Устройство и ремонт главного выключателя ВОВ-25-4М (стр. 4 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 |

в процессе подготовки электровоза к эксплуатации перед выдачей из запаса МПС России или РУД-ТО-5г;
— текущие ремонты ТР-1, ТР-2 и ТР-3 для поддержания работоспособности электровозов, восстановления основных эксплуатационных характеристик и обеспечения их стабильности в межремонтный период путем ревизии, ремонта, регулировки, испытаний и замены деталей, узлов, агрегатов.
— капитальные ремонты (КР-1 и КР-2) являются главным средством «оздоровления» электровозов и предусматривают восстановление несущих конструкций кузова, сложный ремонт рам тележек, колесных пар и редукторов, тяговых двигателей и вспомогательных машин, электрических аппаратов, кабелей и проводов, восстановление чертежных размеров деталей и т. д. Капитальные ремонты электровозов осуществляют на ремонтных заводах.
Ремонтный цикл включает последовательно повторяемые виды технического обслуживания и ремонта. Порядок их чередования определяется структурой ремонтного цикла.
Периодичность ремонта магистральных электровозов, т. е. пробеги между техническими обслуживаниями и ремонтами, а также нормы простоя электровозов при этом устанавливаются начальниками дорог с учетом конкретных эксплуатационных условий на основе нормативов приказа МПС  (рис.6)
(рис.6)

Рисунок 6 — Нормативы межремонтных пробегов в км
 Нормы продолжительности технических обслуживаний ТО-4, ТО-5, текущих ремонтов ТР-1, ТР-2 и ТР-3 устанавливаются начальником железной дороги, исходя из технической оснащенности депо, рационального использования ремонтной базы, равномерной загрузки участков по ремонту, обеспечения высокого качества ремонта, проведения испытания и приемки электровозов после ремонта, а также с учетом выполнения установленной нормы деповского процента неисправных электровозов.
Нормы продолжительности технических обслуживаний ТО-4, ТО-5, текущих ремонтов ТР-1, ТР-2 и ТР-3 устанавливаются начальником железной дороги, исходя из технической оснащенности депо, рационального использования ремонтной базы, равномерной загрузки участков по ремонту, обеспечения высокого качества ремонта, проведения испытания и приемки электровозов после ремонта, а также с учетом выполнения установленной нормы деповского процента неисправных электровозов.
2.2 РЕМОНТ ГЛАВНОГО ВОЗДУШНОГО ВЫКЛЮЧАТЕЛЯ ВОВ-25-4М.
Разборку и ремонт выключателя выполняют на кантователе. С выключателя снимают воздушный резервуар, дугогасительную камеру, изоляторы, разъединитель и заземляющий кронштейн. Разбирают все шарнирные соединения, снимают поворотный вал, рейки зажимов, блокировочный аппарат, электромагниты, реле, блок клапанов, привод поворотного вала, фильтр и обратный клапан.
Все металлические детали промывают в бензине и протирают. Воздушный резервуар вываривают в щелочной ванне, промывают горячей водой и испытывают сжатым воздухом давлением 1500 кПа (15 кгс/см2). Если бак изготовлен из материала, подвергающегося коррозии, то после испытания его  внутреннюю поверхность окрашивают антикоррозионной краской.
внутреннюю поверхность окрашивают антикоррозионной краской.
Детали поворотного вала с выработкой более 1 мм заменяют или наваривают и затем обрабатывают. Изогнутый или скрученный вал из поворотного фланца высверливают и на его место устанавливают новый вал, центрируют его и приваривают. Подшипники перед установкой на вал промывают и смазывают смазкой ЖРО.
Контактные ножи разъединителя с износом более 30% толщины наплавляют электродами из латуни Л62, обрабатывают и серебрят, а ножи с выработкой более10,4 мм заменяют или восстанавливают наплавкой.
Цилиндр дугогасительной камеры с выработкой по диаметру более 0,4 мм заменяют или восстанавливают хромированием. Место соединения контактной трубы с цилиндром пропаивают припоем ПСР-70. Дугогасительные контакты с небольшими оплавлениями зачищают надфилем, не нарушая их профиля. Контакты с выжигами, оплавлением, оплавленную или выработанную киритовую накладку и порванное резиновое уплотнение заменяют. Неподвижный контакт с выработкой более 1 мм заменяют или восстанавливают наплавкой.
Контролируют расстояние между поршнем и торцом цилиндра корпуса. Оно должно быть 7 — 8 мм. При необходимости его регулируют ввинчиванием или вывинчиванием патрубка. Резиновые демпферы поршня, уплотняющие прокладки, имеющие трещины, утратившие эластичность, заменяют. Шток поршня с трещиной и лопнувшую пружину также заменяют. Проверяют ток утечки нелинейного резистора, который не должен превышать 20 — 30 мА. В противном случае резистор заменяют. Разбирать эти резисторы запрещается.
Детали блока управления и сигнализации промывают бензином. Изношенные оси и втулки шарнирных соединений, колодки с трещинами, оплавлениями, блокировочные контакты толщиной менее 0,5 мм и пружины с изломами и трещинами заменяют. Катушки с повышенным против нормы  сопротивлением или с пониженным (менее 0,5 МОм) сопротивлением изоляции ремонтируют.
сопротивлением или с пониженным (менее 0,5 МОм) сопротивлением изоляции ремонтируют.
Проверяют, нет ли утечки в блоке клапанов при давлении воздуха 900 кПа (9 кгс/см2). При обнаружении утечки проверяют внутренний диаметр втулок. Клапаны протирают пастой ГОИ. После притирки втулки и клапаны промывают от пасты в бензине и протирают. Овальность и конусность втулок и направляющих втулок штока более 0,03 мм и выработка их по диаметру более 0,4 мм не допускаются. Цилиндр с выработкой по внутреннему диаметру более 0,5 мм восстанавливают хромированием.

Рисунок 7- Регулировка зазоров блока клапанов
Зазор А (рис. 7) между дном кольцевой выточки в поршне и уплотняющим кольцом не должен превышать 0,09 мм. Регулируют холостой ход клапана 1, для чего, установив зазор Б, равный 3 — 3,5 мм, вращением винта 2 корректируют зазор В до 2 — 2,5 мм. Все трущиеся поверхности покрывают смазкой ЦИАТИМ-201, заедание подвижных деталей устраняют. Клапан с расслоенным резиновым уплотнением заменяют.
Изоляторы воздухопроводов очищают, осматривают. При обнаружении на них сколов или поврежденной глазури на участке более 15% пути возможного электрического перекрытия заменяют.
 Опорные изоляторы протирают салфеткой, смоченной в ацетоне, приклеивают на его поверхность клеем БФ мраморную крошку и сушат при температуре 70 — 80°С в течение 48 ч. Перед установкой изолятора на фланец поворотного вала подкладывают резиновую прокладку. Крепят изоляторы последовательным затягиванием диаметрально противоположных болтов предельным ключом с моментом 20 Н-м (2 кгс-м), не допуская поворота их более чем на 60°.
Опорные изоляторы протирают салфеткой, смоченной в ацетоне, приклеивают на его поверхность клеем БФ мраморную крошку и сушат при температуре 70 — 80°С в течение 48 ч. Перед установкой изолятора на фланец поворотного вала подкладывают резиновую прокладку. Крепят изоляторы последовательным затягиванием диаметрально противоположных болтов предельным ключом с моментом 20 Н-м (2 кгс-м), не допуская поворота их более чем на 60°.
Проверяют четкость работы подвижных частей реле максимального тока РМТ, хромированной или из сплава серебра пластинкой зачищают блокировочные контакты, измеряют сопротивление изоляции катушки относительно магнитопровода. Оно должно быть не менее 1 МОм. Регулируют реле вместе с высоковольтным трансформатором, тока.
Сборку и регулировку главного выключателя выполняют одновременно. Собирая систему главных контактов и ножей разъединителя, добиваются, чтобы провал контакта был 8 мм. В этом случае обеспечивается необходимое контактное нажатие. Регулируют провал ввинчиванием или вывинчиванием патрубка.
При установке ножей контролируют зазор между верхним ножом и дистанционной шайбой. Добиваются, чтобы при включенном положении ножей он был в пределах 1,5—2 мм.
Площадь соприкосновения ножей с неподвижным контактом должна быть не менее 80 %, а нажатие каждого ножа не менее 90—100 Н (9—10 кгс). Ножи покрывают тонким слоем смазки.
Затем устанавливают боковые крышки, защитный кожух, заземляющий контакт и резервуар.
2.3 ИСПЫТАНИЯ И РЕГУЛИРОВКА ГЛАВНОГО ВЫКЛЮЧАТЕЛЯ
На собранном выключателе с помощью угломера проверяют, чтобы угол поворота вала разъединителя был равен 60 ±1°, а отведение якоря электромагнита начиналось при повороте вала не более чем на 3°. Вал блока управления и сигнализации при полном отключении разъединителя должен  поворачиваться на 90 °, а при повороте вала разъединителя от отключенного положения на 20±5° блокировочные контакты должны размыкаться.
поворачиваться на 90 °, а при повороте вала разъединителя от отключенного положения на 20±5° блокировочные контакты должны размыкаться.
Линейкой и штангелем измеряют расстояние между ножами и ближайшими металлическими частями дугогасительной камеры. Оно должно быть не менее 230 мм.
Регулированием натяжения пружин автомата минимального давления добиваются, чтобы замыкающиеся контакты замыкались при достижении давления воздуха в баке 580 кПа (6 кгс/см2) и размыкались при его снижении до 470 кПа (4,7 кгс/см2). Выключатель должен надежно включаться и выключаться, когда давление достигает 300 кПа (3 кгс/см2).
Перед контрольными испытаниями проверяют плотность пневматической системы выключателя при давлении 800 кПа (8 кгс/см2) и перекрытой магистрали.
Снижение давления за 1 ч не должно превышать 100 кПа (1 кгс/см2).
Испытание выключателя выполняют на специальном стенде. С помощью электромагнитного вибрографа определяют угловую скорость вала выключателя. Наибольшая угловая скорость поворота вала должна быть при включении 810 — 900 рад/с, при выключении — 720 — 880 рад/с.
Проверяют работу электромагнитов постоянного тока при пониженном напряжении и давлении 880 кПа (9 кгс/см2). Включающий электромагнит должен четко срабатывать при напряжении 32,5 В для электровозов и 71,5 В для электропоездов. Отключающий электромагнит переменного тока проверяют при токе в катушке 10 А и давлении воздуха 880 кПа (9 кгс/см2).  Моменты срабатывания регулируют ввинчиванием наконечника электромагнита и отключающего рычага.
Моменты срабатывания регулируют ввинчиванием наконечника электромагнита и отключающего рычага.
Реле максимального тока регулируют совместно с высоковольтным (для электровозов) или кабельным (для электропоездов) трансформатором тока. Проверяют ток срабатывания при подключении трансформатора тока к различным отпайкам катушки реле. Номинальные токи срабатывания реле приведены в табл. 1.
Источник
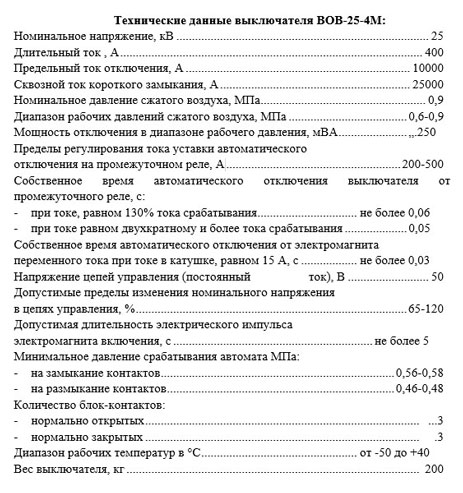
Главный выключатель ВОВ-25-4М: Назначение, устройство и ремонт

Главный выключатель или ГВ служит для оперативного или аварийного отключения электрооборудования при срабатывании аппаратов защиты. Время срабатывания составляет 0,04-0,06 с, что обеспечивает своевременную защиту оборудования электровоза в аварийных режимах. На большинство Отечественных электровозах переменного тока в качестве ГВ использовали главный выключатель ВОВ-25-4М.
Устройство ВОВ — 25- 4М
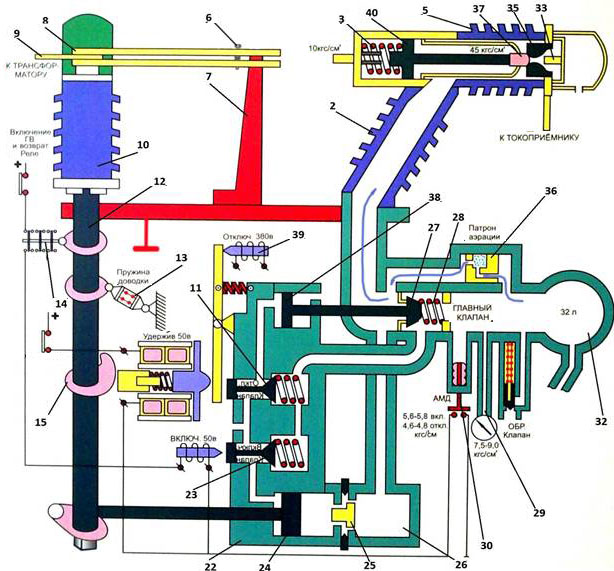
Основный узлы ГВ — это дугогасительная камера 5, воздухопроводного изолятора 2, разъединителя 6, блока управления 22 и резервуара для сжатого воздуха 32.
Дугогасительная камера служит для гашения электрической дуги, возникающей между контактами при срабатывании или дистанционном отключении. Состоит из, электрода (ограничителя дуги) 33, неподвижного контакта 35, подвижного контакта 37, поршня пневматического привода 40, пружины 3.
Разъединитель 6 состоит из контактных ножей, поворотного изолятора 10, подвижного шарнира 8, вывода 9, а также заземляющего кронштейна 7 и поворотного вала 12. Служит для замыкания и размыкания силовой цепи в обесточенном состоянии.
Корпус служит для размещения механизма управления, который состоит из главного клапана 27 и его привода 38, клапана отключения 11, клапана включения 23, рядом с клапанами соответственно размещены включающий и отключающих электромагнит. Контрольно-сигнального аппарата 14 производит переключение в цепях локомотива при срабатывании ГВ, реле минимального давления 30, обеспечивает работу в пределах определённого давления (вкл. 5,6 – 5,8; откл. 4,6 – 4,8 кгс/см2). Патрон аэрации 36, нужен для осушки поступающего воздуха.
Техническое обслуживание ТО-2
Обслуживание главного выключателя выполняют в соответствии с Руководством по ТО и ремонту соответствующей серии локомотива и инструкцией ПКБ ЦТ.25.0084 по которым в ремонтных локомотивных депо составляют технологическую карту ТО и ремонта ГВ.
При заходе локомотива на техническое обслуживание ТО-2 слесарем по ремонту производится проверка бортового журнала ТУ-152 на наличие замечаний по работе главных выключателей.
Перед началом работ нужно выпустить конденсат из резервуара, перекрыть краны подачи сжатого воздуха.
Проверить крепление болтовых соединений по месту, подводящих шин и изоляторов. Крепление изоляторов проверять при помощи динамометрических ключей с моментом затяжки, для изоляторов 19,6 Н*м (2 кгс/м) и 1,4 Н м (0,35 кгс-м) для нелинейного сопротивления, протяжку производить последовательного по кругу, не допуская их поворота более чем на 60°за один раз.
Произвести очистку изоляторов с помощью салфетки, при обнаружении сколов менее 15% длины пути возможного перекрытия электрической дуги произвести зачистку мелкой шкуркой с протиркой салфеткой, смоченной в бензине и последующим покрытием электроизоляционной эмалью ГФ-92ХС. При сколах более 15% произвести замену повреждённого изолятора.
Проверить соосность ножей, произвести замеры контактного нажатия, которое должно быть, в пределах 8,5-10,5 кгс, величина сжимающей пружины должна быть 14-15мм. Незначительные оплавления зачистить надфилем, наличие значительных оплавлений свидетельствуют о недостаточном нажатии или наличия причин, вызывающих запоздание отключения ножа. Если нажатие в норме совместно с мастером принимается решение о замене для проверки параметров на стенде.
После выполнения обслуживания проверяется работа ГВ под напряжением, и замеряются параметры срабатывания автомата минимального давления АМД. При достижении давления в резервуаре 5,6-5,8 кгс/см2 реле срабатывает на включение, при давлении 4,6-4,8 кгс/см2 реле отключается.
Текущий ремонт ТР-1
При проведении ТР-1 необходимо выполнить все работы проводимые, при ТО-2 и дополнительно необходимо произвести ревизию шарнирного соединения поворотного вала, проверить состояние шпильки крепления ножа.
На разъединителе проверить соосность, нажатие, оплавление ножей. Натяг между подвижным и неподвижным контактом должен быть в пределах 1-2 мм. Отклонение от осевой линии при вхождении ножей разъединителя допускается не более 5 мм.
Замерить толщину ножей у неподвижного допускается не менее 8,5 мм, подвижного не менее 2,0мм. Поверхность соприкосновения контактов ножа должна составлять не менее 80% их рабочей поверхности. При помощи ключа произвести включение, отключения выключателя вручную, на наличие заеданий.
Из кузова электровоза произвести ревизию блока управления, осмотреть состояние катушек электромагнитов, блокировочных устройств, привода вала поворотного изолятора. Протереть их безворсовой салфеткой, контрольно-сигнальный аппарат протереть замшей, а при необходимости зачистить стальной пластиной. Проверить резиновое уплотнение между корпусом главного выключателя и крыше локомотива.
Через один ТР-1 необходимо проводить ревизию дугогасительной камеры, для этого разобрать камеру, протереть внутреннюю часть изолятора безворсовой салфеткой, смоченными в бензине, затем протереть насухо. Контакты со следами закопчённости протереть, незначительные оплавлении зачистить личным напильником до металлического блеска, не нарушая геометрии. Запрещается зачищать наждачной бумагой.
При выгорании глубиной более 2 мм заменить, толщина киритовой накладки подвижного контакта должна быть не менее 2,8 мм, у электрода неподвижного контакта не менее 20 мм. Резиновую прокладку с трещинами, надрывами, неравномерной толщины заменить. Затяжку дугогасительных контактов производить при вывернутых стопорах. После затяжки его необходимо засверлить под стопорный винт, завернуть винт и закернить в шлиц.
При сборке дугогасительной камеры обратить внимание на соосность контактов. После сборки дугогасительной камеры проверить вжим подвижного контакта, который составляет 14-15 мм. Регулировку вжима осуществлять ввинчиванием или вывинчиванием трубы. С помощью омметра или контрольной лампы определить момент касания контактов, после чего произвести регулировку вжима — 4,0-4,5 оборота трубы составляют 8 мм перемещения неподвижного контакта.
При установке нелинейного резистора, во избежание поломки фарфора, необходимо вначале затянуть гайки к скобе, а затем затянуть болт крепления к дугогасительной камере. Смазать все трущиеся части, контактные поверхности ножей смазкой ЦИАТИМ-203.
Проверить пневматическую систему на герметичность. Если при перекрытом запорном вентиле, давлении с 8 кгс/см2 за 6 минут упадёт более чем на 0,1 кгс/см2 нужно устранять утечку. А также проверить падение давления при срабатывании ГВ, на включение должно происходить падение не более 0,05 МПА (0,5 кгс/см2), на отключение не более 0,25 МПа (2,5 кгс/см2). Замеры проводить с давлением в резервуаре 8 кгс/см2.
На каждом четвёртом ТР-1 проверить ток уставки РМТ на соответствие нормативам в зависимости от серии электровоза. После ремонта проверить работу под напряжением и параметры срабатывания АМД.
Материалы по главному выключателю ВОВ-25-4М:
Источник