Ремонт и сборка подшипников качения
При разборке подшипниковых узлов подшипники тщательно промывают и проверяют на пригодность для дальнейшей эксплуатации: в случае непригодности подшипники заменяют. Возможные дефекты подшипниковых узлов и способы их устранения приведены ниже.
 Подшипник качения ремонт и сборка подшипников качения
Подшипник качения ремонт и сборка подшипников качения
Дефекты подшипниковых узлов и способы их устранения:
| Дефект или его признак | Причины | Способ устранения |
|---|---|---|
| Повышенный шум | 1.Повреждение тел качения подшипника | Подшипник заменить. |
| 2. Защемление тел качения вследствие неправильной регулировки | Отрегулировать натяг в подшипниках | |
| 3. Износ посадочных мест на валу и в корпусе | Отремонтировать посадочные места | |
| 4. Отсутствие смазки | Смазать подшипники | |
| Повышенный нагрев | 1. Защемление тел качения из-за чрезмерного натяга в подшипниках | Отрегулировать натяг в подшипниках |
| 2. Недостаток смазочного материала | Добавить смазочный материал | |
| 3. Несоосность посадочных мест на валу и в корпусе | Устранить несоосность | |
| 4. Загрязнение подшипника вследствие выхода из строя уплотнения | Подшипник промыть, уплотнение заменить. При наличии цветов побежалости на кольцах и телах качения подшипник заменить | |
| Выкрошивание рабочих поверхностей колец и тел качения | Усталостность материала | Подшипник заменить |
| Увеличенный радиальный и осевой зазоры в подшипнике | Частичный износ рабочих поверхностей подшипника | Допустимое увеличение зазоров по сравнению с начальными: для опор шпинделей и точных валов — 25 %, для остальных опор: в 3-4 раза. При больших зазорах подшипник следует заменить |
Поля допусков посадочных поверхностей валов и отверстий в корпусах для сопряжения с подшипниками качения:
| Подвижность вала и корпуса в работе | Класс точности подшипника | Поля допусков вала | Поля допусков отверстия в корпусе |
|---|---|---|---|
| Вал вращается,корпус неподвижен | 5 и 4 | n5, m5, k5, js5 | M6, K6, Js6, H6 |
| 0 и 6 | n6, m6, k6, js6 | M7, K7, Js7, H7, G7, H8, H9 | |
| Вал неподвижен,корпус вращается | 5 и 4 | h5, g5 | N6, M6, K6 |
| 0 и 6 | h5, g5 | P7, N7, M7, K7 |
При сборке подшипниковых узлов должны выполняться следующие технические условия:

1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах. Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов — предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
Точность форм посадочных поверхностей под подшипник качения:
| Показатель | Класс точности подшипника | |||
| 0 | 6 | 5 | 4 | |
| Овальность и конусность шейки вала и отверстия в корпусе | 1/2 | 1/4 | ||
| допуска на диаметр посадочной поверхности | ||||
| Овальность и конусность шейки вала для подшипников на закрепительных втулках | 1/4 допуска на диаметр посадочной поверхности вала | |||
| Торцевое биение заплечиков вала, мкм, при диаметре, мм: | ||||
| до 50 | 20 | 10 | 7 | 4 |
| свыше 50 до 120 | 25 | 12 | 8 | 6 |
| свыше 120 до 250 | 30 | 15 | 10 | 8 |
| Торцевое биение заплечиков отверстия в корпусе, мкм, при диаметре, мм: | ||||
| до 80 | 40 | 20 | 13 | 8 |
| свыше 80 до 120 | 45 | 22 | 15 | 9 |
| свыше 120 до 150 | 50 | 25 | 18 | 10 |
| свыше 150 до 180 | 60 | 30 | 20 | 12 |
| свыше 180 до 250 | 70 | 35 | 23 | 14 |
| свыше 250 до 315 | 80 | 40 | 27 | 16 |
Шероховатость посадочных поверхностей вала и корпуса под подшипники качения:
| Посадочные поверхности | Класс точности подшипника | Номинальные диаметры, мм | |||
| до 80 | от 80 до 500 | ||||
| Параметры шероховатости поверхности, мкм | |||||
| Rz | Ra | Rz | Ra | ||
| Вала | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6 и 5 | 3,2 | 0,63 | 6,3 | 1,25 | |
| 4 | 1,6 | 0,25 | 3,2 | 0,63 | |
| Отверстия в корпусе | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6,5 и 4 | 3,2 | 0,63 | 6,3 | 1,25 | |
| Торцов заплечиков вала и отверстия в корпусе | 0 | 10 | 2,50 | 10 | 2,50 |
| 6,5 и 4 | 6,3 | 1,25 | 10 | 2,50 | |
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус — к обоим кольцам. Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
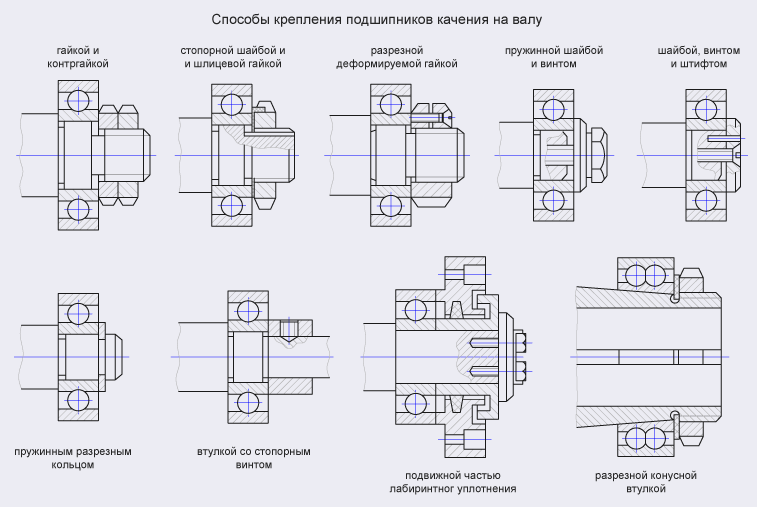 Подшипник качения способы крепления подшипника качения на валу
Подшипник качения способы крепления подшипника качения на валу
 Подшипник качения способы крепления подшипника качения в корпусе
Подшипник качения способы крепления подшипника качения в корпусе
Источник
Подшипники: основы их безопасной установки и эксплуатации

Устройства изначально обладают высокой износостойкостью и продолжительным эксплуатационным ресурсом. Чтобы продлить срок жизни механизма, используя его в практических условиях в безопасном режиме, следует соблюдать ряд простых правил. Извлечение подшипника из упаковки осуществляется перед его установкой. Консервация механизмов происходит в разогретом до температуры в 90С минеральном масле (не допускается хранение узлов свыше 2 часов, не имеющих надёжной защиты от коррозии). Перед установкой узел в обязательном порядке проверяют на предмет отсутствия зазоров, простоту и плавность вращения. Если используется закрытый подшипник, необходимо удостовериться в качестве его сальников и целостности шайб.
Непосредственно перед монтажом проверяют качество соприкасающихся с корпусом и валом посадочных поверхностей (их следует не только промыть и протереть, но и промазать маслом). Каналы, по которым подводится смазка, продуваются, не допускается наличие в них твердых механических частиц. Установка механизмов производится посредством трубчатой оправки. Данное техническое устройство передает кольцу, подвергаемому запрессовке, мощное усилие. Чтобы избежать перекосов при установке подшипника, при его монтаже давление следует передавать равномерно по окружности кольца. В промышленных условиях техническое устройство запрессовывают гидравлическим прессом. Именно с его помощью монтаж узлов производится качественно, оперативно, в безопасном режиме. Вал, в который подшипник устанавливают, перед монтажом охлаждают (для данных целей используется жидкий азот).
Источник
Ремонт подшипников
Ремонт подшипников качения
Ремонт узлов с подшипниками качения предусматривает тщательный осмотр беговых дорожек подшипников, осмотр шариков, роликов и игл для обнаружения царапин, сколов или отслаивания металла — результат усталостного явления металла из-за чрезмерного натяга или недостаточной смазки. Осматриваются также обоймы подшипников, у которых могут быть сколы бортов. Сепараторы подшипников могут быть сломаны, деформированы или покрыты коррозией. При наличии дефектов подшипники качения не ремонтируются, а заменяются новыми. Ремонту подлежат шейки валов под подшипники, системы смазки и защиты.
Смазывающие и уплотняющие устройства подшипников необходимо ремонтировать, если при работе подшипник нагревается свыше 60° С или в подшипник попадает грязь, влага, из подшипника вытекает смазка и т. п.

Рис. 29. Уплотняющие устройства; а — сальниковое: б — лабиринтное; в — манжетное: 1- манжета; 2- металлический кожух; 3- пружинная шайба; 4 — кольцевая пружина.
Сальниковые уплотнения
Уплотнения сальниковые, выполняемые в виде фетровых или войлочных колец (рис. 29,а), служащие защитой подшипника от пыли, стружки, влаги, следует при ремонте заменить или промыть в керосине или бензине. Плотность прилегания фетрового или войлочного кольца к валу проверяется щупом 0,1 мм, который при легком усилии не должен проходить. Чрезмерная плотность установленного уплотнения способствует нагреву шейки вала и подшипников.
Лабиринтные уплотнения
Элементы лабиринтных уплотнений (рис. 29,б) не должны иметь вмятин и выбоин. Зазоры в уплотнениях выполняются в пределах, определяемых конструкцией уплотнения. Обычно при ремонте изношенные элементы лабиринтных уплотнений изготовляют заново.
Уплотнения манжетные (рис. 29,б), изготовляемые из кожи, масло- и бензостойкой резины или синтетических материалов, наиболее надежно защищают подшипники от попадания внешних частиц и препятствуют вытеканию из них смазки. Большинство элементов манжетных уплотнений при ремонте заменяют новыми.
Демонтаж подшипников
Демонтаж подшипников качения часто затруднен из-за защемления шариков или роликов при увеличенном из-за износа радиальном зазоре или из-за перекоса внутренней или внешней обоймы подшипника относительно геометрической оси посадочных поверхностей при демонтаже. Поэтому в ремонтной практике при демонтаже подшипников качения всегда следует пользоваться специальными съемниками.
Ремонт подшипников скольжения
Подшипники скольжения изнашиваются на трущихся поверхностях по отверстию втулки, что приводит к увеличению зазора в соединении с валом, искажению геометрической формы отверстия, появлению задиров, отслаиванию поверхности и т. д. Когда в сопрягаемой паре, составляющей вал и втулку подшипника, величина износа выходит за пределы допустимого, то обязателен ремонт. Часто изношенную шейку вала нецелесообразно восстанавливать до прежнего (номинального) размера, поэтому вал шлифуют, а втулку изготовляют новой по диаметру шейки отшлифованного вала.
Регулируемые подшипники скольжения в период эксплуатации вначале подвергаются регулировке и ремонтируются в том случае, если уже выбран весь регулировочный диапазон.
Примерный технологический маршрут ремонта разъемного подшипника скольжения приведен в и на рис. 28.

Рис. 28. Ремонт разъемного подшипника скольжения: а — выплавка баббита: б -заливка баббита; в -вырубка смазочных канавок; г -шабрение; д — сборка; е- определение величины масляного зазора.
Особое внимание при ремонте разъемного подшипника уделяют слесарным работам .
Системы смазки
Смазочные канавки в подшипниках скольжения выполняют важную функцию. От их профиля и расположения в подшипнике зависят качество и долговечность его работы. Длину смазочных канавок не следует изготовлять по всей длине подшипника (рис. 28,г). Для удержания смазки длину канавки не доводят до торца на 0,1 длины подшипника. Ориентировочная глубина канавок принимается 0,025, а ширина 0,1 от величины внутреннего диаметра подшипников.
Масляный зазор в разъемном подшипнике проверяется свинцовыми пластинами (проволокой). Одну пластину ставят вверху между шейкой вала и вкладышем, а две другие — в разъемной части в стыках подшипников (рис. 28, е). При монтаже верхнего и нижнего вкладышей пластины сплющиваются. Демонтируя подшипник, пластины вынимают и толщину их замеряют микрометром.
Окончательное шабрение вкладышей следует производить по световым бликам, получаемым прокручиванием вручную неокрашенного вала в подшипниках.
Хорошо пришабренными подшипниками считают такие, которые при проверке окрашиваются равномерно по всей окружности на 70-75% ее поверхности.
Более подробно о ремонте подшипников скольжения см. в соответствующей литературе.
Источник