для расточки постелей
подшипников

Горизонтально-расточные станки для расточки шатунов

Вспомогательное оборудование для ремонта блоков цилиндров,
коленчатых валов и шатунов
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками для обработки седел клапанов и ремонта головок блока цилиндров любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Некоторые особенности применения станков для ремонта двигателей в ремонтной практике можно посмотреть в разделах «Опыт работы и СМИ» и «Мы рекомендуем»
Источник