- Организация и виды ремонта электрических машин
- Большая Энциклопедия Нефти и Газа
- Капитальный ремонт — электрическая машина
- Ремонт электрических машин
- Содержание материала
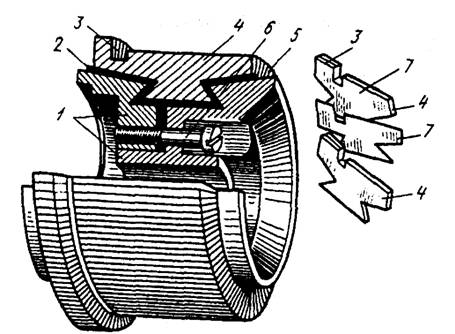
- Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
- Ремонт коллекторов.
- Ремонт контактных колец.
- Ремонт сердечников.
- Условия для безыскровой коммутации.
Организация и виды ремонта электрических машин
Приведены перечни мероприятий, необходимых при проведении различных видов ремонта — малого, техобслуживания и капитального.
Эксплуатация электрических машин — это содержание их в исправном состоянии, предупреждение и устранение мелких неисправностей, и восстановление вышедших из строя. Основной задачей эксплуатации электрических машин является уменьшение числа аварий, благодаря чему значительно повышаются технико-экономические показатели предприятий, и повышается производительность труда.
Основой грамотной эксплуатации электрических машин являются эксплуатационные документы, предназначенные для изучения электрических машин и правил их эксплуатации. Эксплуатационные документы поставляются заводом-изготовителем вместе с машиной и должны удовлетворять требованиям ГОСТ 2.601—95.
Эксплуатационные документы содержат:
- техническое описание (ТО);
- инструкцию по эксплуатации (ИЭ);
- инструкцию по техническому обслуживанию (ИО);
- инструкцию по монтажу, пуску, регулированию и обкатке машин (ИМ);
- формуляр (ФО) (составляется на машины, для которых необходимо вести учет их технического состояния и данных по эксплуатации);
- паспорт (ПЗ) (составляется на машины, для которых технические данные гарантированы заводом-изготовителем);
- ведомость запасных частей, инструментов, принадлежностей и материалов;
- ведомость эксплуатационных документов (ЭД).
На основе практики эксплуатации электроустановок предприятия разных отраслей промышленности применяют планово-предупредительный ремонт — определенную систему работ по поддержанию электрических машин и других элементов электроустановок в нормальном состоянии.
До недавнего времени отсутствовала научно- обоснованная классификация видов ремонта. В зависимости от толкования они имели разное наименование и содержание. В связи с введением в стране Единой системы конструкторской документации возникла необходимость регламентировать требования к ремонтной конструкторской документации в зависимости от видов ремонта (стандартизированы в ГОСТ 2.602—95).
В зависимости от особенностей, степени повреждения и износа электрических машин и их составных частей, а также трудоемкости ремонтных работ производят следующие виды ремонта: текущий (малый) или техническое обслуживание и капитальный. Применение среднего ремонта в настоящее время ограниченное. Текущий ремонт или техническое обслуживание является минимальным по объему, обеспечивающим нормальную эксплуатацию электрической машины до очередного планового ремонта. Во время текущего ремонта или технического обслуживания неисправности устраняют заменой или восстановлением отдельных быстроизнашивающихся частей электрической машины, а также выполняют регулировочные работы. Текущий ремонт выполняется эксплуатационным персоналом или ремонтными службами на месте установки электрических машин. Капитальный ремонт заключается в полной разборке и дефектации электрической машины, замене при ремонте всех составных частей, проверке их состояния, сборке машины, регулировке и испытании. Капитальный ремонт выполняет стационарное ремонтное предприятие. В качестве примера приводим содержание планового осмотра, текущего и капитального ремонтов асинхронного электродвигателя.
Плановый осмотр и текущий ремонт
Осмотр внешнего вида электродвигателя.
Осмотр крепления электродвигателя.
Проверка плотности посадки шкива или шестерни и установление степени износа зубьев.
Проверка затяжки крепящих болтов на крышках.
Осмотр щеткоподъемного механизма и проверка одновременности опускания всех щеток на кольца (для двигателей с фазным ротором).
Проверка уровня масла и вращения смазочных колец в подшипниках скольжения.
Осмотр доступных частей обмотки ротора и проверка отсутствия задевания ротора за статор.
Осмотр лобовых частей обмотки статора.
Проверка плотности контактов проводов, подводящих ток.
Проверка исправности заземления станины.
Проверка воздушного зазора щупом.
Полная очистка доступных частей электродвигателя.
В зависимости от результатов планового осмотра или характера происшедшей аварии капитальный ремонт может включать:
- полную замену обмоток статора;
- полную замену обмоток ротора;
- замену поломанного вала;
- перешихтовку магнитных сердечников;
- замену станины;
- замену подшипниковых щитов и подшипников;
- замену контактных колец и щеткодержателей (в электродвигателях с фазным ротором).
Необходимость того или иного вида ремонта и объемы ремонтных работ для каждого конкретного случая окончательно определяют (выявляют) после дефекговки, контрольных испытаний и разборки поставленной на ремонт электрической машины.
В. М. Леонов
Журнал «Ремонт, восстановление, модернизация», №9, 2004г.
Источник
Большая Энциклопедия Нефти и Газа
Капитальный ремонт — электрическая машина
Капитальный ремонт электрических машин в большинстве случаев связан с полной заменой обмоток, ремонтом коллектора, контактных колец, вала, подшипников, станины и других частей. После капитального ремонта машина подвергается приемо-сдаточным испытаниям по той же программе, что и новая, выпущенная заводом. В отдельных случаях повышают мощность машины и изменяют ее другие паспортные данные. Все проведенные изменения должны быть указаны на паспортном щитке, укрепляемом на станине после капитального ремонта рядом со щитком завода-изготовителя. На этом же щитке фиксируются организация, проводившая ремонт, и время его проведения. [1]
После капитального ремонта электрической машины , особенно при замене обмоток, необходимо проверить, соответствует ли она тем данным, которые имеются на ее табличке. Для этого машину испытывают под нагрузкой. [2]
При капитальном ремонте электрических машин иногда выполняют частичную либо полную замену коллекторных пластин. По объему и характеру работы эти операции почти равноценны. Больший интерес представляет общая технология ремонта коллектора с полной заменой пластин, поэтому ее и приводим. [3]
При капитальном ремонте электрических машин иногда выполняют частичную либо полную замену коллекторных пластин. По объему и характеру работы эти операции почти равноценны. [5]
При капитальном ремонте электрических машин постоянного тока нередко требуется демонтаж главных и добавочных полюсов, например при ремонте поврежденных катушек, замене изоляционных или крепежных деталей и других случаях. Перед снятием полюса следует отсоединить от него выводные концы и соединительные провода, а затем освободить от крепежных деталей, после чего снять его, соблюдая меры предосторожности, исключающие падение снимаемого полюса и повреждение обмоток снимаемого и соседних полюсов машины. [7]
Электроремонтный цех выполняет капитальные ремонты электрических машин и средний ремонт специальных и производство запчастей в основных объемах. Цех ( участок) ремонта технологического электрооборудования ( цех оперативного электроремонта, цех внешних ремонтов) организуется при осуществлении централизации текущих ремонтов. [8]
Электроремонтный цех выполняет капитальные ремонты электрических машин и средний ремонт специальных и производство запчастей в основных объемах. Для заводов нового строительства и осуществляющих крупную модернизацию рекомендуется строительство единого блока Электроремонт. Цех ( участок) ремонта технологического электрооборудования ( цех оперативного электроремонта, цех внешних ремонтов) организуется при осуществлении централизации текущих ремонтов. На цех возлагается проведение в производственных цехах на месте установки оборудования текущих и аварийных ремонтов, монтажно-заготовительных работ. [9]
Что входит в объем капитального ремонта электрических машин . [10]
Какие работы выполняют при капитальном ремонте электрических машин . [11]
Для уменьшения затрат на ремонт и простоя машин в ремонтах имеет значение создание новых материалов, которые могут выдерживать наиболее тяжелые условия эксплуатации. Так, при капитальном ремонте электрических машин в последнее время все более широкое распространение приобретает пропитка обмоток водоэмульсионными лаками, отличающимися взрыво — и по-жаробезопасностью, дешевизной, нетоксичностью для рабочих, хорошей стойкостью к тепловому старению и другими преимуществами по сравнению с прежними асфальтомасляными лаками. [12]
В процессе работы электрической машины происходят необратимые изменения состояния изоляции, которые называют старением изоляции. При этом снижается механическая прочность, появляется хрупкость и образуются трещины. Наличие трещин в изоляции снижает ее электрическую прочность, вследствие чего может возникнуть пробой изоляции, а следовательно, потребуется капитальный ремонт электрической машины . [13]
Источник
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники. При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
Зазоры в подшипниках качения
| Внутренний диаметр подшипника, мм |

| Неисправность |
| Неисправность |


