- R25 Оборудование для ремонта колесно-моторных блоков
- Типовой стенд для разборки колесно-моторных блоков
- Технологический комплекс для разборки и сборки колесно-моторного блока
- Система для вывешивания колесно-моторных блоков локомотивов
- Основные работы по ремонту КМБ в объёме ТР-3, выполнение которых является обязательным по правилам ремонта.

R25 Оборудование для ремонта колесно-моторных блоков
Типовой стенд для разборки колесно-моторных блоков
Рабочее место для разборки колесно-моторных блоков
Рабочее место для разборки колесно-моторных блоков (рис. 1) является первой позицией поточной линии ремонта тяговых электродвигателей и колесных пар. Стенд имеет раму сварной конструкции с уложенными на ней рельсами, являющимися продолжением деповских путей, по которым передвигается подъемно-транспортная тележка для перемещения тяговых электродвигателей. На раме имеются фасонные ребра для установки тягового электродвигателя. К раме приварены направляющие, по которым с обоих торцов колесно-моторного блока передвигаются на роликах пресс для спрессовки шестерен и ключ для отворачивания гайки малой шестерни.
Конструкция головки пресса соответствует конструкции типового пресса ПКБ ЦТ для спрессовки шестерен. Ключ для отворачивания гайки малой шестерни состоит из стержня, вращающегося в подшипниках (сечения Б — Б я В — В). На стержень надеты втулки. На одной втулке, установленной за подшипником, имеется упор Г. На торце стержня закреплен ключ. Под упором втулки расположен брусок, который перемещается по направляющим при помощи рычага.
Подшипники смонтированы вместе с бруском и рычагом на площадке, имеющей винт и перемещающейся вертикально в неподвижной стойке при помощи штурвала.
На фундаменте установлены кран-укосина с подвешенной на нем талью с траверсой и гайковертом ударного действия, цилиндры для опускания кожухов зубчатой передачи, устройство для остановки и скатывания колесной пары, колонна с электрогайковертом для отворачивания болтов букс моторно-осевых подшипников, пресс для спрессовки букс моторно-осевых подшипников и пульт управления.
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников закреплен на тележке, которая передвигается на консоли вдоль оси колесно-моторного блока. На колонне установлен электродвигатель с редуктором, к выходному концу которого прикреплен винт, вращающийся в гайке консоли, благодаря чему консоль вместе с гайковертом может перемещаться по колонне вверх и вниз и устанавливаться против нижнего или верхнего ряда болтов букс моторно-осевых подшипников. На раме установлены две стойки, к которым прикреплены гидравлические цилиндры, являющиеся прессами для спрессовки букс моторно-осевых подшипников. Для удержания букс от падения они захватываются траверсой, подвешенной к тельферу консольного крана.
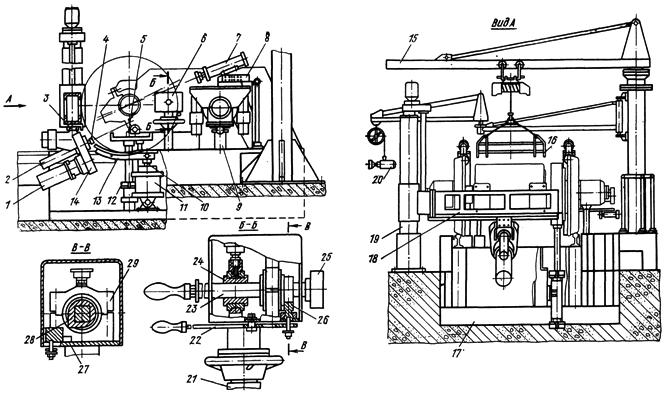
Рисунок 1 — Рабочее место для разборки колесно-моторного блока
На раме установлены два пневматических цилиндра для опускания нижних кожухов тяговой передачи. На локтевой балочке консольного крана подвешен пневматический гайковерт для отворачивания гаек и болтов крепления кожухов к тяговому электродвигателю и половинок кожухов между собой. Для управления механизмами стенда служит пульт управления.
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников приводится во вращение от электродвигателя постоянного тока типа П12 (рис. 2). Корпус планетарного редуктора прикреплен к фланцу электродвигателя. Вал-шестерня первой ступени с числом зубьев 32 и модулем 1 соединен с выходным валом электродвигателя на шпонке и проходит внутри водила, которое установлено в торцовой крышке редуктора на подшипниках качения. Водило имеет три пальца, на которых на подшипниках качения установлены сателлиты. Последние с числом зубьев 64 входят в зацепление с валом-шестерней и внешним колесом с числом зубьев 160, запрессованным в корпус. Выходной конец водила первой ступени соединен с валом-шестерней второй ступени с числом зубьев 17, второй конец которой установлен на подшипниках в вале третьей ступени. На последний насажено водило с четырьмя пальцами, на которые установлены на подшипниках качения сателлиты второй ступени с числом зубьев 25, зацепляющиеся с валом-шестерней и внешним колесом с числом зубьев 67.
Вал третьей ступени установлен на подшипниках в корпусе редуктора и вале внешнего зацепления. Кинематическая схема третьей ступени аналогична второй, центральная шестерня установлена на валу на шлицевом соединении и имеет модуль m = 3,5, число зубьев 18, число зубьев сателлитов 16, а внешнего колеса 50. Внешнее зацепление имеет модуль m = 4,5, число зубьев шестерни 26 и колеса 52. В цилиндре для выдвигания головки гайковерта имеется выдвижной шток, сидящий по наружному диаметру в зубчатом колесе внешнего зацепления на шлицевом соединении. В один конец штока запрессована головка гайковерта, а в другой ввернута гайка с уплотнительной манжетой. Неподвижный шток находится внутри подвижного штока и состоит из направляющей трубы, к заднему концу которой приварен штуцер с двумя сверлениями для подвода воздуха, а к переднему — поршень с уплотнительными манжетами.
Работа содержит 9 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте колесно-моторных блоков. Может быть полезна студентам при написании курсовых проектов.
Источник
Технологический комплекс для разборки и сборки колесно-моторного блока

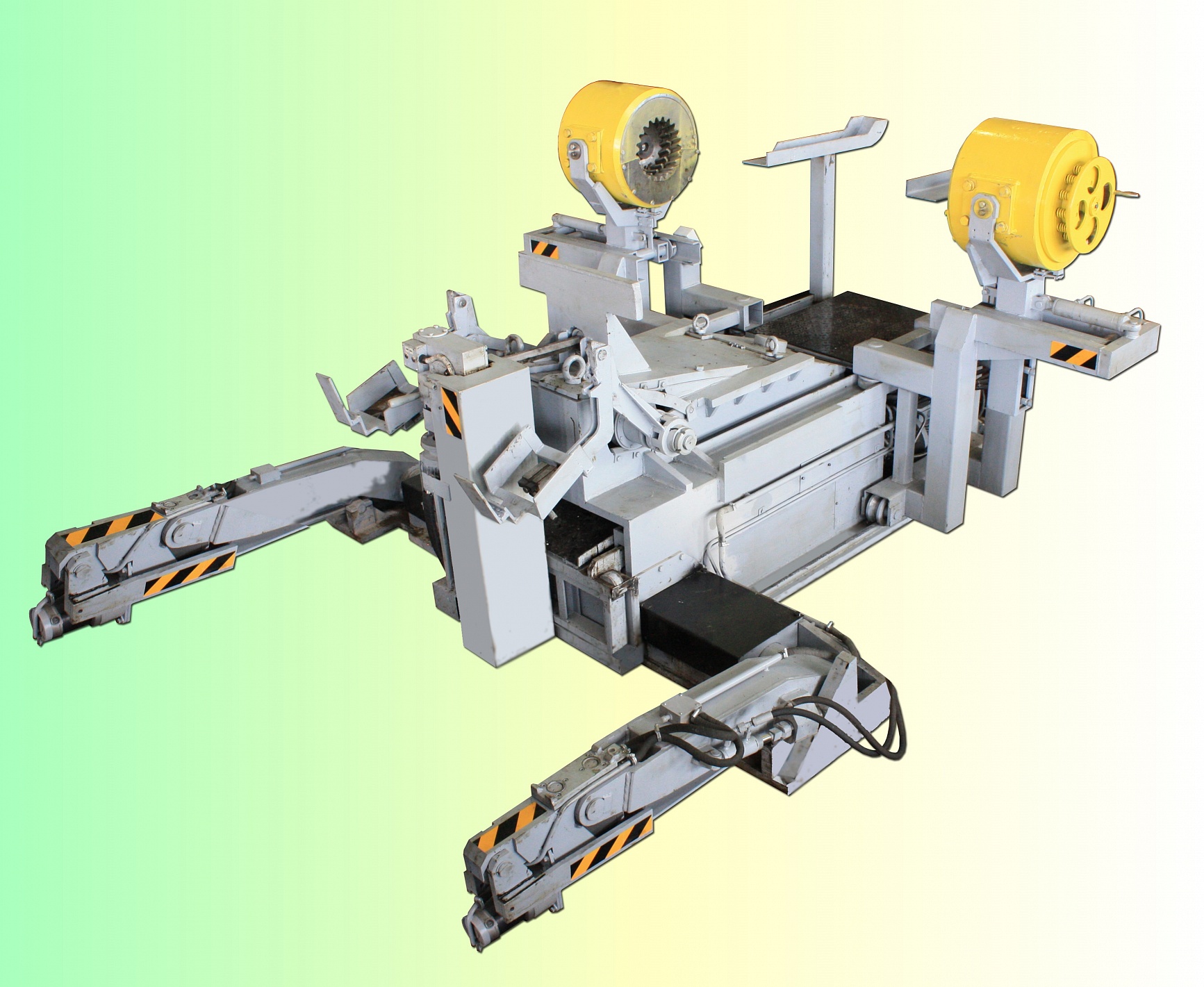
Комплекс предназначен для выполнения технологических операций по разборке и сборке колёсно-моторных блоков локомотивов, включая:
— откручивание (закручивание) шапочных болтов с использованием реверсивного электрогайковёрта;
— выпрессовку шапок моторно-осевых подшипников с использованием кантователя КМБ и технологической самоходной тележки;
— перемещение шапок на стеллаж при демонтаже и со стеллажа к месту установки при монтаже с использованием электротельфера на траверсе;
— выемку и установку колесной пары, с использованием технологической самоходной тележки, кантователя КМБ и механизма поперечного перемещения кантователя для точного позиционирования колёсной пары относительно тягового электродвигателя, что особенно важно для правильной сборки МОП.
— съёма малой шестерни с вала тягового электродвигателя, с использованием гидравлического съёмника с индукционным подогревом.
Изготавливается индивидуально под соответствующий тип КМБ.
Одновременное использование кантователя с механизмом поперечного перемещения и самоходной технологической тележки позволяет обеспечивать максимально точную и плавную установку колёсной пары на вкладыши моторно-осевых подшипников, исключая использование для этой операции цехового крана.
Использование кантователя позволяет точно позиционировать тяговый электродвигатель относительно съёмника малой шестерни с индукционным подогревом, который обеспечивает гарантированный съём малых шестерен. При этом за счёт снижения натяга шестерни относительно вала ТЭД при интенсивном нагреве, удаётся снизить осевое усилие, прилагаемое к шестерни до 50 тн., что обеспечивает сохранность шестерни от сколов зубьев со стороны захвата.
Учитывая высокую степень механизации процессов сборки и разборки КМБ, для работы на комплексе достаточно одного человека.
Комплекс сборки-разборки КМБ состоит из рамы на которую смонтированы рельсовая колея для самоходной технологической тележки, кантователь с механизмом поперечного перемещения, колоны на которой смонтированы съёмник малой шестерни, реверсивный электрогайковёрт для откручивания-закручивания шапочных болтов, электроталь с траверсой для снятия и установки шапок МОП, гидростанция для питания гидросистемы комплекса, пульты управления комплексом и индукционным нагревателем съёмника малой шестерни.
— Разборка КМБ.
Колёсно-моторный блок, без кожухов зубчатой передачи демонтированных ранее, устанавливается с использованием цехового крана в ложемент кантователя. С использованием кантователя КМБ приводится в положение удобное для откручивания шапочных болтов. С использованием реверсивного электрогайковёрта производится откручивание шапочных болтов. Затем с использованием кантователя КМБ поворачивается до момента упора колёсной парой в ложемент самоходной технологической тележки. При дальнейшем повороте кантователя, под собственным весом ТЭД происходит выпрессовка шапок МОП, которые затем фиксируются на траверсе и с помощью электротельфера перемещаются на стеллаж. Колёсная пара перемещается с использованием самоходной технологической тележки и затем с использованием цехового крана в накопитель колёсных пар. Верхние и нижние вкладыши МОП вручную перемещаются на стеллаж. Оставшийся в ложементе кантователя ТЭД поворачивается в положение необходимое для снятия малой шестерни. Съёмник малой шестерни фиксируется на снимаемой шестерне, с использованием ручного насоса высокого давления создаётся необходимое усилие в гидроцилиндре съёмника, которое контролируется по показанием манометра, затем включается индукционный подогреватель. По мере нагрева шестерни сила натяга шестерни на вал ТЭД ослабевает и происходит съём шестерни. Динамическая нагрузка, вызванная «отстрелом» шестерни компенсируется гидравлическим гасителем, смонтированным в локтевом кронштейне съёмника. Тяговый двигатель поворачивается в кантователе в положение удобное для транспортировки и перемещается с использованием цехового крана в накопитель ТЭД.
— Сборка КМБ.
С использованием цехового крана ТЭД устанавливается в ложемент кантователя, а колёсная пара на ложемент технологической самоходной тележки. На тяговый двигатель вручную устанавливаются нижние вкладыши МОП. Колёсная пара подкатывается тележкой к ТЭД. Далее с использованием механизмов поворота и поперечного перемещения кантователя колёсная пара позиционируется и укладывается на нижние вкладыши МОП. Установленные вручную верхние вкладыши МОП и смонтированные с использованием траверсы и электротельфера шапки, фиксируются шапочными болтами с использованием реверсивного электрогайковёрта. Затем производится насадка малой шестерни с использованием индукционного нагревателя шестерён перед насадкой (в основной комплект поставки не входит). После завершения монтажных работ КМБ с использованием кантователя приводится в положение удобное для транспортировки и с использование цехового крана перемещается в накопитель КМБ.
Источник
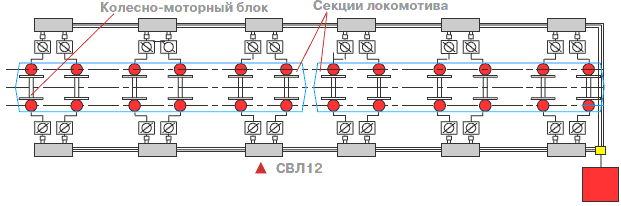
Система для вывешивания колесно-моторных блоков локомотивов



Рукав высокого давления РВДИ — 120 метров (уточняется по месту)



Система разработана с целью механизации вывешивания колесно-моторных блоков для проведения диагностики и ремонта подшипников качения тягового двигателя локомотива.
Позволяет ускорить и облегчить проведение ремонтно-диагностических работ.
В зависимости от марки локомотива и технологии проведения работ система комплектуется:
По желанию заказчика, каждый домкрат может комплектоваться предохранительными кранами для предотвращения самопроизвольного слива масла при аварийном повреждении рукава или насоса.
При заказе необходимо указать
1. Модель локомотива.
2. Количество одновременно поднимаемых секций локомотива.
3. Необходимость вывешивания каждого КМБ отдельно.
4. Планировка цеха
- схема движения автотранспорта;
- схема коммуникаций;
- расстояние между осями рельсовых путей;
- гналичие подкладных опорных плит под домкраты.
5. Поперечный разрез смотровой канавы с рельсовыми путями.
6. Величина рабочего напряжения в электросети.
Для просмотра дополнительных параметров покрутите колесиком мышки на таблице
Источник
Основные работы по ремонту КМБ в объёме ТР-3, выполнение которых является обязательным по правилам ремонта.
Выкатите тележки и колесно-моторные блоки.
До выкатки тележек производится демонтаж опорно-осевого подвешивания. Разъединяются концы кабелей тяговых двигателей, трубы песочниц, трубопроводы тормозной системы, цепи ручного тормоза, воздуховоды, т. е все связи кузова с тележкой. После этих операций кузов необходимо поднять и тележку выкатить из-под электровоза.
После выкатки тележку необходимо установить на разборочную площадку. Колесную пару подклинить. Тяговый двигатель закрепляем в рабочем положении. Снимаем предохранительные упоры тяговых двигателей, тормозные тяги, отсоединяют буксовые поводки, поперечины тормозной системы, подвеску тягового двигателя от рамы тележки, а стойки — от листовых рессор. После этих операций снимаем раму тележки и производим полную разборку тележки.
Колесная пара.Очищаем колесную пару от грязи и смазки. Проверяем моторно-осевые буксовые шейки, среднюю, предподступичную и подступичную части оси колесной пары на отсутствие трещин. Проверяем соответствие всех элементов колесной пары установленным нормам допусков и износов:
наименьшая толщина бандажей — 45 мм;
овальность бандажа по кругу катания (после обточки) не более 0,5 мм;
разность диаметров бандажей по кругу катания у одной колесной пары не более 0,5 мм;
эксцентричность бандажей по кругу катания относительно моторно-осевых шеек (после обточки) не более 0,5 мм;
овальность и конусность шеек оси под моторно-осевые подшипники не более 0,5 мм;
уменьшение диаметра шейки оси под моторно-осевые подшипники не более 6 мм;
отклонение толщины зубьев венца зубчатого колеса от полного профиля на обе стороны по износу не более 3 мм;
торцовое биение венца зубчатого колеса на радиусе 455 мм относительно оси шеек моторно-осевых подшипников не более 0,5 мм;
радиальное биение окружности выступов зубчатого колеса относительно оси шеек моторно-осевых подшипников не более 0,5 мм.
Проверяем наличие установленных клейм и знаков.
Зубчатая передача. Измеряем износ по толщине зубьев зубчатого колеса и шестерни. Износ более 3 мм не допускается. Снимаем шестерню и осматриваем посадочную поверхность конусного отверстия шестерни на отсутствие каких-либо трещин, а также незачищенных вмятин.
Притираем шестерни по конусу вала; прилегание должно быть не менее 85% посадочной поверхности. Производить притирку шестерни по конусу вала грубыми порошкообразными материалами запрещается.
Измеряем расстояние между торцом вала и торцом шестерни, которое перед напрессовкой должно быть 18,1—20,4 мм.
Проверяем калибрами конические поверхности вала и отверстий шестерен на соблюдение конусности и прямолинейности поверхности
Нагреваем шестерни индукционным способом до температуры 150— 180° С. Нагрев в масле не допускается.
Посадим шестерни на вал, при этом расстояние между торцом вала и торцом шестерни должно уменьшиться на 2,2-2,6 мм (это будет соответствовать натягу 0,22—0,26 мм). Закрепим гайку с пружинной шайбой до остывания шестерни. Завернутая гайка должна быть утоплена в выточке шестерни. После остывания шестерни проверяем прочность крепления гайки. Необходимо проследить за сохранением спаренности при сборке работающих ранее зубчатых передач. Допускается соединение новых шестерен с бывшими в эксплуатации исправленными зубчатыми колесами. Новые зубчатые колеса могут соединяться с шестернями, бывшими в эксплуатации, если износ зубьев последних не превышает
Колесно-моторный блок. Собираем колесно-моторные блоки, для чего подбираем колесные пары и тяговые электродвигатели перед сборкой таким образом, чтобы разность характеристик тяговых блоков одного электровоза не превышала 3% при вращении как в одну, гак и в другую сторону.
Характеристика колесно-моторного блока представляет собой произведение диаметра бандажа колесной пары на частоту вращения якоря тягового двигателя в об/мин при часовом режиме.
Проконтролируем в собранном колесно-моторном блоке следующие размеры:
общий боковой зазор между зубьями 0,44—0,80 мм;
разница боковых зазоров в обеих зубчатых передачах одной колесной пары не более 0,3 мм;
радиальной зазор (между вершинами и впадинами зубьев) не менее 2,5 мм.
свес ведущих шестерен относительно ведомых зубчатых колес — (3,5±3) мм;
радиальный зазор между вкладышем и шейкой моторно-осевого подшипника (0,4+0,1) мм;
разность зазоров между вкладышем и шейкой оси для одного колесного блока не более 0,2 мм;
разбег тягового двигателя на оси колесной пары 0,5—2 мм;
зазор между стенкой кожуха зубчатой передачи и шестерней — не менее 7 мм, при смещении якоря из среднего положения — не более 1 мм;
поверхность контакта зубьев должна быть не менее 60% длины и 45% высоты зуба.
Проверяем работу зубчатой передачи, буксовых и якорных подшипников путем включения тягового двигателя в сеть низкого напряжения и вращения его в обоих направлениях не менее 20 мин в каждую сторону. При этом моторно-осевые буксы должны быть закреплены, кожух зубчатой передачи моторно-осевые подшипники заправлены смазкой. Проверяем после обкатки нагрев подшипниковых узлов колесно-моторного блока.
Проверяем после сборки кожухов правильность их установки путем вращения зубчатых передач в обоих направлениях. Для регулирования положения кожуха разрешается установка шайб на крепящие болты между остовом двигателя и кожухом.
Подвеска тягового двигателя. Проверяем состояние стержней подвески тяговых двигателей, резиновых шайб и съемных предохранительных упоров тяговых двигателей. Неисправные и изношенные детали необходимо заменить или отремонтировать, при этом суммарный зазор между цилиндрической втулкой и валиком подвески должен быть не более 3 мм, между бочкообразной втулкой и валиком — не более 4 мм, а диаметр валика подвески — не менее 60 мм
Проверьте стержни подвески не отсутствие трещин, трещины не допускаются.
 Ремонт моторно-осевых подшипников (рис. 4.1).Устанавливаем буксы моторно-осевых подшипников после мойки на специальный стенд. Проверяем их на отсутствие трещин. Осматриваем отверстия под моторно-осевые болты, поверхности под головками болтов, состояние привалочных поверхностей букс к остову. Проверяем состояние и размеры замковых поверхностей букс и сравните их с размерами на остове. Проверяем масляные камеры на герметичность керосином, плотность крепления трубки в рабочей камере и ее установку по размерам согласно чертежу. Для проверки герметичности запасной камеры заглушаем отверстие трубки и подаём в нее воздух под давлением 0,3 МП а (3 кгс/см 2 ). При наличии трещин появляется шипение воздуха. Спускные пробки запасной и рабочей масляных камер плотно подгоняем, устанавливаем на сурике и закрепляем. Крышки масленок и букс необходимо отремонтировать, а при необходимости заменить. Крышки должны обеспечивать плотное закрытие маслоналивных отверстий с необходимым нажатием. При этом должно быть обеспечено упругое перемещение крышки при открывании и закрывании. Внутреннюю поверхность рабочих камер надо окрасить и просушить. Подбивку (косы) после изъятия из букс отправляем в шерстемоечное отделение. Восстанавливаем вкладыши моторно-осевых подшипников согласно чертежу и подгоняем по шейкам оси колесной пары. Зазор между вкладышем и осью (разность диаметров) после ремонта должен быть 0,3—0,5 мм.
Ремонт моторно-осевых подшипников (рис. 4.1).Устанавливаем буксы моторно-осевых подшипников после мойки на специальный стенд. Проверяем их на отсутствие трещин. Осматриваем отверстия под моторно-осевые болты, поверхности под головками болтов, состояние привалочных поверхностей букс к остову. Проверяем состояние и размеры замковых поверхностей букс и сравните их с размерами на остове. Проверяем масляные камеры на герметичность керосином, плотность крепления трубки в рабочей камере и ее установку по размерам согласно чертежу. Для проверки герметичности запасной камеры заглушаем отверстие трубки и подаём в нее воздух под давлением 0,3 МП а (3 кгс/см 2 ). При наличии трещин появляется шипение воздуха. Спускные пробки запасной и рабочей масляных камер плотно подгоняем, устанавливаем на сурике и закрепляем. Крышки масленок и букс необходимо отремонтировать, а при необходимости заменить. Крышки должны обеспечивать плотное закрытие маслоналивных отверстий с необходимым нажатием. При этом должно быть обеспечено упругое перемещение крышки при открывании и закрывании. Внутреннюю поверхность рабочих камер надо окрасить и просушить. Подбивку (косы) после изъятия из букс отправляем в шерстемоечное отделение. Восстанавливаем вкладыши моторно-осевых подшипников согласно чертежу и подгоняем по шейкам оси колесной пары. Зазор между вкладышем и осью (разность диаметров) после ремонта должен быть 0,3—0,5 мм.
Ремонт кожухов зубчатой передачи (рис. 4.2).При ремонте кожухов зубчатой передачи выполняем все работы, предусмотренные ремонтом ТР-2. Дополнительно вынимаем старые войлочные уплотнения, тщательно осматриваем стеклопластовые кожухи в местах крепления бобышек, кронштейнов и заправочных горловин. Ослабшие гайки подтягиваем. Проверяем состояние резьбы в бобышках кожухов. Поврежденную резьбу восстанавливаем. Подбираем комплект крепящих болтов и деталей, как указано в разделе текущего ремонта ТР-2. Проверяем состояние заправочных горловин, масломерных устройств, крышек, сапунов, смотровых люков. Выявленные дефекты устраняем. После ремонта внутренние полости кожухов окрашиваем серой эмалью ГФ-92-ХС, а наружные — черной эмалью ПФ-115. Устанавливаем в пазы новые уплотняющие прокладки и их необходимо промазать их смазкой ЖД. Кожуха, на которых устранялись трещины и пробоины днищ, проверяем керосином на отсутствие течи. Сварочные работы на стальных кожухах необходимо производить электродами с качественной обмазкой диаметром 3—-4 мм по хорошо очищенной и разделанной поверхности.
Источник