- Оборудование для вагоносборочного цеха
- О компании
- Информация
- Контакты
- Вагоносборочный участок грузового вагонного ремонтного депо ст. Красноуфимск (техническое перевооружение) , страница 4
- Организация работы вагоносборочного участка в вагонном ремонтном депо
- Выбор метода ремонта вагонов или узлов на участке. Расчет параметров производственного процесса. Характеристика технологического процесса ремонта вагонов или их узлов на участке. Описание перечня технического оборудования вагоносборочного участка.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Оборудование для вагоносборочного цеха

Предназначена для правки всех основных видов деформаций (общих и местных уширений и сужений) верхней обвязочной рамы полувагона. Установка применяется когда невозможно или экономически нецелесообразно применение вагоноремонтных комплексов.

Предназначены для подъема железнодорожного подвижного состава при замене и ремонте колесных пар, ремонте рам и кузовов, выполнения других работ.

Предназначен для ремонта грузовых вагонов в условиях депо.

Предназначена для смены поглощающего аппарата железнодорожного вагона (полувагона) для последующего осмотра и ремонта. Установка обеспечивает операции по снятию и постановке всех типов аппаратов как пружинно-фрикционных, так и эластомерных

Комплект КСПА-45 предназначен для снятия всех типов поглощающих аппаратов автосцепок всех типов вагонов и локомотивов.

Предназначены для подъёма, удержания и опускания тяжёлой автотранспортной и железнодорожной техники, оборудования и конструкций при регламентных, ремонтных и монтажно-демонтажных работах, в частности, при замене колес тяжелой карьерной техники.

Предназначена для снятия подготовленного к демонтажу пятника, а также монтажа и клепки, предварительно разогретыми заклепками, отремонтированного или нового пятника при ремонте железнодорожных вагонов всех типов.

Предназначен для перемещения людей с инструментом и материалами и проведения работ в вертикальном направлении (вверх-вниз).

Позволяет беспрепятственно производить монтаж и демонтаж люков полувагонов без дополнительных устройств, производить транспортировку люков к месту проведения ремонта, как в цеховых условиях, так и на открытых площадках.

Предназначено для правки крыш вагонов-хопперов всех типов при производстве ремонтно-восстановительных работ подвижного состава железных дорог.

Предназначены для правки крышек разгрузочных люков грузовых полувагонов без их снятия и правки кромок люковых проемов при проведении ремонта в условиях депо.

Предназначено для правки кромок проёмов нижних люков полувагонов при их ремонте. Устройство может применяться в цехах, оснащенных магистралью сжатого воздуха, при заводском и деповском видах ремонта подвижного состава.

Предназначены для подъема/опускания вагонов различных типов, железнодорожных цистерн и локомотивов при выполнении ремонтных работ и технического оборудования.

Представляет собой рамную металлоконструкцию, регулируемую по высоте, выполненную как ножничный подъемник.
О компании
Информация
Контакты
ТД «Энерпром»
Отдел продаж бестраншейного оборудования:
Отдел продаж железнодорожного оборудования:
Источник
Вагоносборочный участок грузового вагонного ремонтного депо ст. Красноуфимск (техническое перевооружение) , страница 4
3 Детальная разработка вагоносборочного участка.
3.1 Вагоносборочный участок
Вагоносборочный участок служит для производства разборочных, ремонтно-сборочных и малярных работ непосредственно на вагоне. При этом осуществляются такие соединения и закрепление деталей и узлов вагона, которые обеспечивают ему необходимые эксплуатационные качества. Кроме этого, в процессе ремонта и сборки производится восстановление поврежденных поверхностей некоторых узлов вагона (например, наплавка изношенных поверхностей элементов рамы, заварка трещин).
На рисунке 1 приведёна планировка вагоносборочного участка с расстановкой оборудования
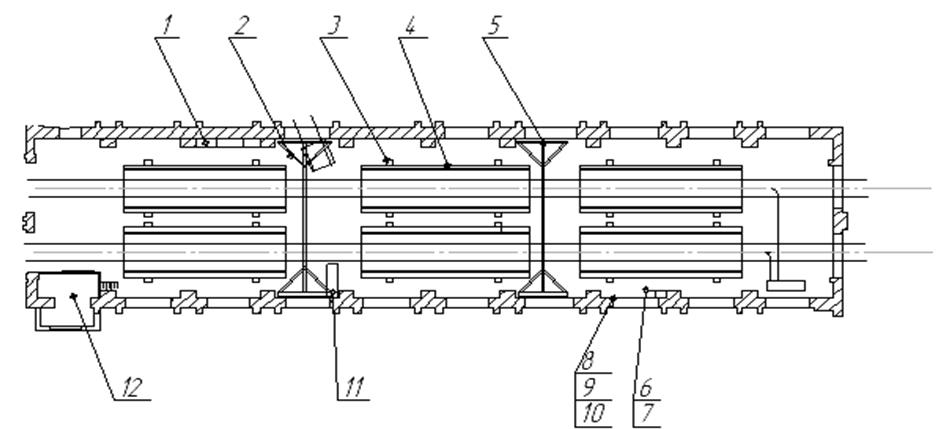
Рис.1. 1 – сварочный трансформатор; 2 – кран мостовой Q – 10т; 3 – ставлюги стационарные; 4 – эстакады стационарные; 5 – кран мостовой Q – 5т; 6,7 – сварочная магистраль; 8,9,10 – стационарные пневмо – установки для испытания тормоза; 11 – установка для смены поглощающих аппаратов; 12 – отделение ремонта поршней и ТЦ.
Вагоносборочный участок — один из ведущих участков, который играет роль организующего звена не только в деятельности группы вагоноремонтных участков, но и во всей производственной деятельности депо в целом.
Заготовительные, обрабатывающие и ремонтно-комплектовочные участки работают на вагоносборочный участок, обеспечивая его необходимыми узлами, комплектами и деталями. Пропускная способность вагоносборочного участка определяет производственную мощность вагонного депо по выпуску вагонов из ремонта.
Перечень оборудования применяемого в вагоносборочном участке представлен в таблице 3.
Таблица 3. Перечень технического оборудования вагоносборочного участка.
1500 х 600 х 700
3.2 Общая технологическая схема ремонта вагонов
Ремонт грузовых вагонов в вагоносборочном участке производится стационарным методом, то есть все выполняемые операции на ремонтируемом вагоне осуществляются строго на одной позиции, называемой стойлом.
После постановки вагонов на ремонтные позиции маневровым локомотивом, слесари подвижного состава производят разъединение горизонтальных тяг и вертикальных рычагов тормозной рычажной передачи. Затем с помощью мостового крана поднимают кузова вагонов и устанавливают их на ставлюги. После этого выкатываются тележки и направляются в тележечный участок. Сменный мастер совместно с приёмщиком вагонов производит дефектацию кузовов, рам вагонов и определяет объем ремонтных операций. Далее с вагонов снимают автосцепки, поглощающие аппараты, тормозное оборудование, забракованные крышки люков и торцовые двери и направляют их в соответствующие отделения для ремонта. Одновременно с этим производят сварочно-наплавочные работы по рамам и кузовам вагонов. Заключительными операциями служат сборки вагонов, его частичная окраска с нанесением трафаретов, испытание и регулировка автотормозов.
Приемку вагонов после ремонта осуществляют приемщик вагонов совместно со старшим мастером, начальником депо или его заместителем по ремонту вагонов.
Уровень механизации технологического процесса в вагоносборочном участке составляет 0,37; при производительности труда 58,5 ваг / чел. год.
Технологическая схема ремонта вагона
3.3 Проверка обеспеченности депо объектами ремонта
Грузовые вагоны подбираются в ремонте на пункте технического осмотра вагонов, в эксплуатации в порожнем состоянии по истечении допускаемой продолжительности работы между ремонтами или достижения предельного допустимого пробега.
Суточная программа ремонта вагонов в депо может быть определена по формуле
где Nсут — суточная программа ремонта вагонов рассматриваемого в депо, ваг/сут;
Р – доля количества вагонов требующих деповской ремонт;
Nв – среднесуточная выгрузка вагонов – рассматриваемого типа, ваг/сут;
Nпер – среднесуточная переработка порожних вагонов рассматриваемого типа, ваг/сут;
Nп – среднесуточная погрузка вагонов рассматриваемого типа, ваг/сут;
Nрег – среднесуточное поступление вагонов рассматриваемого типа по регулировочному заданию, ваг/сут.
В расчетах принимаем Р = 0,058, Nв = 3 ваг/сут, Nпер = 710 ваг/сут, Nп = 10 ваг/сут, Nрег = 3 ваг/сут.
Тогда по формуле (2.1.) получим
Nсут = 0,75∙ 0,058 ∙ (3 + 710 + 10 + 3) = 31,5 (ваг/сут).
Данная цифра говорит о том, что депо объектами ремонта обеспечено.
3.4 Расчет нормативных показателей для существующего депо
Производственная мощность депо рассчитывается по формуле
Где N – производственная мощность депо, ваг/год;
F = 1986 × 4 = 7944 – годовой фонд рабочего времени вагоносборочного участка , ч/год;
Т = 11 – среднее расчетное время простоя вагона в ремонте, ч;
Ф – фронт работы вагоносборочного участка, ваг.
Фронт работы определяется по формуле
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Источник
Организация работы вагоносборочного участка в вагонном ремонтном депо
Выбор метода ремонта вагонов или узлов на участке. Расчет параметров производственного процесса. Характеристика технологического процесса ремонта вагонов или их узлов на участке. Описание перечня технического оборудования вагоносборочного участка.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 26.12.2015 |
| Размер файла | 157,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГОТРАНСПОРТА
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
Курсовая работа по дисциплине
«Проектирование предприятий по техническому обслуживанию и ремонту вагонов»
На тему: «Организация работы вагоносборочного участка в вагонном ремонтном депо»
Выполнил: студент гр. ПС -15
Проверил: ст. преподаватель
Проектирование ВРП является одной из ведущих отраслей железнодорожного транспорта. Проектирование ВРП непрерывно развивается. Особое внимание уделяется оптимизации межремонтных периодов и сроков службы вагонов, повышению качества ремонтных работ, внедрению новых и совершенствование существующих форм организации производства, созданию поточно-конвейерных линий по ремонту вагонов и их отдельных частей. На вагоноремонтных предприятиях совершенствуется система планирования и материального стимулирования с широким внедрением научной организации труда, специализации и прогрессивной технологии ремонта на основе широкого использования передовых достижений науки и практики.
Наряду с решением задач максимального использования существующих производственных мощностей ведется строительство новых и реконструкция действующих линейных вагоноремонтных предприятий.
Большое внимание уделяется развитию технической базы для текущего ремонта вагонов. Создаются крупные механизированные пункты подготовки вагонов к перевозкам, совершенствуется работа пунктов технического обслуживания, расположенных на сортировочных и участковых станциях. Широко внедряется средства механизации.
От четкой, слаженной работы подразделений вагонного хозяйства во многом зависит бесперебойность и безопасность движения поездов, своевременное обеспечение перевозок технических исправным подвижным составом, эффективность использования транспортных средств.
Таким образом, вагонное хозяйство железных дорог, развивая современную техническую базу для обслуживания и ремонта вагонов, приобретает прочную индустриальную основу для обеспечения высокого уровня работоспособности вагонного парка в современных и перспективных условиях его эксплуатации.
Задачами проектирования ВРП является поддержание грузовых пассажирских вагонов, а также контейнеров в исправном состоянии для обеспечения перевозок грузов и пассажиров при соблюдении безопасности движения поездов, выполнение установленного плана ремонта вагонов, рациональное использование имеющихся технических средств, достижение наибольшей эффективности работы предприятий. Для осуществления этого в введении вагоноремонтных предприятий имеются необходимые устройства, с помощью которых производится периодический и текущий ремонт вагонов, подготовка их к перевозкам и обеспечивается содержание в исправном состоянии при эксплуатации подвижного состава.
При ремонте подвижного состава всех разновидностей и типов выполняется большое количество различных и основных и вспомогательных работ: подъемно-транспортных, разборочно-сборочных, сварочных, окрасочно-сушильных, по очистке и обмывке, изготовлению и обработке изделий в ремонтно-комплектовочном участке.
Объемы таких работ очень значительны, поэтому механизация и автоматизация их имеет первостепенное значение.
С целью повышения эффективности производства дальнейшего улучшения качества ремонта вагонов, создания более благоприятных условий исполнителям работ вагонных депо постоянно совершенствуется технологические процессы ремонта вагонов и их частей, вводятся в эксплуатацию новые высокопроизводительные машины и механизмы, повышается квалификация рабочих, широко внедряется более прогрессивный поточный метод деповского ремонта грузовых вагонов.
Вагонные депо являются основными предприятиями вагонного хозяйства. В состав депо входят все другие производственные подразделения вагонного хозяйства в районе деятельности депо — пункты технического осмотра и подготовки вагонов к перевозкам, контрольные пункты автотормозов и т.д.
1. Назначение, производственная структура и программа участка
Вагоносборочный участок служит для производства разборочных, ремонтно-сборочных и малярных работ на вагоне. На площади вагоносборочного участка в небольших депо выполняют также ремонт тележек.
В отделении очистки и обмывки вагоны очищают от остатков перевозимых грузов и мусора в специальной установке.
Отделение подготовки вагонов к ремонту служит для уравнивания объема работ на вагонах с повышенным износов. Здесь выполняются электросварочные и ремонтно-правильные работы на раме и кузове вагона. Отделение оснащено мостовыми кранами, на ремонтных позициях устанавливаются вагоноремонтные машины, применяются полуавтоматы для выполнения сварочных работ.
Ремонтно-сборочное отделение предназначено для производства разборочных и ремонтно-сборочных работ на раме и кузове вагона. Разборочные операции при поточной форме организации производства, как правило, на позициях перед зданием депо. Ремонтные позиции отделения оснащены:
Подъемными площадками для слесарных и столярных работ на кузове, оборудованными гидравлическими кусачками и комплектом электроинструмента;
Устройствами для снятия и постановки поглощающих аппаратов с гидроподъемниками-гайковертами [3].
На вагоноремонтных машинах дополнительно к основным устройствам предусмотрены сверлильные электрические машины, электрические молотки, резьбонарезные машины. Для хранения материалов и запасных частей имеются стеллажи и стенды. Для подъема и перемещения тяжелых деталей устанавливаются два мостовых крана грузоподъемностью по 10т.
Малярное отделение служит для окраски вагонов и последующей их сушки. Для ускорения процесса окраски и облегчения труда маляров в грузовых депо используют механизированный способ окраски с применением установок безвоздушного распыления «Радуга-0.63», «Радуга-1.2» и передвижных установок конвекционной сушки. Между ремонтно-сборочным и малярным отделениями предусматривается тамбур-шлюз шириной не менее 6м с огнестойкими перегородками [2].
2. Режим работы и фонды рабочего времени
Для выполнения заданной программы ремонта принимается двухсменный график работы с продолжительностью рабочей смены 12 часов[1].
Фоны рабочего времени работы участков, оборудования и рабочих определяется по следующим формулам:
а) годовой фонд времени явочного рабочего в часах:
где Дк — число календарных дней в году, Дк=366;
dнр — число нерабочих дней, dпр=119;
tсм — продолжительность рабочей смены с учетом обеденного перерыва, tсм=12ч;
dск — количество дней в году с сокращенным на 1ч рабочим днем, dск=2;
tск — величина сокращения времени рабочего дня, tск=1ч.
б) годовой фонд времени работы участка в часах:
где mсм — сменность работы участка, mсм=2.
в) действительный годовой фонд времени работы оборудования в часах
где зоб — коэффициент, учитывающий потери времени на ремонт оборудования, зоб = 4%.
3. Выбор метода ремонта вагонов или узлов на участке
В ремонтной практике различают следующие основные методы ремонта вагонов: стационарный и поточный.
На стационарном методе вагоны от начала до конца ремонта находятся на одних и тех же позициях. На каждый из позиций производится полный комплекс работ по ремонту вагонов. Все ремонтные позиции оснащаются самостоятельным комплексом технологической оснастки. Большое число выполняемых технологических операций и ограниченная производственная площадь, отводимая под ремонтную позицию, не позволяет в широких масштабах применять стационарное специализированное высокопроизводительное технологическое оборудование, требуется повторять комплексность оснастки либо перемещать его от одного вагона к другому, что увеличивает норму простоя вагона в ремонте.
При этом методе ремонта особое значение имеет график работы, так как значительная плотность работ (одновременно на вагоне работает максимально возможное количество рабочих) при ограниченном времени на их выполнение требует строжайшего соблюдения технологической дисциплины. Работы по ремонту осуществляют специализированные и комплексные бригады рабочих, которые последовательно переходят с вагона на вагон. Это также требует затрат дополнительного времени на ремонт.
Поточный метод характеризуется разделением комплекса операций, закрепленных за отдельными рабочими, позициями, размещенными последовательно в соответствии с технологическим процессом.
Ремонтируемый объект постепенно перемещается с одной позиции на другую. Значительное сокращение количества технологических операций, выполняемых на каждой позиции, создает возможность внедрения высокопроизводительной специализированной стационарной технологической оснастки и существенного повышения производительности труда. В зависимости от типа вагоносборочного участка вагоны могут перемещаться в процессе ремонта в одном направлении или П-образно (при вагоносборочном цехе тупикового типа). На каждой позиции могут находиться один или несколько вагонов в зависимости от принятой технологии ремонта. Совокупность рабочих мест, расположенных в последовательности выполнения операции технологического процесса и предназначенных для производства закрепленных за ними операций, образуют поточную линию. Поточный метод нашел широкое применение не только при ремонте вагонов, но и при ремонте узлов и деталей, например, поточно-конвейерная линия ремонта тележек, колесных пар, букс, автосцепок, тормозных приборов и так далее.
Принимаем поточный метод ремонта, потому что он является более высокой формой организации ремонта по сравнению со стационарным методом.
4. Расчет параметров производственного процесса
Основным звеном поточного производства является поточная линия, которая представляет собой совокупность рабочих мест или производственных агрегатов, расположенных в последовательности осуществления операций технологического процесса и предназначенных для выполнения определенных работ. Важнейшими расчетными параметрами поточной линии, определяющими меру ритмичности и непрерывности ее работы, является ритм и такт производства продукции. Для расчета параметров производственного процесса автор принимает число поточных линий на участке nпл=2, величину транспортной партии (количество вагонов на одной позиции) k=1 [1].
Ритм поточной линии в минутах определяется по формуле:
где: Fпл=Fуч — годовой фонд времени работы поточной линии, Fпл=5924;
nпл — количество поточных линий, nпл=2;
kв — число изделий в одной транспортной партии, kв=1;
зпл — коэффициент, учитывающий потери рабочего времени на обслуживание рабочих и ремонт оборудования, зпл=0,85;
Nгод — годовая программа ремонта в вагонах, узлах или изделиях, Nгод=6000 вагонов.
Определяется максимально допустимое число позиций на поточных линиях:
где Tпр — норма нахождения изделия в стадии ремонта, Tпр=8ч.
Окончательное число позиций принимается из условий рационального распределения работ и оборудования на поточной линии и равно 4.
Далее определяются остальные параметры поточных линий по следующим формулам:
а) цикл поточной линии в минутах:
б) такт поточной линии в минутах:
в) темп поточной линии, изделий/час:
г) фронт работы поточной линии в изделиях:
Фронт работы участка в изделиях рассчитывается по формуле:
Для проверки выполненных расчетов используется формула:
Основными параметрами конвейерной поточной линии являются: длина рабочей части конвейера, потребное тяговое усилие, расстояние между объектами, скорость движения конвейера.
Длина рабочей части конвейера рассчитывается исходя из линейных размеров позиций и их количества, а также межпозиционных промежутков и шага конвейера:
где Ипл — количество позиций на одной поточной линии, Ипл=4;
lш — шаг конвейера или расстояние между осями двух ремонтируемых объектов, lш=27,46м;
l1 — длина объекта, l1=24,46м;
l2 — длина промежутка между двумя смежными позициями, принимается l2=3м.
Потребное тяговое усилие конвейера определяется по формуле;
где Km — тяговое усилие в кг на каждую тонну тары объекта (вагона, тележки), принимается равным 30-35 кг на тонну;
Tв — тара объекта, Tв=43т;
nв — количество одновременно перемещаемых объектов, nв=4.
Скорость движения конвейера можно найти из выражения:
5. Технологический процесс ремонта вагонов или их узлов на участке
5.1 Общие требования при поступлении в ремонт объекта согласно действующей нормативно-технической документации
1 Деповской ремонт вагонов производится в установленные МПС России сроки и в соответствии с требованиями настоящего Руководства, при наличии уведомления формы ВУ-23.
2 Перед постановкой в ремонт вагоны должны быть очищены от остатков перевозимых грузов. Вагоны (в том числе арендованные) после перевозки в них людей, животных, мяса, животного сырья, кожевенного сырья, шерсти, а также вагоны неизвестного ветеринарно-санитарного состояния обрабатываются согласно требованиям, установленным МПС России.
3 Вагоны, принадлежащие предприятиям других министерств, ведомств, иным хозяйствующим структурам, именуемым в дальнейшем «владельцы», или арендованные ими, а также цистерны, специализированные на перевозке химических и пищевых грузов, имеющие отличительную окраску и название железнодорожной станции приписки, подготавливают (очищают, промывают, дегазируют) для деповского ремонта средствами и за счет их владельца.
4 Владельцы вагонов обязаны:
у вагонов очистить и промыть внутренние поверхности и оборудования и наружные поверхности;
у вагонов-цистерн котлы пропарить, промыть, дегазировать и очистить, нейтрализовать (снаружи и внутри), обмыть тщательно снаружи вагон, цистерну. Произвести нейтрализацию цистерн, предназначенных для перевозки кислот.
5 После окончания всех работ по подготовке вагонов к ремонту владельцы обязаны оформить акт (справку):
для вагонов — о проведенной очистке, обмывке и обработке вагонов с указанием их номеров;
для цистерн — о пропарке, промывке, дегазации, очистке, нейтрализации котлов (снаружи и внутри).
В справку должны быть занесены номер цистерны, вид обработки, а также результаты анализа воздуха в котле с заключением предприятия или ведомства производившего подготовку, что котел считается дегазированным взрывобезопасным для работы с открытым огнем. Один экземпляр акта (справки) о подготовке вагонов к ремонту направляется в вагонное депо.
В случае ремонта кузовов, котлов, запорно-предохранительных устройств и специального оборудования силами и средствами владельцев, они обязаны представить депо соответствующие документы, гарантирующие безопасную работу отремонтированных узлов. Депо при приемке вагонов в ремонт должно произвести визуальный осмотр, а при необходимости, и инструментальную проверку. При наличии отступлений от требований Руководства вагон в ремонт не принимается.
Владелец вагона должен гарантировать исправную и безопасную работу отремонтированных им узлов до следующего планового ремонта.
6 На каждую цистерну инвентарного парка МПС России депо должно иметь акт формы ВУ-19 о годности цистерны для ремонта, а на цистерну, принадлежащую владельцам или арендованную ими — акт (справку) о подготовке цистерны для ремонта.
7 До постановки на ремонтную позицию каждый вагон осматривается начальником или заместителем начальника депо по ремонту, старшим мастером или мастером совместно с приемщиком вагонов, определяется объем работ с последующим составлением дефектной ведомости ремонтных работ формы ВУ-22.
8 В тех случаях, когда отдельные технические требования, нормы и условия по ремонту узлов и деталей вагона не отражены в настоящем Руководстве, начальнику депо совместно с приемщиком вагонов предоставляется право самостоятельно решать эти вопросы исходя из технической целесообразности ремонтных операций, обеспечения безопасности движения поездов и безаварийной работы отремонтированных вагонов до следующего планового (периодического) ремонта.
9 Поврежденные вагоны с неистекшим сроком деповского ремонта необходимо направлять в деповской ремонт в зависимости от их технического состояния после составления акта формы ВУ-25 и описи, подтверждающих необходимость производства этого вида ремонта.
10 Ремонт вагонов производится по способу непосредственного ремонта деталей и узлов на вагоне или замены неисправных узлов и деталей отремонтированными или новыми соответствующего типа, отвечающим техническим требованиям и характеристикам данной серии вагонов.
11 Ремонт узлов и деталей сваркой производится в соответствии с «Инструкцией по сварке и наплавке при ремонте вагонов» от 10.03.98 РТМ 32 ЦВ 201-98.
12 Порядок и объем разборки отдельных типов вагонов указан в разделах настоящего Руководства.
13 При выпуске из ремонта все ответственные узлы вагона — колесные пары, детали тележек, автосцепное устройство, тормозное оборудование, отремонтированные детали рам кузовов и котлов цистерн должны иметь соответствующие клейма, знаки и надписи, указывающие место и дату изготовления, ремонта и испытания.
На шкворневых балках рам вагонов, надрессорных брусьях, боковинах тележек и колесных парах проверять коды государства-собственника в соответствии с Приложением Б.
14 Детали вагонов испытываются в соответствии с перечнем и требованиями «Технологическая инструкция по испытаниям на растяжение и неразрушающему контролю деталей вагонов» № 637-96 ПКБ ЦВ.
15 Пневмопровод, краны, рычажную передачу системы разгрузки специализированных вагонов ремонтируются в соответствии с «Инструкцией по ремонту тормозного оборудования вагонов» от 23.09.94 ЦВ-ЦЛ-292.
16 На цистернах, предназначенных для перевозки газов, проставляют сроки предыдущего и последующего гидравлического испытания котла.
17 Материалы, полуфабрикаты, запасные части и комплектующее оборудование, применяемые при ремонте вагонов, должны соответствовать требованиям соответствующих инструкций, а новые — стандартов и технических условий на их изготовление.
18 Детали вагонов прочно закрепляются; крепежные изделия должны соответствовать требованиям рабочих чертежей; неисправные, пораженные коррозией заменяют. Концы болтов (на которые не ставятся шплинты) должны выходить из гайки не менее, чем на 2 нитки и не более чем на величину диаметра болта, кроме болтов, длина которых необходима для регулирования размеров деталей и узлов вагона по рабочим чертежам.
Болты и валики должны ставиться наружу гайками и шплинтами, за исключением тех, постановка которых головками наружу предусмотрена конструкцией. Под гайки, шплинты и чеки должны быть поставлены шайбы, соответствующие рабочим чертежам. Шплинты и чеки ставятся типовые, при отсутствии специальных требований они должны отстоять от гайки или шайбы не более чем на 3 мм. Концы шплинтов и чек должны разводиться под углом не менее 120 град.
Неисправные болты и гайки заменяют новыми согласно рабочим чертежам.
19 При ремонте вагонов запрещается:
1) заменять предусмотренные конструкцией заклепочные соединения на сварочные;
2) ставить простые гайки вместо корончатых, предусмотренных чертежами (техническими условиями);
3) производить подчеканку, обварку по периметру и подтягивание заклепок;
4) забивать шурупы вместо завертывания их;
5) прожигать отверстия в деревянных и металлических деталях;
6) оставлять или ставить вновь болты и гайки, имеющие изношенную, сорванную резьбу или забитые грани, а также ставить болты, не соответствующие конструкторской документации;
7) оставлять не загрунтованные места прилегания снимаемых для ремонта или замены деталей и узлов на кузове, раме и тележке вагона;
8) применять материалы, не соответствующие указанным в конструкторской документации требованиям, а также использовать другие материалы, не согласованные с ЦВ.
вагон ремонт участок оборудование
5.2 Последовательность выполнения технологических операций на каждой позиции поточной линии
На участке организованы поточно-конвейерные линии для ремонта. Ремонт осуществляется на четырех позициях. На нулевой позиции, расположенной перед вагоносборочным участком подготавливают вагон к ремонту.
На первой позиции устраняют дефекты металлических элементов рамы, производят сварочные работы. Изгибы, вмятины, прогибы и другие дефекты рамы вагона устраняют при помощи механизмов и приспособлений, размещенных на арочных эстакадах. Для транспортировки тяжелых деталей используют мостовой кран.
На второй позиции заканчивают сварочные работы, демонтируют автосцепку, снимают концевые краны, ремонтируют автотормозное оборудование. Ремонтные работы выполняют с использованием тех же механизмов, что и на первой позиции.
На третьей позиции поточной линии вагон поднимают при помощи электродомкратов. При помощи приспособления заменяют поглощающие аппараты, ремонтируют неисправные элементы рамы и несъемные детали автосцепного устройства, устанавливают отремонтированные автосцепки, испытывают автотормоза при помощи специального испытательного стенда. Тележки выкатывают и передают в отделение ремонта тележек. Отремонтированные тележки поступают назад на трансбордере по пути.
Таблица 1 — Перечень технического оборудования вагоносборочного участка
Источник