- Оборудование для ремонта и испытаний трансформаторов
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Ножницы рычажные ручные РИФЖ 043359.001
- Ножницы рычажные ручные РИФЖ 043359.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для пайки провода РИФЖ 442149.002
- Станок для пайки провода РИФЖ 442149.002
- Станок для порезки изоляционных деталей РИФЖ 042133.001
- Станок для порезки изоляционных деталей РИФЖ 042133.001
- Технология ремонта тягового трансформатора ОДЦЭ-5000
- Технология ремонта тягового трансформатора ОДЦЭ-5000
Оборудование для ремонта и испытаний трансформаторов
Каретка для двух барабанов с проводом РИФЖ 481344.002
Каретка для двух барабанов с проводом РИФЖ 481344.002
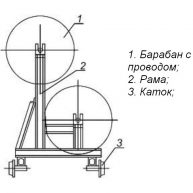
Каретка для двух барабанов с проводом РИФЖ 481344.002 предназначена для намотки обмоток силовых трансформаторов. Размеры барабана 800 мм х 350 мм. Производитель ОАО “Севкавэлектроремонт”.

Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные предназначены для порезки изоляционных материалов, применяемых при ремонте электродвигателей. Ножницы имеют передвижной упор, выставляемый на требуемую ширину отрезаемой полосы по линейке, укрепленной на верхней поверхности станины. Производитель оборудования ОАО “Севкавэлектроремонт”.
Ножницы рычажные состоят из следующих основных элементов:

Приспособление для каландрирования электрокартона РИФЖ 043155.001
Приспособление для каландрирования электрокартона РИФЖ 043155.001
Станок для каландрирования электрокартона РИФЖ 043155.001 предназначен для уплотнения полос электрокартона перед изготовлением из них деталей изоляции силовых и специальных трансформаторов III-VI габаритов. Обработка электрокартона осуществляются на каландре, представляющем собой пресс с горизонтально расположенными один над другим валами, между которыми пропускается обрабатываемый материал. Ширина заготовок электрокартона от 20 мм до 100 мм. Приспособление для каландрирования производства ОАО “СКЭР”.
Приспособление для натяжения проводов РИФЖ 304312.004
Приспособление для натяжения проводов РИФЖ 304312.004
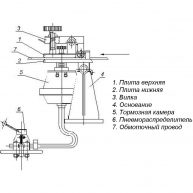
Приспособление для натяжения проводов РИФЖ 304312.004 предназначено для натяжения проводов при намотке обмоток трансформаторов и зажима проводов при остановках намоточного станка. Приспособление устанавливают на размотчик или на подставку. Усилие натяжения провода – регулируемое. Регулировка натяжения осуществляется пружинами. Зажим провода осуществляется пневмокамерой, управляемой с места намотки. Приспособление для установления оптимального угла приема провода выполнено поворотным. Оборудование производства ОАО “Севкавэлектроремонт”.

Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент предназначено для перемотки бумажных и тканных лент с бобин большого диаметра на бобины меньшего диаметра, удобные в работе.
Приспособление состоит из следующих основных конструктивных элементов:
- Электродвигатель;
- Ограждение;
- Узел намотки;
- Натяжные ролики;
- Узел смотки;

Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001 предназначен для вырезки колец, сегментов, полос из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр кольца минимальный – 200 мм, максимальный – 2000 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев.
Станок для вырезки колец из электрокартона состоит из:
- Зажима круговых заготовок при резке;
- Механизма подъема ножа;
- Ножей роликовых;
- Упора для резки полос;
- Станины с приводом;

Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002 предназначен для вырезки колец и сегментов из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр изготавливаемых сегментов из электрокартона от 250 мм до 850 мм. Применение станка позволяет снизить отходы электрокартона. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Станок для вырезки сегментов из электрокартона состоит из следующих основных узлов:
- Прижим;
- Ножи дисковые;
- Механизм подъема ножей;
- Направляющая;
- Ползун с поворотной плитой;
- Корпус с приводом;
- Педаль управления;
- Шкаф управления;

Станок для гофрирования электрокартона РИФЖ 043155.003
Станок для гофрирования электрокартона РИФЖ 043155.003
Станок гофрирования электрокартона РИФЖ 043155.003 предназначен для гофрирования электрокартона, применяемого при создании каналов между обмотками НН и ВН силовых трансформаторов I-II габаритов. Максимальная ширина картона 700 мм. Оборудование производства ОАО “СКЭР”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Каркас станка выполнен в виде сварной конструкции, на которой монтируется привод станка. Привод станка предназначен для вращения вальцев. Вальцы вращаются в корпусах. Верхние корпуса выполнены подвижно для регулировки высоты гофра. Конструкцией станка предусмотрен запуск вальцов в прямом вращении и реверсном вращении.
Станок для гофрирования электрокартона состоит из:
- Каркаса;
- Привода станка;
- Подающего стола;
- Приемного стола;
- Ограждений;
Станок для нанесения лака на электрокартон РИФЖ 043155.004
Станок для нанесения лака на электрокартон РИФЖ 043155.004
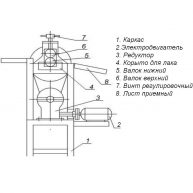
Станок для нанесения лака на электрокартон РИФЖ 043155.004 предназначен для нанесения лака на заготовки из электрокартона при изготовлении деталей изоляции для трансформаторов. Ширина электрокартона до 500 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Возможно изготовление по техническому заданию заказчика.

Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001 предназначен для обработки торцов деталей изоляции силовых и специальных трансформаторов III-VI габаритов, имеющих форму кольца. Максимальный наружный диаметр обработки 1500 мм. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Оборудование производства ОАО “СКЭР”.
Станок для обработки колец из электрокартона состоит из следующих основных узлов:
- Каркаса;
- Роликов приводных;
- Фрезерной головки;
- Прижимов;
- Рукоятки перемещения фрезы;
- Ролика опорного;
Принцип работы станка:
Фреза приводящаяся в движение через ременную передачу от мотор редуктора, обрабатывает кольцо зажатое между приводными роликами и прижимами. Конструкцией станка предусмотрен запуск приводного механизма в двух направлениях, условно «по часовой стрелки» и «против часовой стрелки». Более точно направление работы механизма можно определить по стрелкам указателям на элементах управления.

Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода предназначен для пайки обмоточного провода круглого или прямоугольного сечения при намотке обмоток электродвигателей и трансформаторов и восстановлении проводов. Пайка может производиться мягкими и твердыми припоями. Производитель оборудования ОАО “Севкавэлектроремонт”.
Станок для пайки провода состоит из следующих основных конструктивных элементов:
- Корпус;
- Зажимы провода;
- Электрододержатели;
- Электроды;
- Переключатели режимов;
- Педаль для движения электрода;
- Педаль для включения паяльного трансформатора;
- Провод;
Станок для порезки изоляционных деталей РИФЖ 042133.001
Станок для порезки изоляционных деталей РИФЖ 042133.001
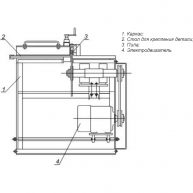
Станок для порезки изоляционных деталей РИФЖ 042133.001 предназначен для изготовления электрокартонных деталей прямоугольной формы ярмовой и уравнительной изоляции силовых и специальных трансформаторов III-VI габаритов. Максимальные размеры разрезаемого электрокартона – 60 мм x 200мм x 1,1 мм. Оборудование производства ОАО “СКЭР”. Возможно изготовление по техническому заданию заказчика.
Станок для изготовления электрокартонных деталей состоит из:
- Каркаса;
- Стола для крепления детали;
- Пилы;
- Электродвигателя;
Оборудование и станки для ремонта и испытания силовых трансформаторов, станки для перемотки трансформаторов, оборудование для ремонта масляных трансформаторов, оборудование для ремонта сухих трансформаторов, испытательные стенды и станции для трансформаторов от производителя ОАО “Севкавэлектроремонт”
Источник
Технология ремонта тягового трансформатора ОДЦЭ-5000
Перед постановкой электровоза на ремонт все выводы обмоток трансформатора соединяют друг с другом накоротко и заземляют специальным гибким соединением для
Технология ремонта тягового трансформатора ОДЦЭ-5000
Другие курсовые по предмету
Сглаживающие реакторы с воздушным охлаждением один раз в месяц продувают сухим сжатым воздухом и замеряют мегомметром величину сопротивления изоляции обмотки относительно корпуса. Если оно менее 80 Мом, то обмотку реактора сушат.
. Технология ремонта тягового трансформатора
Перед выемкой активной части сливают масло из бака и перекачивают его по трубопроводам трансформаторного отделения. Для предотвращения накопления электростатического заряда при сливе масла или заполнения им бака выводы обмоток следует соединить с баком проводом площадью сечения не менее 1,5 мм2. Затем чалочным приспособлением, предварительно убедившись, что подъему ничто и никто не мешает, поднимают активную часть трансформатора на 3/4 высоты и дают маслу стечь с обмоток в бак. Затем окончательно поднимают активную часть и устанавливают в цехе на противень с деревянным настилом.
Магнитный стержень трансформатора электровоза ЧС4 вынимают с помощью специального приспособления конструкции завода-изготовителя.
Если активная часть сильно загрязнена, то ее промывают чистым подогретым трансформаторным маслом. Допускается предварительно удалить остатки масла деревянным скребком.
Осмотр и ремонт активной части трансформатора начинают с проверки состояния выводов катушек и гибких проводов. Проверяют все болтовые крепления, ослабшие подтягивают и, если необходимо, ставят контргайки и болты закернивают. Тщательно осматривают места пайки отводов к шинам, затягивают болты, сжимают обмотки в осевом направлении. Осматривают стяжные клицы, защитные фартуки, шпильки и другие детали крепления обмоток. Следят за тем, чтобы выводы катушек располагались друг от друга на расстоянии 5-10 мм. Для увеличения плотности по резьбе деревянных гаек на резьбу стержней наматывают льняные нитки. Во избежание ослабления шин и излома клиц их стягивают осторожно, не допуская прогиба.
Оголенные места и места с обдирами на наружных витках катушек регулировочной обмотки ремонтируют, применяя коробочки из кабельной бумаги К-800 или К-120. Для этого в местах повреждения изоляцию подрезают и зачищают, устраняя заусенцы, нарезают шесть-восемь полосок кабельной бумаги соответствующей длины с учетом перекрытия изоляции провода по 10 мм в обе стороны от места повреждения, промазывают полоски бумаги и медь в месте повреждения клеем БФ-2 или БФ-4 и дают клею подсохнуть на воздухе 3-5 мин; затем накладывают на место повреждения полоски в виде коробочки, тщательно разглаживая каждую полоску, накладывают в месте восстановления изоляции витка поверх всей ширины катушки в радиальном направлении общий бандаж из тафтяной ленты — один слой вполуперекрышу. Ленту пропускают вокруг катушки с помощью крючка из электрокартона, вставляемого в канал между катушками.
Для замены отдельных изоляционных прокладок, образующих масляные каналы между катушками регулировочной обмотки, концы негодной прокладки с наружного клина срезают и легким усилием руки выдергивают ее. Новую прокладку вставляют на место, осторожно подбивая ее деревянной подбойкой; прокладку устанавливают без каких-либо смещений по отношению к остальным прокладкам данного ряда. Ослабление прессовки обмоток трансформатора устраняют в следующем порядке: ослабляют контргайки, равномерно затягивают до отказа стяжные шпильки, подкладывают под гайки замковые пластины, после чего устанавливают контргайки.
Перед затяжкой шпилек проверяют состояние изолирующих колпачков под прессующими башмачками, поврежденные колпачки заменяют новыми. При подпрессовке обмоток нельзя смещать и исправлять изоляционные прокладки между катушками. Столбы прокладок должны быть строго вертикальны. Расклиновку обмоток выполняют осторожно, не допуская повреждений витковой изоляции.
В обмотках с каналами диаметром 5 мм забивают две дополнительные прокладки по 2,5 мм между основными прокладками, а в обмотках с каналами диаметром 6 мм — одну прессованную прокладку под верхнее опорное кольцо. Забивать прокладки под плоскости катушек запрещается. Дополнительные прокладки должны входить на всю глубину основных прокладок и не иметь по отношению к ним боковых смещений.
Сжатие обмотки трансформатора электровоза осуществляют равномерной подтяжкой болтов с моментом затяжки 120-130 Н∙м (12-13 кгс-м), после чего контргайки затягивают, а резьбу закернивают. На электровозе ЧС4Т болты фиксируют проволокой. При ослаблении стяжки магнитопровода затягивают болты в нижней части стяжной рамы по обеим сторонам нижней части бака. Момент силы затяжки болтов составляет 50-60 Н∙м (5-6 кгс-м). Если у катушки есть выпученность, но обрыва, короткого замыкания в ней нет и сопротивление ее изоляции удовлетворительно, то разрешается выправлять выпученность легкими ударами молотка через деревянную прокладку.
Изоляция витков должна иметь одинаковый соломенно-желтый цвет без следов местного чрезмерного нагрева. Наличие графитового осадка указывает на имевшее ранее место электрическое перекрытие. Если во время эксплуатации было замечено повышенное гудение трансформатора, проверяют крепление магнитопровода. Осматривают гибкие провода выводов; при наличии обрывов жил гибкие провода снимают и ремонтируют.
Разборку обмоток активной части выполняют в случае обнаружения в ней скрытой неисправности, для чего ее освобождают от связей, снимают крышку трансформатора, верхние ярмовые балки и аккуратно разбирают пакеты ярма, укладывая их в том порядке, в каком снимают. Одновременно составляют схему расположения пакетов в стержне, пронумеровывают пакеты, и номера их записывают на схеме. Такой порядок в дальнейшем обеспечивает быструю и правильную сборку магнитопровода.
Бак трансформатора и расширительный бак осматривают. Дистанционный термометр с расширительного бака снимают для проверки в отделении контрольно-измерительных приборов, а стенки бака тщательно очищают от масла.
. Предельно допускаемые размеры деталей при эксплуатации и различных видах технического обслуживания и ремонта
После ремонта тяговые трансформаторы подвергают предварительным и контрольным испытаниям. Предварительно испытывают обмотку, изоляцию магнитопровода, вводы на крышке, бак на герметичность. Степень увлажнения изоляции может быть оценена коэффициентом абсорбции который определяют для всех групп обмоток с помощью мегаомметра напряжением 2,5 кВ как отношение сопротивления изоляции при вращении рукоятки в течение 60 с к значению сопротивления при вращении в течение 15 с. При превышении этого значения обмотку сушат в вакуум-сушильном шкафу или в собственном баке, закорачивая тяговую обмотку. С целью проверки качества ремонта собранного трансформатора проводят контрольные испытания в соответствии с диагностическим тестом.
Минимальное сопротивление изоляции, МОм: высоковольтной обмотки — 50, цепи обмоток низкого напряжения электровозов ВЛ60К, ВЛ80К, ВЛ80Т — 1,5; цепи обмоток 0152 электровозов ЧС4 — не ниже 1,2. Изоляция должна быть одинакового соломенно-желтого цвета
Шпильки клицы, узлы крепления магнитопровода не должны иметь перемещений. Сопротивление изоляции — не ниже 5 Мом.
В эксплуатации насос должен развивать напор около 100 кПа.
. Приспособления, технологическая оснастка, средства механизации, оборудование, применяемое при ремонте
При ремонте тягового трансформатора применяют следующее оборудовании:
. Стенд для испытания электрической прочности изоляции электрооборудования ЭПС, типа А2373.01.
. Стенд для испытания аппаратов электровозов переменного тока, типа А2084-01
. Индикатор универсальный «Элин-1»
7. Сборка, проверка и испытание тягового трансформатора
Сборка тягового трансформатора выполняется в следующем порядке. До установки в бак собранной активной части трансформатора осматривают резиновые прокладки, негодные заменяют. Прокладки должны быть изготовлены из маслостойкой резины. На бак устанавливают электронасос. После установки активной части, дистанционного термометра и закрепления крышки бака открывают спускной кран, включают центробежный насос и заливают масло, периодически включая и выключая центробежный насос. Внешним осмотром убеждаются в отсутствии течи масла и, контролируя по маслоуказателю, доливают масло до требуемого уровня.
После заливки масла выпускают воздух из коллекторов радиаторов системы охлаждения и внутренних полостей изоляторов трансформатора. Для этого вывертывают пробки на коллекторах радиаторов и на верхних колпачках изоляторов и закрывают их после появления в отверстиях масла. Сразу же после заливки отбирают пробу масла для полного анализа. Электрическая прочность масла должна быть не ниже 35 кВ. Через 12 ч берут повторно пробу масла.
Испытание трансформаторов проводят с целью проверки соответствия полностью собранного трансформатора техническим условиям.
У отечественных трансформаторов проверяют электрическую прочность трансформаторного масла, измеряют сопротивление изоляции обмоток и сопротивление их постоянному току. Электрическую прочность масла пров
Источник