Описание ремонта двигателя газ
Часть 1. Вступление.
Здравствуйте Уважаемые друзья! Как давно я не о чем не писал. Если честно сказать не знал, чем бы с Вами поделится, таким чего пока нет на моем сайте, по крайней мере нет такой статьи, который я писал и она связана именно с ремонтом автомобиля Газ-3307.

И вот сегодня меня осенило, а почему бы нам с Вами не заняться капитальным ремонтом двигателя ЗМЗ-511. Я, думаю, многие бы хотели научится своими руками делать ремонт двигателя. Да и на сегодняшний день мало автосервисов, которые возьмутся за ремонт двигателя ЗМЗ-511. Они лучше быстренько отремонтируют два легковых двигателя чем будут связываться с Вашим двигателем.
Конечно же есть специализированные сервисы которые именно практикуют с двигателями от грузовиков, а там такие цены, что всем не по карману такие цены. Да и нет смысла сдавать на ремонт двигатель газончика, у которого стоимость ниже, чем обойдется стоимость капитального ремонта двигателя в специализированном сервисе. Короче говоря как не крути, нам с Вами, остается самим делать ремонт двигателя.
Сразу хочу Вас предупредить, капитальный ремонт двигателя, работа не из легких, по этому, если у Вас нет ни каких навыком и хотя бы базового знания по ремонту автомобиля, то лучше не связываться. Ну, а если Вы уверены в себе, что справитесь, то я готовь с Вами поделиться своими знаниями. Где то я в статье уже упоминал, что являюсь, по совместительству, еще и мотористом. И много двигателей отремонтировал за свой век, перечислять, какие двигатели ремонтировал, не будем да это не так уж и важно.
Друзья, как я уже писал, капитальный ремонт двигателя, работа не из легких и конечно же быстренько отремонтировать двигатель тоже не получится, по этому нам с Вами понадобится время, а вот сколько времени уйдет это зависит от различных факторов, таких как:
- в каких условиях зксплуатировался двигатель;
- сколько моточасов отработал двигатель;
- степень износа деталей двигателя;
- какое топливо использовалось (качественное или наоборот);
- какие смазочные материалы использовались;
- конечно же самый основной фактор кто ездил за рулем, по собственному опыту скажу, вот это фактор я бы отнес к самому важному.
Как я полагаю, надеюсь и Вы понимаете, в одной статье, я из Вас сделать моториста, хотя начального уровня, не смогу. Понадобится написать не сколько статей, а вот сколько и как долго буду писать я еще даже сам не знаю. И так у нас с Вами будет не сколько статей и будет лучше если нам разделить их на части. Сегодняшнюю статью мы с Вами назовем Капитальный ремонт двигателя «Вступление». По этому, друзья, запаситесь терпения, раз начала есть, то я думаю и до конца мы с вами дойдем обязательно и научимся ремонтировать двигатель своими силами.
Так что если Вы готовы и полны желаний и стремлений отремонтировать двигатель и конечно же будите делать именно так как я напишу и научу, то можем с вами начинать, вступительную часть заканчиваю, спасибо за внимание!
Источник
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
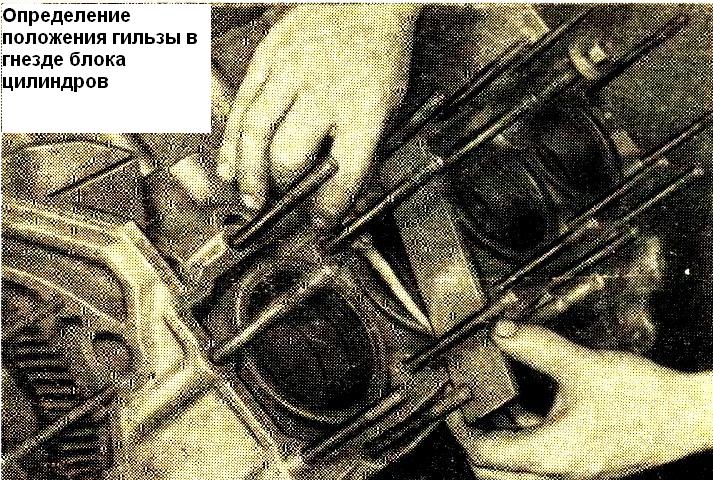
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
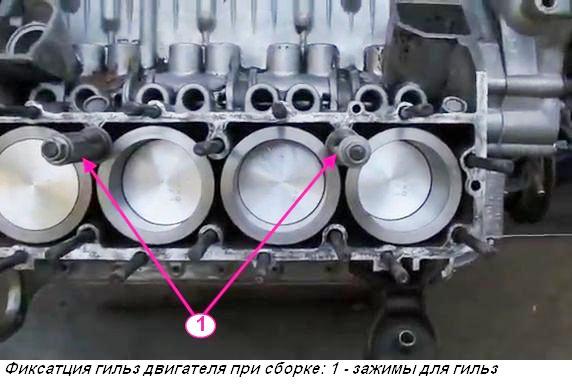
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

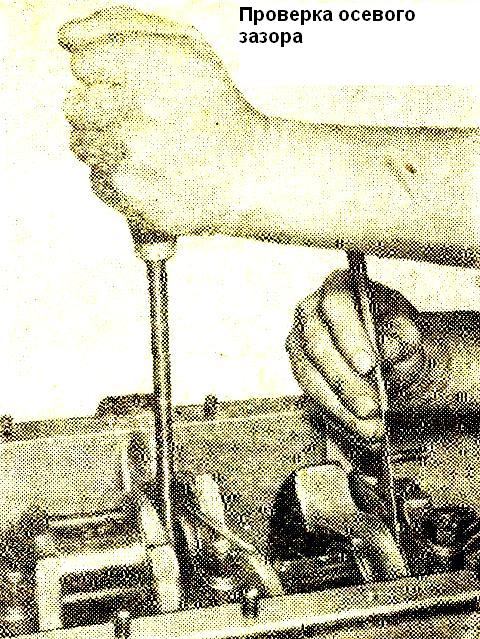
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
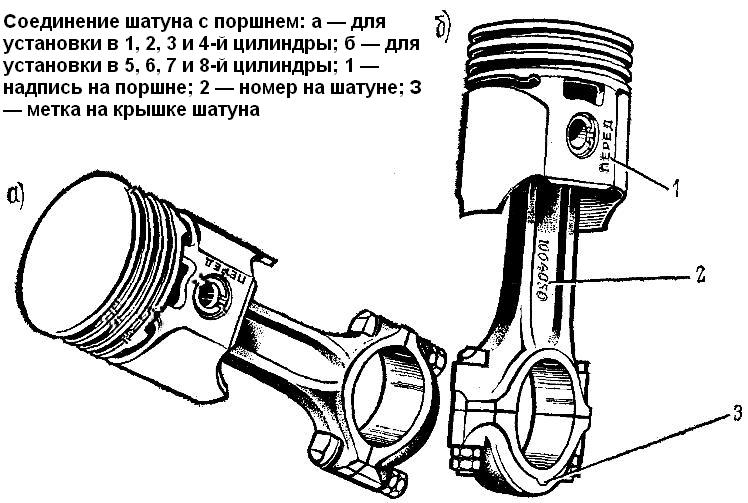
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Источник
Ремонт двигателя
Ремонт двигателя ГАЗ 2705
Необходимость в ремонте двигателя наступает после пробега около 150 000 км. К этому пробегу зазоры достигают величин, вызывающих падение мощности двигателя, уменьшение давления масла в масляной магистрали, резкое увеличение расхода масла (свыше 0,25 л/100 км), чрезмерное дымление двигателя, повышенный расход топлива, а также повышенные стуки.
Ориентировочно зазоры в сопряжении основных деталей вследствие износа не должны превышать следующих величин, мм:
— юбка поршня — гильза цилиндра. 0,25
— поршневое кольцо — канавка в поршне (по высоте). 0,15
— замок поршневого кольца. 2,5
— поршень — поршневой палец. 0,015
— верхняя головка шатуна — поршневой палец. 0,03
— шатунные и коренные
— стержень клапана — втулка. 0,20
— осевой люфт распределительного вала. 0,25
— осевой люфт коленчатого вала. 0,40
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми стандартного размера или перешлифовкой изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера.
Выпускаются следующие детали ремонтных размеров: поршни, поршневые кольца, вкладыши коренных и шатунных подшипников коленчатого вала, седла впускных и выпускных клапанов, полуобработанные втулки распределительного вала и направляющие втулки клапанов.
Снятие и установка двигателя
Для снятия двигателя автомобиль необходимо установить на смотровую яму. Рабочее место должно быть оборудовано талью или другим подъемным устройством грузоподъемностью не менее 300 кг. Работу по снятию двигателя производить в следующем порядке:
— открыть капот и снять его, отвернув четыре болта его крепления к петлям;
— слить охлаждающую жидкость из системы охлаждения, отвернув пробку на радиаторе и открыв краники на блоке цилиндров и отопителе. Снять пробку расширительного бачка;
— слить масло из картера двигателя и из коробки передач, отвернув пробки сливных отверстий. После слива масла пробки поставить на место и туго затянуть;
— снять аккумуляторную батарею;
— зацепить двигатель за грузовые проушины и натянуть цепь тали.
Работы, проводимые снизу автомобиля:
— снять карданный вал в сборе (см. подраздел «Карданная передача»);

Рис. 4.40. Пробка-заглушка удлинителя коробки передач

Рис. 4.41. Блок цилиндров и поршень

Рис. 4.42. Кривошипно-шатунный механизм

Рис. 4.43. Установка картера сцепления и коробки передач

Рис. 4.44. Газораспределительный механизм

Рис. 4.45. Привод распределительного вала

Рис. 4.46. Привод масляного насоса и датчика-распределителя зажигания, масляный насос

Рис. 4.47. Насос охлаждающей жидкости

Рис. 4.48. Привод вентилятора

Рис. 4.49. Натяжной ролик
— установить пробку-заглушку (
Рис. 4.50. Закрепление гильз втулками-зажимами
— закрепить втулками-зажимами гильзы цилиндров во избежание их выпадания из блока в процессе дальнейшей разборки двигателя (
Рис. 4.51. Снятие клапанных пружин
— с помощью приспособления (
Рис. 4.52. Снятие поршневых колец с поршня
— снять съемником поршневые кольца с поршней (
Рис. 4.53. Выпрессовка поршневого пальца из поршня съемником: 1 — поршень; 2 — поршневой палец; 3 — оправка; 4 — винт съемника
— вынуть из поршней стопорные кольца. Выпрессовать с помощью съемника поршневые пальцы из поршней (
Рис. 4.54. Съемник для выпрессовки подшипника из коленчатого вала: 1 — захват; 2 — шпилька; 3 — боек; 4 — ручка
— с помощью съемника (
Рис. 4.55. Проверка концентричности отверстия картера сцепления с осью коленчатого вала

Рис. 4.56. Проверка перпендикулярности заднего торца картера сцепления оси коленчатого вала
Если требуется замена картера сцепления или он устанавливается на блок после ремонта, необходимо из блока предварительно удалить два установочных штифта, затем картер закрепить на блоке болтами. В блок на крайних вкладышах устанавливают коленчатый вал, к фланцу которого крепится стойка индикатора. Вращая коленчатый вал, проверяют биение отверстия для центрирующего бурта коробки передач, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала, как показано на 
Рис. 4.57. Выпрессовка гильзы из блока цилиндров комбинированным съемником: 1 — гильза; 2 — лапка; 3 — гайка; 4 — шпилька; 5 — болт; 6 — ось; 7 — винт
— а) с помощью комбинированного съемника (
Рис. 4.58. Оправка для обжима набивки заднего уплотнения коленчатого вала
— обжать набивку заднего уплотнения коленчатого вала в блоке и держателе оправкой (
Рис. 4.59. Очистка нагара в канавках поршней

Рис. 4.60. Подбор поршня к гильзе при помощи ленты-щупа и динамометра 24-У-17202
— произвести подсборку шатунно-поршневой группы. Очистить днища поршней и канавки поршневых колец от нагара, как показано на 
Рис. 4.61. Подбор поршневого пальца к шатуну
— подобрать поршневой палец к шатуну так, чтобы он плотно входил в отверстие шатуна под усилием большого пальца руки (
Рис. 4.62. Запрессовка поршневого пальца в поршень и шатун: 1 — поршень; 2 — шатун; 3 — оправка; 4 — поршневой палец; 5 — подпятник; 6 — винт
— запрессовать поршневой палец в поршень и шатун с помощью приспособления. Поршень при этом нагреть до температуры 60-88° С, поршневой палец слегка смазать моторным маслом. Поршень соединить направляющей оправкой 3 с шатуном, надеть поршневой палец на тонкий конец оправки, как показано на 
Рис. 4.63. Подбор поршневых колец к цилиндру
— подобрать по цилиндру поршневые кольца, как показано на 
Рис. 4.64. Проверка бокового зазора между поршневым кольцом и канавкой в поршне
— щупом проверить зазор между кольцами и стенкой поршневой канавки, как показано на 
Рис. 4.4. Установка поршневых колец на поршень: 1 — верхнее компрессионное кольцо; 2 — нижнее компрессионное кольцо; 3 — кольцевой диск; 4 — осевой расширитель; 5 — радиальный расширитель
— надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо ставится внутренней выточкой вверх (к донышку поршня) (см. 
Рис. 4.65. Установка поршня с кольцами в цилиндр с помощью оправки
— надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом, вставить поршень в цилиндр, как показано на 
Рис. 4.66. Проверка осевого зазора распределительного вала
— с помощью щупа, вставляемого между упорным фланцем распределительного вала и ступицей шестерни, проверить осевой зазор распределительного вала (
Рис. 4.9. Установочные метки на распределительных шестернях
— вставить подсобранный распределительный вал в отверстие блока, смазав предварительно его опорные шейки моторным маслом. При зацеплении шестерен зуб шестерни коленчатого вала с меткой «0» должен быть против риски у впадины зубьев шестерни распределительного вала (см. 
Рис. 4.67. Запрессовка манжеты в крышку распределительных шестерен оправкой
— проверить пригодность манжеты, запрессованной в крышку распределительных шестерен, к дальнейшей работе. Если манжета имеет изношенные рабочие кромки или слабо охватывает ступицу шкива коленчатого вала, вставленную в манжету, заменить ее новой. Запрессовку манжеты в крышку рекомендуется производить при помощи оправки, как показано на 
Рис. 4.68. Центрирование крышки распределительных шестерен с помощью оправки
— сцентрировать крышку по переднему концу коленчатого вала при помощи оправки (
Рис. 4.69. Напрессовка ступицы шкива коленчатого вала
— удалить центрирующую оправку и напрессовать ступицу шкива со шкивом-демпфером коленчатого вала (
Рис. 4.6. Определение верхней мертвой точки
— поворачивая коленчатый вал, совместить третью метку на диске демпфера с ребром-указателем на крышке распределительных шестерен (см.

Рис. 4.70. Положение кулачков распределительного вала первого цилиндра при установке привода масляного насоса и датчика-распределителя зажигания: 1 — впускной кулачок; 2 — выпускной кулачок

Рис. 4.71. Проверка осевого зазора между шестерней и корпусом привода масляного насоса и датчика-распределителя зажигания
— проверить осевой зазор между корпусом привода и шестерней при помощи щупа (
Рис. 4.72. Положение паза на втулке валика привода масляного насоса и датчика-распределителя зажигания: А — перед установкой привода на блок; В — после установки привода на блок
— повернуть валик привода в положение, показанное на 
Рис. 4.73. Выпрессовка направляющих втулок клапанов
Клапаны (в запасные части) выпускаются стандартного размера, а направляющие втулки — с внутренним диаметром, уменьшенным на 0,38 мм (для развертывания их под окончательный размер после запрессовки в головку цилиндров). Выпрессовка изношенной направляющей втулки производится с помощью оправки (
Рис. 4.74. Фаски седел клапанов: ширина фаски
Запрессовка новых втулок впускного и выпускного клапанов производится до выступания над головкой на 20 мм. После запрессовки развернуть отверстие втулки до диаметра 9+0,022 мм, а фаски седел прошлифовать, центрируя по отверстию во втулке. При шлифовке следует обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,05 мм. Фаски шлифуют под углом 45°. Наружный диаметр (
Рис. 4.34. Последовательность затяжки гаек крепления головки цилиндров
— натереть графитовым порошком с обеих сторон прокладку головки цилиндров и надеть ее на шпильки. Установить головку и закрепить ее гайками с шайбами. Затянуть гайки динамометрическим ключом моментом 83-90 Н·м (8,3-9,0 кгс·м), соблюдая порядок, указанный на 
Рис. 4.35. Последовательность затяжки болтов крепления крышки коромысел
— поставить прокладку и крышку коромысел и закрепить их болтами с шайбами, соблюдая порядок, указанный на 
Рис. 4.75. Снятие крыльчатки водяного насоса охлаждающей жидкости
— снять съемником крыльчатку (
Рис. 4.76. Снятие ступицы шкива насоса охлаждающей жидкости
— снять съемником ступицу (
Рис. 4.77. Выпрессовка подшипника с валиком насоса охлаждающей жидкости
— выпрессовать из корпуса подшипник в сборе с валиком (
Рис. 4.78. Запрессовка сальника
— с помощью оправки установить сальник, не допуская перекоса, в корпус насоса (
Рис. 4.79. Запрессовка подшипника с валиком насоса охлаждающей жидкости в корпусе
— запрессовать подшипник с валиком в сборе в корпус так, чтобы гнездо под фиксатор совпало с отверстием в корпусе насоса (
Рис. 4.80. Напрессовка ступицы шкива насоса охлаждающей жидкости на вал
— напрессовать на валик подшипника ступицу шкива насоса, выдержав размер (117,5±0,2) мм (
Рис. 4.81. Напрессовка крыльчатки насоса охлаждающей жидкости
— напрессовать крыльчатку на валик подшипника заподлицо с корпусом насоса. Выступать крыльчатка из-за плоскости корпуса должна не более, чем на 0,2 мм (
Рис. 4.82. Снятие шестерни привода масляного насоса и датчика-распределителя

Рис. 4.83. Напрессовка шестерни на валик
Разборку привода выполнять в следующем порядке:
— выпрессовать штифт шестерни привода с помощью бородка и снять шестигранный валик привода масляного насоса;
— спрессовать шестерню. Для этого установить корпус привода верхним торцом на подставку с отверстием, чем обеспечивается свободный проход валика в сборе с упорной втулкой. Усилие выпрессовки прилагать к концу валика через оправку 012,5 мм (
Рис. 4.23. Наливная горловина топливного бака: 1 — шланг наливной трубы; 2 — хомут; 3 — кронштейн; 4 — пробка наливной трубы; 5 и 6 — прокладки; 7 — кронштейн крепления бака к раме
В случае нарушения герметичности топливного бака его следует снять с автомобиля. Для этого необходимо ослабить гайки крепления пластины петли лючка наливной трубы и вынуть кронштейн 3 (см. 
Рис. 4.26. Топливный насос: 1 — рычаг ручного привода; 2 — уплотнитель; 3 — сетчатый фильтр контрольного отверстия; 4 — нагнетательный клапан; 5 — винт крепления крышки фильтра; 6 — сетчатый фильтр; 7 — всасывающий клапан; 8 — диафрагма; 9 — рычаг привода
— отвернуть два винта 5 (см. 
Рис. 4.84. Приспособление для сборки диафрагмы
Подсборку диафрагмы рекомендуется выполнять в специальном приспособлении (
Рис. 4.85. Головка топливного насоса: 1 — крышка; 2 — обойма клапана; 3 — пружина; 4 — прокладка; 5 — пластина клапана; 6 — клапан
При запрессовке обойм клапанов в головку насоса необходимо обеспечить размеры между пластиной клапана и обоймой у впускных клапанов 1,5- 1,8 мм, у нагнетательного — 2,0-2,3 мм (
Рис. 4.86. Положение головки и крышки топливного насоса относительно корпуса
Головка и крышка при сборке насоса должны быть поставлены относительно корпуса в положение, показанное на рис. 4.86.
После сборки следует проверить насос на начало подачи, давление, разрежение и подачу так, как было указано выше.
Разборку карбюратора рекомендуется выполнять в следующем порядке:
— отвернуть винт крепления тяги воздушной заслонки к рычагу привода;
— отвернуть семь винтов крепления крышки поплавковой камеры, снять крышку и прокладку под ней, стараясь не повредить прокладку;
— отвернуть два винта и снять воздушную заслонку, если зазоры между воздушной заслонкой и воздушным патрубком превышают нормальные;
— отвернуть винт и снять распылитель ускорительного насоса;
— отвернуть винт и снять распылитель эконостата;
— отвернуть пробку и вынуть ось поплавка, снять поплавок, вынуть иглу топливного клапана. Вывернуть корпус топливного клапана вместе с прокладкой;
— отвернуть пробку фильтра и снять сетчатый фильтр;
— отвернуть четыре винта крепления крышки диафрагмы ускорительного насоса, снять крышку и вынуть диафрагму с пружиной;
— вывернуть главные жиклеры первой и второй камер карбюратора;
— вывернуть воздушные жиклеры и вынуть эмульсионные трубки первой и второй камер;
— вывернуть жиклеры системы холостого хода первой камеры и жиклеры переходной системы;
— отвернуть два винта и снять диафрагменное запорное устройство экономайзера принудительного холостого хода;
— отвернуть три винта и снять корпус автономной системы.
Контроль и осмотр деталей.
После разборки следует промыть детали в бензине, продуть сжатым воздухом и проверить их техническое состояние, которое должно удовлетворять следующим требованиям:
— все детали должны быть чистыми, без нагара и смолистых отложений;
— жиклеры после промывки и продувки сжатым воздухом должны иметь заданную пропускную способность или размер;
— все клапаны должны быть герметичными, прокладки — целыми и иметь следы (отпечатки) уплотняемых плоскостей;
— не должно быть заметных износов (люфтов) в соединениях: ось поплавка — кронштейн поплавка, бобышки корпуса смесительных камер — оси дроссельных заслонок.
Сборка карбюратора производится в порядке, обратном разборке. Сначала необходимо подсобрать все три части карбюратора — крышку, корпуса поплавковой и смесительных камер, а затем соединить их между собой. При сборке необходимо:
— следить за сохранностью и правильной установкой прокладок;
— следить, чтобы дроссельные и воздушная заслонки поворачивались совершенно свободно, без заеданий и плотно прикрывали свои каналы;
— затягивать все резьбовые соединения плотно, но без чрезмерных усилий;
— проверить и при необходимости отрегулировать уровень топлива в поплавковой камере.
Видео про «Ремонт двигателя» для ГАЗ 2705
Сборка 402 двигателя Волга, Газель (часть 1). Сделай Сам!Капитальный ремонт Газели 1 (ремонт кузова).
Ремонт Газель. Переделка боковой двери Газель на Петли. Ремонт газ 2705 своими руками
Источник