Описание работ по ремонту сцепления
Проверка технического состояния сцепления. Исправность сцепления проверяют при работающем двигателе. При выжатой педали сцепления поочередно переключают передачи. Если включение передач затруднено и сопровождается шумом, сцепление полностью не выключается. Затем проверяют включение сцепления: затягивают стояночный тормоз, включают высшую передачу и плавно отпускают педаль сцепления, одновременно нажимая на педаль управления дроссельными заслонками. Если двигатель остановится, сцепление исправно. Работающий двигатель указывает на неполное включение (пробуксовку) сцепления. При проверке сцепления могут также обнаружиться резкое его включение, чрезмерный нагрев деталей, шумы, вибрации и рывки при включении.
Неполное выключение сцепления может быть вызвано увеличением свободного хода педали сцепления, короблением или перекосом ведомого диска, обрывом фрикционных накладок, наличием воздуха в гидравлическом приводе сцепления.
Неполное включение (пробуксовка) сцепления может быть следствием износа или замасливания фрикционных накладок дисков, отсутствием свободного хода педали сцепления, потери упругости оттяжной пружины.
Рекламные предложения на основе ваших интересов:
Резкое включение сцепления возможно при заедании ступицы ведомого диска на шлицах ведущего вала коробки передач, потере упругости пружинных пластин, износе или задире рабочих поверхностей нажимного диска или маховика.
Нагрев деталей, шумы, вибрации и рывки происходят из-за износа или недостаточной смазки подшипника выключения сцепления, ослабления заклепок накладок ведомого диска, увеличенного зчзора в сопряжении ступицы ведомого диска и шлицев ведущего вала коробки передач. Появление шипящего звука высокого тона свидетельствует о неисправности подшипника.
Техническое обслуживание сцепления. При ЕО проверяют действие сцепления при трогании автомобиля с места и переключение передач при движении.
При ТО-1 проверяют и при необходимости регулируют свободный ход педали сцепления, проверяют состояние и крепление оттяжной пружины, смазывают (по графику) валик педали сцепления и подшипник выжимной муфты. У автомобилей с гидравлическим приводом выключения сцепления дополнительно проверяют уровень жидкости в бачке и герметичность гидравлического привода.
При ТО-2 дополнительно к работам, выполняемым при ТО-1, проверяют полный ход педали сцепления, работу привода сцепления и крепление картера сцепления к картеру маховика.
Регулирование свободного хода педали сцепления. Для измерения свободного хода пользуются линейкой с делениями, которую упирают в пол кабины и прижимают к педали. Нажимают рукой на педаль и при появлении ощутимого сопротивления перемещению педали определяют по делениям на линейке величину свободного хода. Она должна быть в пределах 35—50 мм.
При механическом приводе выключения сцепления его регулируют следующим образом. Отвернув на несколько оборотов контргайку, изменяют длину тяги 16 путем поворота гайки. Для увеличения свободного хода гайку отвертывают, а для уменьшения — завертывают. После регулирования, удерживая гайку, завертывают до отказа контргайку.
При гидравлическом приводе выключения сцепления свободный ход педали складывается из свободных ходов механической и гидравлической частей привода.
На автомобиле КамАЭ-5320 свободный ход рычага вилки выключения сцепления устанавливают в заданных пределах путем поворота сферической гайки толкателя поршня пневмогидравлического усилителя. Зазор между поршнем и толкателем поршня главного цилиндра регулируют эксцентриковым пальцем, на котором закреплен верхний конец толкателя поршня.
На автомобиле ГАЗ -24 «Волга» зазор между поршнем и толкателем регулирования не требует. Увеличение свободного хода педали сцепления возможно из-за наличия воздуха в системе гидравлического привода. Для удаления воздуха снимают резиновый колпачок на головке клапана рабочего цилиндра и надевают шланг для прокачки воздуха. Второй конец шланга опускают в стеклянную банку с небольшим количеством тормозной жидкости. Через горловину тормозного цилиндра заполняют систему, после чего создают в ней небольшое давление, резко нажав 4—5 раз на педаль сцепления с интервалом 1—2 с. Отвернув клапан на полоборота, ждут, когда прекратится выход пузырьков воздуха из шланга, опущенного в банку. Как только жидкость пойдет из шланга ровной струей без пузырьков, клапан плотно завертывают, снимают шланг, ставят на место колпачок и доливают жидкость.
Снятие и установка коробки передач и сцепления. Для снятия сцепления необходимо предварительно снять коробку передач. Отвернув болты крепления люка кабины, снимают крышку коробки передач и сливают масло. Затем отсоединяют и отводят в сторону карданный вал и снимают оттяжную пружину. Отсоединив тягу и гибкий вал привода спидометра, отвертывают болты крепления коробки передач. Затем отводят коробку передач назад, снимают возвратную пружину, коробку передач и муфту выключения сцепления.
Для снятия сцепления отвертывают болт рычага вилки и снимают рычаг. Затем отвертывают болт крепления фланца вилки выключения сцепления и снимают вилку. Отвернув болты креплбния крышек картера сцепления и крепления кожуха сцепления к маховику, вынимают из картера сцепление в сборе.
Устанавливают коробку передач и сцепление в обратной последовательности.
Разборка и сборка сцепления. Разборку, сборку и регулирование сцепления выполняют на стенде. Сцепление фиксируют тремя прихватами и подают сжатый воздух в полость пневмоцилиндра. Шток перемещается вниз, и прижим сжимает пружины сцепления. Тройник предназначен для распределения подводимого от сети сжатого воздуха к пневмоцилиндру и к пистолету для обдува деталей.
Расшплинтовав и отвернув болты крепления пластин, снимают пластины. Затем отвертывают регулировочные гайки вилки отжимного рычага, вывертывают болты крепления кожуха сцепления и, постепенно снижая давление воздуха в нневмоцилиндре стенда, снимают кожух. Расшплинтовав и вынув пальцы рычагов и вилок, снимают рычаги и вилки.
При сборке сцеплений, осуществляемой в последовательности, обратной разборке, регулируют положение рычагов относительно рабочей поверхности нажимного диска. Вращая специальным ключом регулировочные гайки вилок, устанавливают расстояние от сферических выступов на концах рычагов 6 до рабочей поверхности нажимного диска в заданных пределах. Это расстояние измеряют устройством стрелочного типа, входящим в комплект стенда, или штангенглубиномером.
Восстановление картера сцепления. Основными дефектами картера сцепления являются трещины и обломы, износ опорных лап по высоте, а также износы отверстий: под шейку фланца вилки выключения сцепления, под втулку и во втулке вилки выключения сцепления, в опорных лапах, под стартер, установочных и центрирующего коробку передач относительно оси коленчатого вала.
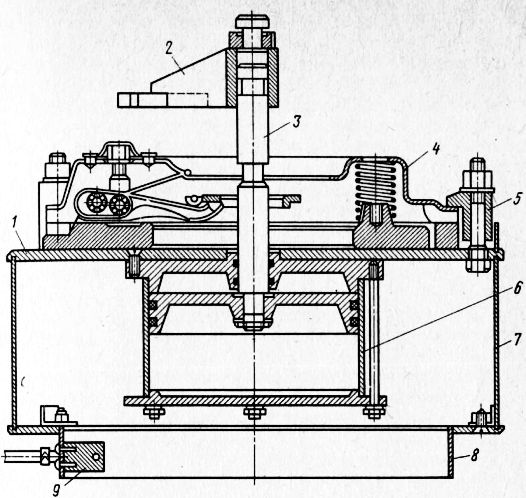
Рис. 1. Стенд для разборки и сборки сцеплений:
1 — стол, 2 — прижим, 3 — шток, 4 — сцепление, 5 — прихват, 6 — пневмоцилиндр, 7 — кожух, 8 — основание, 9 — тройник
Картер сцепления при ремонте не разукомплектовывают с блоком цилиндров, так как в противном случае потребуется растачивать центрирующие поверхности этих деталей в сборе.
Если на картере имеются трещины, проходящие через центрирующее отверстие или более чем через одно отверстие крепления коробки передач, а также трещины, захватывающие более половины периметра сечения лап, деталь бракуют. Небольшие трещины и обломы на нагруженных поверхностях устраняют дуговой сваркой, а на поверхностях, не несущих нагрузок,— синтетическими материалами.
Если износ опорных лап по высоте превышает допустимый, плоскости торцов фрезеруют на двух лапах «как чисто», цекуют отверстия в лапах и зенкуют фаску. В отверстие устанавливают втулку и приваривают ее дуговой сваркой сплошным щвом. При боль шом износе опорных лап их после фрезерования торцов наплав ляют и фрезеруют под размер рабочего чертежа.
Изношенные отверстия в опорных лапах и установочные отверстия развертывают, запрессовывают ДРД (втулку) и развертывают ее под размер рабочего чертежа.
Отверстие под шейку фланца вилки выключения сцепления восстанавливают заваркой или постановкой ДРД с последующей обработкой под размер рабочего чертежа. Втулку вилки выключения сцепления с изношенным отверстием заменяют, а изношенное отверстие под втулку в картере сцепления развертывают под ремонтный размер и запрессовывают в него ремонтную втулку, которую после запрессовки развертывают под размер рабочего чертежа.
Износ отверстия под стартер устраняют постановкой ДРД или наплавкой с последующей расточкой отверстия под размер рабочего чертежа.
При износе центрирующего отверстия картера его растачивают, протачивают выточку на глубину 2,5 мм и запрессовывают в нее гильзу, которую растачивают под размер рабочего чертежа. Базовой поверхностью при расточке служат постели под коренные вкладыши блока цилиндров.
Восстановление ведомого диска сцепления. Ведомый диск может иметь обломы и трещины на деталях, износы фрикционных накладок, отверстия под ступицу и впадин шлицев ступицы по толщине, ослабление заклепок крепления ступицы, заклепок диска и гасителя крутильных колебаний.
При ремонте ведомые диски разбирают. Изношенные фрикционные накладки удаляют, высверливая заклепки. Приклеенные накладки срезают на станке или стенде либо удаляют, нагревая диски в печах до 300—350 °С.
Детали ведомого диска дефектуют и при наличии обломов, трещин и износов выше предельных выбраковывают. Восстанавливают только отверстие в диске под ступицу. Его наплавляют и растачивают под размер рабочего чертежа. Затем проверяют форму диска и покоробленные диски правят. После замены деталей ведомый диск собирают и приклепывают или приклеивают к нему фрикционные накладки.
Перед постановкой новых накладок рабочую поверхность дисков зачищают. Новую накладку прижимают к диску струбциной, сверлят со стороны диска отверстия под заклепки и снаружи раз-зенковывают их на глубину 3—4 мм. Накладки приклепывают медными или латунными (полыми) или алюминиевыми (сплошными) заклепками. Головки заклепок должны быть утоплены на 0,5 мм от поверхности накладок.
Технологический процесс приклеивания фрикционных накладок кночает в себя очистку склеиваемых поверхностей, обезжири-Вание их ацетоном или бензином, нанесение клея ВС-10Т в три сВ10Я и выдержку при комнатной температуре первых двух слоев в течение 15 мин, а третьего —5 мин. Склеиваемые детали сжимают в приспособлениях и нагревают в сушильном шкафу до 180 ± 5 °С со скоростью повышения температуры 2—3 °С/мин, выдерживают при температуре конца нагревания в течение 1,5 ч и медленно охлаждают до комнатной температуры, после чего зачищают наплывы клея и проверяют качество склеивания на сдвиг под прессом.
После сборки диски балансируют. Дисбаланс устраняют установкой на диск грузиков (не более трех), которые крепят, отгибая усики.
Источник
Ремонт сцепления. Ремонт дисков и главного цилиндра
Основная неисправность в работе сцепления — нарушение надежной передачи крутящего момента от двигателя к трансмиссии в результате износа фрикционных накладок и поверхностей трения, ослабления нажимных пружин, износа и поломки отдельных деталей.
Перед снятием сцепления с двигателя необходимо на маховике, кожухе сцепления и нажимном диске сделать метки для того, чтобы установить детали в прежнее положение при сборке. Это необходимо для сохранения сбалансированности коленчатого вала, маховика и сцепления.
Корпус сцепления разбирают на универсальном стенде для разборки, сборки и регулировки. При отсутствии стенда корпус сцепления разбирают с помощью приспособления, позволяющего сжимать пружины.
Ремонт ведомых дисков
Ведомый диск может иметь дефекты:
- износ фрикционных накладок
- ослабление заклепок крепления ступицы
- коробление диска
- износ шлицев ступицы
Диск выбраковывают при трещинах и изломах, предельном износе отверстий, а ступицу — при трещинах и предельном износе шлицев.
Ослабленные заклепки удаляют. Отверстия рассверливают одновременно в ступице, диске и маслоотражательной шайбе и приклепывают их заклепками в горячем состоянии. Подтягивать ослабленные заклепки не допускается.

Рис. Универсальный стенд для разборки, сборки и регулировки сцепления: 1 — рама стенда; 2 — крестовина; 3 — пневмоцилиндр; 4 — плита; 5 — регулировочная шайба; 6 — шток пневмоцилиндра; 7 — фланцевая втулка; 8 — регулировочная гайка; 9 — винт; 10— кулачок; 11 — тяга; 12 — втулка.
Фрикционные накладки, изношенные по толщине, заменяют новыми. Новые накладки приклепывают пустотелыми заклепками из цветных металлов или приклеивают клеем ВС-ЮТ или БФ-52Т. Для изготовления заклепок используют медные или латунные трубки соответствующего диаметра. Головки заклепок в новых накладках должны утопать на 1,0-1,5 мм. Неплотность прилегания поверхности накладки не должна превышать 0,3 мм. При использовании накладок в виде отдельных секторов различие их по толщине в одном комплекте не должно превышать 0,1 мм. Для наклепки накладок к ведомым дискам применяют пневматический пресс.
Приклеивание накладок по сравнению с приклепыванием повышает производительность почти в 3 раза, дает экономию цветного металла, увеличивает поверхность трения накладок и срок их службы, уменьшает задиры рабочих поверхностей нажимных и промежуточных дисков. Технология приклеивания накладок рассмотрена выше.
Коробление ведомых дисков определяют по торцовому биению на приспособлении. Устраняют коробление правкой на плите перед приклепыванием (приклеиванием) накладок.
Ремонт нажимного и промежуточного дисков
При износе, задирах или короблении рабочих поверхностей диски протачивают и шлифуют до выведения следов износа. После протачивания толщина дисков должна соответствовать техническим требованиям. В проточенных нажимных дисках отверстия под головки регулировочных болтов углубляют на толщину снятого слоя. Шероховатость рабочей поверхности дисков должна быть не выше 0,63 мкм, неплоскостность — не более 0,15 мм.
Сборка сцепления
Для сборки используют стенд или приспособление, применяемые при разборке.
Чтобы сохранить усилие нажимных пружин тракторных сцеплений, в кольцевые вытачки нажимного диска целесообразно подложить шайбы, толщина которых равна слою металла, снятого при протачивании.
Пружины подбирают одинаковые по длине и упругости. В собранном сцеплении все концы отжимных рычагов должны лежать в одной плоскости, параллельной основанию корпуса. Расстояние от торца корпуса сцепления или от рабочей поверхности нажимного диска до плоскости, в которой расположены концы отжимных рычагов, устанавливают строго в соответствии с техническими условиями для данной машины. Если нет стенда, правильное расположение отжимных рычагов устанавливают на плите при помощи штангенглубиномера или специального приспособления.
Ремонт цилиндра сцепления

Рис. Устройство привода гидравлического сцепления ВАЗ-2101-07: 1 — главный цилиндр; 2 — компенсационное отверстие; 3 — прокладка штуцера; 4 — штуцер; 5 — стопорная пружинная шайба; 6 — поршень главного цилиндра; 7 — уплотнительное кольцо; 8 — поршень толкателя; 9 — крючок; 10 — ось педалей сцепления и тормоза; 11 — кронштейн педалей сцепления и тормоза; 12 — усиливающая пружина педали сцепления (Сервопружина); 13 — оттяжная пружина педали сцепления; 14 — ограничитель хода педали сцепления; 15 — педаль сцепления; 16 — толкатель; 17 — защитный колпачок; 18 — стопорное кольцо; 19 — перепускное отверстие; 20 — уплотнительное кольцо (кольцевой клапан); 21 — перепускное отверстие поршня; 22 — рабочий цилиндр; 23 — пружина; 24 — прокладка; 25 — пробка; 26 — внутренняя втулка педали; 27 — наружная втулка педали; 28 — распорная втулка; 29 — педаль тормоза
Для проведения работ необходимо демонтировать весь узел, отсоединив предварительно все патрубки и слив жидкость из системы. Также заранее следует приготовить ремкомплект главного цилиндра сцепления, в который включаются все детали, подверженные износу. Несмотря на то, что устройство главного цилиндра сцепления не отличается сложностью, работы желательно выполнять лицам, имеющим хотя бы минимальный опыт проведения слесарных работ. Если вопрос как снять главный цилиндр сцепления совсем непонятен, лучше отказаться от самостоятельного ремонта, и просто заменить цилиндр на новый.
После демонтажа цилиндр следует разобрать и тщательно промыть его детали тормозной жидкостью (использовать растворители или бензин запрещается). Все детали из ремкомплекта, которые планируется использовать, также желательно промыть перед установкой.
После демонтажа и полной разборки главного цилиндра на составные элементы можно приступать к оценке технического состояния всех деталей. Первым делом внимательно осматривается поршень, зеркала и уплотняющие элементы. Достаточно часто на внутренних поверхностях можно обнаружить очаги коррозии – их можно устранить аккуратной обработкой мелкозернистой наждачной бумагой. Множественные, обширные и сопровождаются наличием задиров очаги коррозии свидетельствует о нарушении зазора между поршнем и стенками цилиндра.
Все уплотнительные элементы рекомендуется заменить на новые, поскольку при работе под давлением даже незначительные дефекты неизбежно приводят к протечкам жидкости из цилиндра. Резиновые уплотнители не допустимо обрабатывать маслами для облегчения сборки – это приведет к их разбуханию и невозможности нормального функционирования.
После устранения всех неисправностей устройство можно собирать в обратной разборке последовательности.
Для прокачки требуется обеспечить свободный доступ к главному цилиндру, и некоторые модели транспортных средств для этого будет удобнее загнать на яму или поднять на гидравлическом подъемнике. В бачок наливается новая тормозная жидкость, на штуцер одевается прозрачная трубочка, конец которой опущен в емкость с той же рабочей жидкостью. Ритмичной работой педалью сцепления прокачивается гидропривод до тех пор, пока выделение воздуха через штуцер не прекратится полностью. После этого штуцер закручивается, и автомобиль готов к эксплуатации.
Источник