- R25 Оборудование для ремонта колесно-моторных блоков
- Типовой стенд для разборки колесно-моторных блоков
- Комплекс для разборки колесно-моторного блока тепловозов
- Описание ММ721
- Технологический комплекс для разборки и сборки колесно-моторного блока
- Оборудование для производства и ремонта ТЭД, генераторов и КРБ
- Кантователь двигателей ЭД118, ЭД107 ММ220
- Кантователь дизеля 5Д49 ММ722
- Кантователь колесномоторных блоков в сборе ТЭМ2 ММ224
- Кантователь статора генераторов ММ836
- Кантователь тяговых электродвигателей ММ312
- Комплекс для разборки колесно-моторного блока тепловозов ММ721
- Комплект домкратов передвижной для вывешивания колесной пары ММ075
- Позиция разборки и сборки колесно-редукторных блоков электропоездов ММ234
- Станок для притирки вала малой шестерни к венцу ММ183
- Станок для притирки фланца к валу малой шестерни электропоездов ММ184
- Станок для притирки фланца к валу тягового электродвигателя элекропоездов ММ181
- Станок для притирки шестерни к валу якоря тягового двигателя локомотивов ММ197
- Стенд для вибродиагностики колесно-редукторных блоков электропоездов ММ231
- Стенд для разборки генераторов с кантователем универсальный ММ317Г
- Стенд для раскрутки колесных пар моторных и прицепных вагонов электропоездов ММ382
- Универсальный кантователь для генераторов ММ317
- Универсальный кантователь для генераторов малой мощности ММ318

R25 Оборудование для ремонта колесно-моторных блоков
Типовой стенд для разборки колесно-моторных блоков
Рабочее место для разборки колесно-моторных блоков
Рабочее место для разборки колесно-моторных блоков (рис. 1) является первой позицией поточной линии ремонта тяговых электродвигателей и колесных пар. Стенд имеет раму сварной конструкции с уложенными на ней рельсами, являющимися продолжением деповских путей, по которым передвигается подъемно-транспортная тележка для перемещения тяговых электродвигателей. На раме имеются фасонные ребра для установки тягового электродвигателя. К раме приварены направляющие, по которым с обоих торцов колесно-моторного блока передвигаются на роликах пресс для спрессовки шестерен и ключ для отворачивания гайки малой шестерни.
Конструкция головки пресса соответствует конструкции типового пресса ПКБ ЦТ для спрессовки шестерен. Ключ для отворачивания гайки малой шестерни состоит из стержня, вращающегося в подшипниках (сечения Б — Б я В — В). На стержень надеты втулки. На одной втулке, установленной за подшипником, имеется упор Г. На торце стержня закреплен ключ. Под упором втулки расположен брусок, который перемещается по направляющим при помощи рычага.
Подшипники смонтированы вместе с бруском и рычагом на площадке, имеющей винт и перемещающейся вертикально в неподвижной стойке при помощи штурвала.
На фундаменте установлены кран-укосина с подвешенной на нем талью с траверсой и гайковертом ударного действия, цилиндры для опускания кожухов зубчатой передачи, устройство для остановки и скатывания колесной пары, колонна с электрогайковертом для отворачивания болтов букс моторно-осевых подшипников, пресс для спрессовки букс моторно-осевых подшипников и пульт управления.
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников закреплен на тележке, которая передвигается на консоли вдоль оси колесно-моторного блока. На колонне установлен электродвигатель с редуктором, к выходному концу которого прикреплен винт, вращающийся в гайке консоли, благодаря чему консоль вместе с гайковертом может перемещаться по колонне вверх и вниз и устанавливаться против нижнего или верхнего ряда болтов букс моторно-осевых подшипников. На раме установлены две стойки, к которым прикреплены гидравлические цилиндры, являющиеся прессами для спрессовки букс моторно-осевых подшипников. Для удержания букс от падения они захватываются траверсой, подвешенной к тельферу консольного крана.
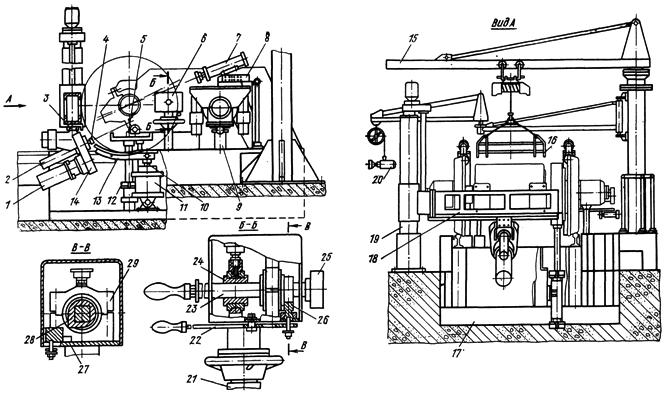
Рисунок 1 — Рабочее место для разборки колесно-моторного блока
На раме установлены два пневматических цилиндра для опускания нижних кожухов тяговой передачи. На локтевой балочке консольного крана подвешен пневматический гайковерт для отворачивания гаек и болтов крепления кожухов к тяговому электродвигателю и половинок кожухов между собой. Для управления механизмами стенда служит пульт управления.
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников
Электрогайковерт для отворачивания болтов букс моторно-осевых подшипников приводится во вращение от электродвигателя постоянного тока типа П12 (рис. 2). Корпус планетарного редуктора прикреплен к фланцу электродвигателя. Вал-шестерня первой ступени с числом зубьев 32 и модулем 1 соединен с выходным валом электродвигателя на шпонке и проходит внутри водила, которое установлено в торцовой крышке редуктора на подшипниках качения. Водило имеет три пальца, на которых на подшипниках качения установлены сателлиты. Последние с числом зубьев 64 входят в зацепление с валом-шестерней и внешним колесом с числом зубьев 160, запрессованным в корпус. Выходной конец водила первой ступени соединен с валом-шестерней второй ступени с числом зубьев 17, второй конец которой установлен на подшипниках в вале третьей ступени. На последний насажено водило с четырьмя пальцами, на которые установлены на подшипниках качения сателлиты второй ступени с числом зубьев 25, зацепляющиеся с валом-шестерней и внешним колесом с числом зубьев 67.
Вал третьей ступени установлен на подшипниках в корпусе редуктора и вале внешнего зацепления. Кинематическая схема третьей ступени аналогична второй, центральная шестерня установлена на валу на шлицевом соединении и имеет модуль m = 3,5, число зубьев 18, число зубьев сателлитов 16, а внешнего колеса 50. Внешнее зацепление имеет модуль m = 4,5, число зубьев шестерни 26 и колеса 52. В цилиндре для выдвигания головки гайковерта имеется выдвижной шток, сидящий по наружному диаметру в зубчатом колесе внешнего зацепления на шлицевом соединении. В один конец штока запрессована головка гайковерта, а в другой ввернута гайка с уплотнительной манжетой. Неподвижный шток находится внутри подвижного штока и состоит из направляющей трубы, к заднему концу которой приварен штуцер с двумя сверлениями для подвода воздуха, а к переднему — поршень с уплотнительными манжетами.
Работа содержит 9 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте колесно-моторных блоков. Может быть полезна студентам при написании курсовых проектов.
Источник
Комплекс для разборки колесно-моторного блока тепловозов
Описание ММ721

Комплекс предназначен для разборки колесно-моторного блока тепловозов ТЭП70: слива масла из редуктора, снятия кожухов, отсоединения опоры привода с колесной парой от тягового двигателя

| Техническая характеристика | |
|---|---|
| напряжение, В | 380 |
| частота, Гц | 50 |
| общая установленная мощность, кВт | 5 |
| давление воздуха в пневмосети, МПа | 0,63 |
| габариты: | |
| длина, мм | 4500 |
| ширина, мм | 4000 |
| высота, мм | 3900 |
| масса, не более кг. | 2100 |
Технические параметры оборудования и его комплектация могут быть изменены исходя из технического задания, выдаваемого заказчиком.
Комплекс состоит из:
- Опорной рамы с подставкой под тяговый двигатель;
- Подъемной платформы, с ложементами под колесную пару, установленной на подвижную тележку;
- Подвижного ложемента для снятия нижнего кожуха редуктора;
- Консольного крана для снятия верхнего кожуха редуктора;
- Поворотной стойки для подвески электромеханического гайковерта;
- Электромеханического гайковерта для откручивание болтов крепления опоры привода от тягового двигателя;
- Ударного пневматического гайковерта;
- Вакуумной маслосборной установки;
- Пульта управления.
Источник
Технологический комплекс для разборки и сборки колесно-моторного блока

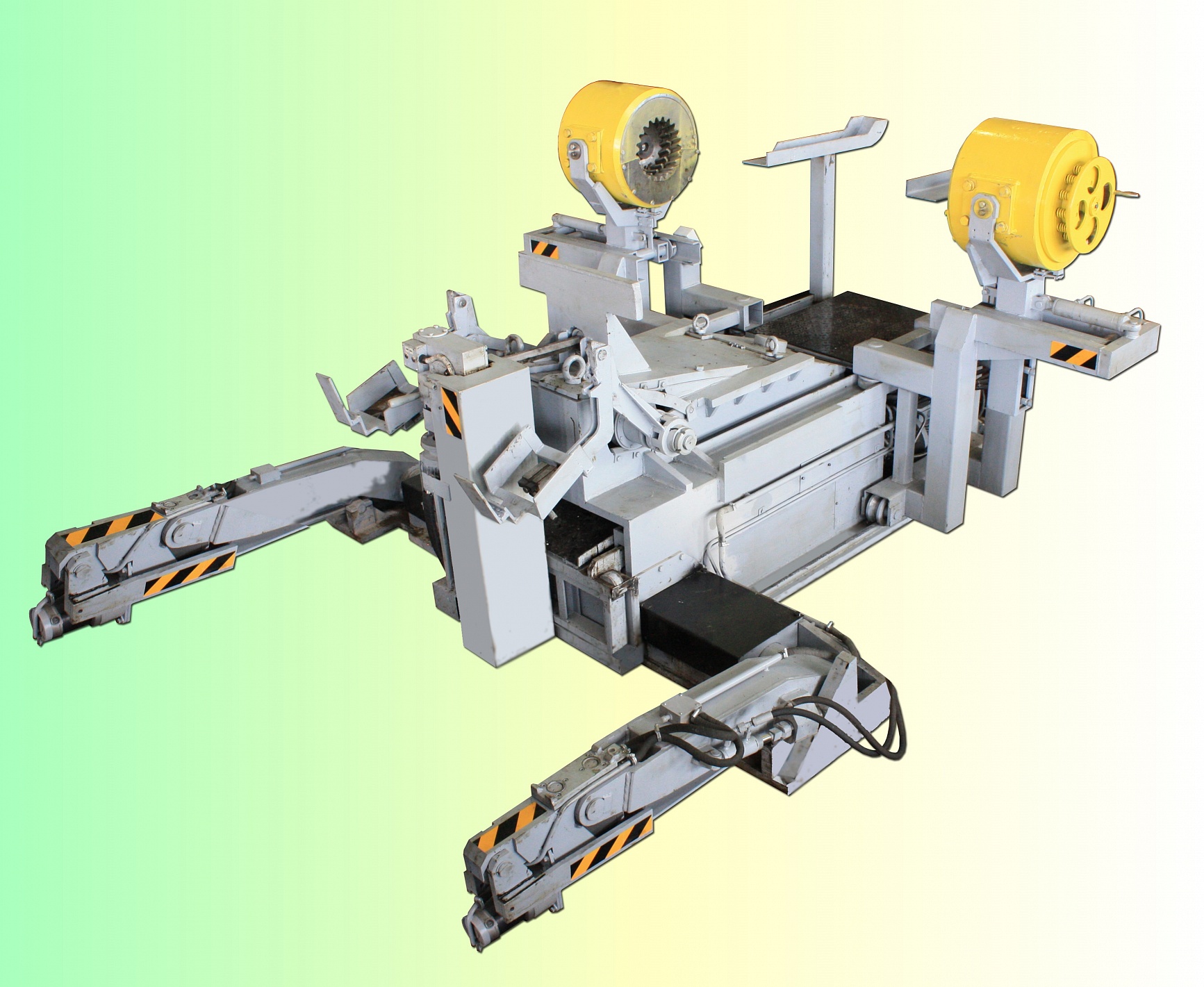
Комплекс предназначен для выполнения технологических операций по разборке и сборке колёсно-моторных блоков локомотивов, включая:
— откручивание (закручивание) шапочных болтов с использованием реверсивного электрогайковёрта;
— выпрессовку шапок моторно-осевых подшипников с использованием кантователя КМБ и технологической самоходной тележки;
— перемещение шапок на стеллаж при демонтаже и со стеллажа к месту установки при монтаже с использованием электротельфера на траверсе;
— выемку и установку колесной пары, с использованием технологической самоходной тележки, кантователя КМБ и механизма поперечного перемещения кантователя для точного позиционирования колёсной пары относительно тягового электродвигателя, что особенно важно для правильной сборки МОП.
— съёма малой шестерни с вала тягового электродвигателя, с использованием гидравлического съёмника с индукционным подогревом.
Изготавливается индивидуально под соответствующий тип КМБ.
Одновременное использование кантователя с механизмом поперечного перемещения и самоходной технологической тележки позволяет обеспечивать максимально точную и плавную установку колёсной пары на вкладыши моторно-осевых подшипников, исключая использование для этой операции цехового крана.
Использование кантователя позволяет точно позиционировать тяговый электродвигатель относительно съёмника малой шестерни с индукционным подогревом, который обеспечивает гарантированный съём малых шестерен. При этом за счёт снижения натяга шестерни относительно вала ТЭД при интенсивном нагреве, удаётся снизить осевое усилие, прилагаемое к шестерни до 50 тн., что обеспечивает сохранность шестерни от сколов зубьев со стороны захвата.
Учитывая высокую степень механизации процессов сборки и разборки КМБ, для работы на комплексе достаточно одного человека.
Комплекс сборки-разборки КМБ состоит из рамы на которую смонтированы рельсовая колея для самоходной технологической тележки, кантователь с механизмом поперечного перемещения, колоны на которой смонтированы съёмник малой шестерни, реверсивный электрогайковёрт для откручивания-закручивания шапочных болтов, электроталь с траверсой для снятия и установки шапок МОП, гидростанция для питания гидросистемы комплекса, пульты управления комплексом и индукционным нагревателем съёмника малой шестерни.
— Разборка КМБ.
Колёсно-моторный блок, без кожухов зубчатой передачи демонтированных ранее, устанавливается с использованием цехового крана в ложемент кантователя. С использованием кантователя КМБ приводится в положение удобное для откручивания шапочных болтов. С использованием реверсивного электрогайковёрта производится откручивание шапочных болтов. Затем с использованием кантователя КМБ поворачивается до момента упора колёсной парой в ложемент самоходной технологической тележки. При дальнейшем повороте кантователя, под собственным весом ТЭД происходит выпрессовка шапок МОП, которые затем фиксируются на траверсе и с помощью электротельфера перемещаются на стеллаж. Колёсная пара перемещается с использованием самоходной технологической тележки и затем с использованием цехового крана в накопитель колёсных пар. Верхние и нижние вкладыши МОП вручную перемещаются на стеллаж. Оставшийся в ложементе кантователя ТЭД поворачивается в положение необходимое для снятия малой шестерни. Съёмник малой шестерни фиксируется на снимаемой шестерне, с использованием ручного насоса высокого давления создаётся необходимое усилие в гидроцилиндре съёмника, которое контролируется по показанием манометра, затем включается индукционный подогреватель. По мере нагрева шестерни сила натяга шестерни на вал ТЭД ослабевает и происходит съём шестерни. Динамическая нагрузка, вызванная «отстрелом» шестерни компенсируется гидравлическим гасителем, смонтированным в локтевом кронштейне съёмника. Тяговый двигатель поворачивается в кантователе в положение удобное для транспортировки и перемещается с использованием цехового крана в накопитель ТЭД.
— Сборка КМБ.
С использованием цехового крана ТЭД устанавливается в ложемент кантователя, а колёсная пара на ложемент технологической самоходной тележки. На тяговый двигатель вручную устанавливаются нижние вкладыши МОП. Колёсная пара подкатывается тележкой к ТЭД. Далее с использованием механизмов поворота и поперечного перемещения кантователя колёсная пара позиционируется и укладывается на нижние вкладыши МОП. Установленные вручную верхние вкладыши МОП и смонтированные с использованием траверсы и электротельфера шапки, фиксируются шапочными болтами с использованием реверсивного электрогайковёрта. Затем производится насадка малой шестерни с использованием индукционного нагревателя шестерён перед насадкой (в основной комплект поставки не входит). После завершения монтажных работ КМБ с использованием кантователя приводится в положение удобное для транспортировки и с использование цехового крана перемещается в накопитель КМБ.
Источник
Оборудование для производства и ремонта ТЭД, генераторов и КРБ

Кантователь двигателей ЭД118, ЭД107 ММ220
Кантователь предназначен для поворота электродвигателей ЭД118, ЭД107 вокруг поперечной оси при их ремонте.

Кантователь дизеля 5Д49 ММ722
Кантователь предназначен для кантования дизеля 5Д49 (блока)

Кантователь колесномоторных блоков в сборе ТЭМ2 ММ224
Кантователь предназначен для поворота колесномоторного блока маневрового тепловоза ТМ2 при его ремонте.

Кантователь статора генераторов ММ836
Стенд предназначен для вращения статора генераторов в двух плоскостях.

Кантователь тяговых электродвигателей ММ312
Кантователь предназначен для поворота тяговых электродвигателей электропоездов при проведении их ремонта

Комплекс для разборки колесно-моторного блока тепловозов ММ721
Комплекс предназначен для разборки колесно-моторного блока тепловозов ТЭП70

Комплект домкратов передвижной для вывешивания колесной пары ММ075
Комплект домкратов предназначен для вывешивания колесной пары электровозов.

Позиция разборки и сборки колесно-редукторных блоков электропоездов ММ234
Стенд предназначен для разборки и последующей сборки тяговых редукторов с прямой и серповидной подвеской при их демонтаже и монтаже на колесную пару.

Станок для притирки вала малой шестерни к венцу ММ183
Станок предназначен для притирки конусных поверхностей вала малой шестерни и зубчатого венца электропоездов

Станок для притирки фланца к валу малой шестерни электропоездов ММ184
Станок предназначен для притирки конусных поверхностей фланца к валу малой шестерни электропоездов

Станок для притирки фланца к валу тягового электродвигателя элекропоездов ММ181
Станок предназначен для притирки конусных поверхностей вала якоря электродвигателя и фланца полумуфты электропоездов ЭР2, ЭР2Т, ЭТ2, ЭД2Т, ЭД9М, ЭД9Т, ЭР9П.

Станок для притирки шестерни к валу якоря тягового двигателя локомотивов ММ197
Стенд предназначен для притирки конусных поверхностей шестерни и вала якоря тягового двигателя

Стенд для вибродиагностики колесно-редукторных блоков электропоездов ММ231
Стенд предназначен для раскручивания колесно-редукторных блоков электропоездов с челюстными и поводковыми буксами при проведении вибродиагностики

Стенд для разборки генераторов с кантователем универсальный ММ317Г
Стенд предназначен для поворота генераторов при проведении их ремонта

Стенд для раскрутки колесных пар моторных и прицепных вагонов электропоездов ММ382
Стенд ММ382 предназначен для раскручивания колесно-редукторных блоков электропоездов с челюстными и поводковыми буксами, а так же колесных пар прицепных вагонов при проведении вибродиагностики.

Универсальный кантователь для генераторов ММ317
Кантователь предназначен для поворота генераторов марок: ЭГВ.08 У1, 2ГВ-13У1, DCG 4435/24/2a 39, ЭГВ-32

Универсальный кантователь для генераторов малой мощности ММ318
Кантователь предназначен для поворота генераторов марок
© 1991-2021 Научно-производственное предприятие «МиМакс»
650044 , г. Кемерово ,
ул. Рутгерса, 41
Источник