- Описание цеха по ремонту двигателей
- Организация и технология ремонта двигателей
- СТО по ремонту грузовых двигателей
- Цех разборки и диагностики
- Мойка
- Головочный цех
- Шлифовально-расточной цех
- Токарно-фрезеровочный цех
- Сборочный цех
- Цех проверки, контроля и выдачи
- Технология и организация ремонта двигателей в РОСТЕХСЕРВИС (стр. 1 )
- 1.1 Краткая характеристика предприятия. 11
- 1.1.5 Система оплаты труда. 14
- 1.2. Анализ технико-экономических показателей предприятия. 16
- 3.1 Технология ремонта блоков цилиндров. 34
- 1.1 Краткая характеристика предприятия
- 1.1.5 Система оплаты труда
Описание цеха по ремонту двигателей
Участок ремонта двигателей в автосервисе
Основные работы, выполняемые на рабочем месте ремонта двигателей, — ремонт и регулировка двигателя путем замены деталей. Площадь рабочего места определяется суммарной площадью оборудования в плане, умноженной на 3,5 (коэффициент плотности расстановки оборудования согласно приложению 2 ОНТП-01-91). Количество рабочих определяется производственной программой — количеством ремонтов и их трудоемкостью.
На станциях технического обслуживания мелкий ремонт двигателя, вплоть до замены деталей поршневой группы, выполняется непосредственно на подъемниках без снятия двигателя с автомобиля, т. е. на стандартных рабочих местах. Ремонт двигателя со снятием с автомобиля выполняется на участке ремонта двигателей или ремонта двигателей и агрегатов (коробок передач, автоматических коробок передач, других агрегатов). При этом ни одна станция, если она не специализируется на этом виде работ, не устанавливает оборудование для выполнения полного комплекса работ по технологии ремонта двигателя. К примеру, станок шлифовки коленчатых валов достаточно дорогой, и его использование в условиях ограниченной производственной программы экономически нецелесообразно. То же можно сказать и о стенде регулировки топливной аппаратуры дизельных двигателей, станке расточки цилиндров, станке ремонта головки блока. Поэтому многие работы, в том числе по ремонту двигателя, СТО выполняет у субподрядчиков, т. е. по кооперации. Специализированные предприятия делают это лучше, качественнее и дешевле.
Рабочее место или участок ремонта двигателей и агрегатов, или отдельно двигателей, или отдельно агрегатов, создается с учетом экономической целесообразности. В связи с многовариантностью решений мы приводим полный перечень оборудования, используемого на рабочем месте, из которого в конкретном проекте применяется выбранное в соответствии с перечнем выполняемых работ (в этой ситуации необходимо предусмотреть возможность расширения участка): стенд для ремонта двигателей, моечная установка для мойки двигателей, моечная ванна для деталей,
стенд для разборки-сборки шатунно-поршневой группы, прибор для рихтовки и правки шатунов,
прибор для проверки упругости клапанных пружин и поршневых колец,
стенд для разборки и сборки головок цилиндров,
стенд для притирки клапанов,
станок для расточки цилиндров двигателей,
стенд для проверки масляных насосов и масляных фильтров двигателей,
стенд для шлифовки клапанов,
станок для шлифовки шеек коленчатого вала,
стенд для ремонта двигателя.
Учитывая современное состояние парка автомобилей и дороговизну запасных частей к нему, на участке ремонта двигателей может оказаться востребованным агрегат для сварки алюминиевых крупногабаритных деталей двигателя (блоков цилиндров и головок блоков). Кроме этого, участок должен иметь следующую технологическую оснастку: инструмент, специнструмент и приспособления для снятия двигателя с автомобиля, приспособление для сборки шатуна с поршнем, приспособления для установки поршней, снятия и установки поршневых колец, снятия кромки верхней части цилиндра, очистки каналов от нагара, для выпрессовки и установки втулок верхних головок шатуна, стенд для восстановления седел клапанов, инструмент и технологию восстановления направляющих втулок клапанов, другие приспособления.
Измерительный инструмент: динамометрические ключи, микрометры с пределом измерений от 0—25 до 100—125, нутромеры, шаблоны-калибры, щупы-шаблоны, динамометр, щуп пластинчатый, штангенциркуль и мерительная ли-нейка, высокоточные весы и другие измерительные инструменты, предусмотренные технологией ремонта двигателя, поверочная плита.
Организационная оснастка: верстак, инструментальная тележка, стеллажи для двигателей, ларь для обтирочных материалов и ларь для отходов, стеллаж для хранения деталей двигателя, подьемно-транспортное оборудование.
Участок должен иметь рабочее место холодной и горячей обкатки двигателей. Обкатке подвергают двигатели, прошедшие текущий ремонт с заменой деталей кривошипно-шатунного механизма. Рабочее место по обкатке двигателя должно быть оборудовано обкаточным стендом, обеспечивающим нагрузочные режимы двигателя при обкатке, измерительным инструментом, инструментом и специнструментом в соответствии с технологией испытания двигателя. Организационная оснастка та же, что и для рабочего места ремонта двигателя. Оба рабочих места должны быть оборудованы кран-балкой для подъема и транспортировки двигателей.
В настоящее время создаются специализированные предприятия по ремонту двигателей. В Украине существует сеть ремонтных мастерских по восстановлению блоков цилиндров, головок блоков и коленчатых валов, на которых работы выполняются по современным технологиям на современном оборудовании.
Источник
Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
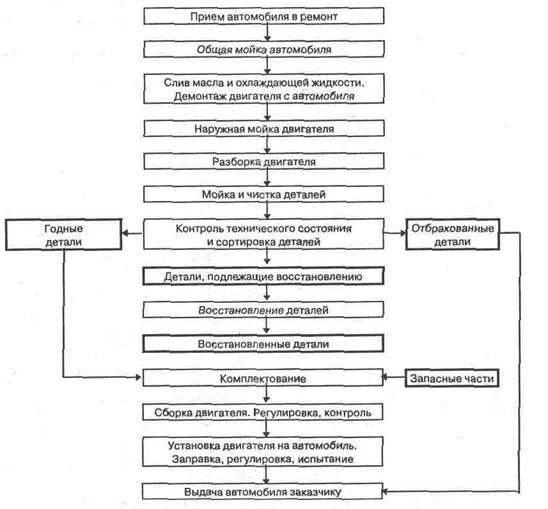
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
Источник
СТО по ремонту грузовых двигателей
Всем доброго времени суток! Сегодня мы поговорим о функционировании такого интересного предприятия, как «Автосервис по ремонту грузовых двигателей. В этот раз, я решил не придумывать «велосипед» и расписать все по цехам.
Первое, что происходит – двигатель попадает на ремонт. Конечно, прежде всего, нужно диагностировать его, определить неисправности. Здесь и начинается путешествие ДВС с цеха в цех.
Цех разборки и диагностики
Двигатель разделяется на части для дальнейшей диагностики:
- Поршневая группа.
- Коленчатый вал.
- Блок цилиндров.
- Топливная аппаратура.
- Головки блока.
- Прочие детали.
С каждого цеха приходит человек, и промерят детали, устанавливает их пригодность и дальнейшую судьбу. Пишется список необходимых запасных частей. Он попадает менеджерам по запасным частям, которые скупают необходимые запасные части. Все детали расходятся по цехам, после того, как куплены новые детали.
Мойка
Головочный цех
Шлифовально-расточной цех
Следующим этапом становится шлифовка коленчатого вала под новые ремонтные вкладыши. Стоит помнить, что при диагностике следует проверить твердость и изношенность коленвала. Если эти показатели довольно низкие, то деталь стоит заменить на новую, во избежание разрыва, в момент движения. Проводится процедура шлифовки на специальном станке, который чем-то напоминает токарный.
Если все сделано верно и сомнений не вызывает, то части двигателя отдаются на мойку для промывки от образовавшейся стружки и дальнейшей сборки.
Токарно-фрезеровочный цех
Сборочный цех
Далее, на поршня одеваются маслосъемные кольца и шатуны без нижних креплений. Происходит «перевязка поршневой группы. Под этим понятием подразумевается укладка поршней и крепление шатунов к коленчатому валу. На шейку шатуна, обязательно одевается шатунный вкладыш.
Следующим этапом становится сборка остальных мелких узлов. Установка масляного и топливного фильтров, замена масляного насоса, помпы, шкивов и ремней. Далее, идет установка головок блока цилиндров. Если все прошло успешно, можно установить клапанную крышку.
Отдельным этапом становиться проверка топливного насоса. Он разбирается, вынимаются форсунки и отдаются специалисту на проверку. Обычно, они засоренные и их нужно прочистить. Делается это на специальном стенде, который продувает их.
Устанавливаем топливную аппаратуру и подключаем ее к системе. Теперь можно установить поддон и коллектора. Когда двигатель собран в него заливают обкаточное масло. Обычно маркируется оно так – М10Г-2К или М10ДМ. Затягиваем все, что не затянуто и передаем готовый двигатель на обкатку и проверку.
Цех проверки, контроля и выдачи
Мотор подключается к специально сделанной системе впрыска и выпуска отработанных газов и заводится. Если приборы показывают стабильную работу, и нет посторонних шумов, то он глушиться, остывает, и на нем регулируются клапана. В противном случае, придется все разобрать и выявить сбой в работе. После этого обязательно он пройдет проверку еще раз.
Источник
Технология и организация ремонта двигателей в РОСТЕХСЕРВИС (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 10 |

Министерство сельского хозяйства Российской Федерации
ФГОУ ВПО Уральская государственная сельскохозяйственная академия
Кафедра технологии металлов и ремонта машин
Допустить к защите
канд. техн. наук, доцент
ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ РЕМОНТА ДВИГАТЕЛЕЙ В
Разработал студент ________ _______
Руководитель, канд. тех. наук, доцент ________ _______
(должность, уч. степень) (подпись) (дата)
по экономической части, ________ _______
канд. экон. наук, доцент (подпись) (дата)
к. п.н., доцент (подпись) (дата)
доцент (подпись) (дата)
Нормоконтролер ________ _______
ассистент (подпись) (дата)
Министерство сельского хозяйства Российской Федерации
ФГОУ ВПО Уральская государственная сельскохозяйственная академия
Кафедра ТМ и РМ «УТВЕРЖДАЮ»
канд. техн. наук, проф.
на дипломное проектирование студента:
1. Тема: Технология и организация ремонта двигателей в Сервисном Центре «РосТехСервис».
утверждена приказом по академии № от « » _ 2009г.
2. Срок сдачи студентом законченного проекта « » 2009г.
3. Исходные данные к проекту: _______________________________________
4. Содержание расчетно-пояснительной записки
В дипломном проекте произведён анализ хозяйственной деятельности . Предложено приспособление для зажима и закрепления блоков цилиндров V-образных двигателей на столе фрезерно-расточного станка VB260M в процессе фрезерных и расточных работ В экономической части определён экономический эффект от внедряемого приспособления. Проведён анализ и разработаны мероприятия по вопросам обеспечения безопасности жизнедеятельности, а также охраны окружающей среды.
5. Перечень графического материала
В графическую часть дипломного проекта входят 9 чертежей.
6. Консультанты по проекту:
по экономической части, доц., канд. экон. наук ; по безопасности жизнедеятельности, доцент, к. п.н. ; по экологической безопасности, доцент .
7. Нормоконтролер В. В Крудышев
8. Календарный план
Наименование этапов работы
Оформление графической части
Руководитель дипломного проекта __________ _________________________
(подпись) (инициалы, фамилия)
Задание принял к исполнению __________ _________________________
(подпись) (инициалы, фамилия)
Дипломный проект: 105 с., 15 рис., 22 табл., 1 прил., 27 источников, 10 листов чертежей и плакатов.
ДВИГАТЕЛЬ, БЛОК ЦИЛИНДРОВ ДВИГАТЕЛЯ CATERPILLAR 3408, ТЕХНОЛОГИЯ РЕМОНТА БЛОКОВ ЦИЛИНДРОВ, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ФРЕЗЕРОВАНИЯ ПРИВАЛОЧНОЙ ПОВЕРХНОСТИ БЛОКА ЦИЛИНДРОВ, ТРУДОЕМКОСТЬ, ТЕХНИКА БЕЗОПАСНОСТИ, ЭКОЛОГИЯ.
В дипломном проекте произведён анализ производственной деятельности
Рассчитан штат рабочих предприятия, площадь производственного цеха, подобрано ремонтно-оборудование.
Рассмотрен технологический процесс ремонта привалочной поверхности блока цилиндров двигателя Caterpillar 3408.
Разработано новое приспособление для установки и крепления V-образных блоков цилиндров, а так же произведен обзор существующих конструкций.
Приспособление может применяться на предприятиях по ремонту и обслуживанию автомобилей и строительной техники.
Эффективность модернизации определяется возможностью завода производить ремонт блока цилиндров двигателя Caterpillar 3408, чего ранее не делалось, а также повышением культуры труда. Годовой экономический эффект составляет 188550 руб., срок окупаемости – 0,06 года.
Проект отвечает требованиям экологичности, обеспечения безопасности жизнедеятельности на производстве.
1 Анализ производственно-хозяйственной деятельности предприятия
и обоснование темы проекта. 11
1.1 Краткая характеристика предприятия. 11
1.1.1 Деятельность организации. 11
1.1.2 Энергетическая база. 12
1.1.3 Ремонтная база. 12
1.1.4 Структурная схема предприятия. 13
1.1.5 Система оплаты труда. 14
1.1.6 Производственное подразделение. 15
1.1.7 Укомплектованность транспортом. 15
1.2. Анализ технико-экономических показателей предприятия. 16
1.3 Выводы и предложения. 21
2 Организация ремонта двигателей. 24
2.1 Годовая трудоемкость ремонтных работ. 26
2.2 Штат производственных рабочих. 27
2.3 Определение площади производственного помещения. 29
2.4 Подбор ремонтно-технологического оборудования. 31
3 Технология ремонта дизельного двигателя. 33
3.1 Технология ремонта блоков цилиндров. 34
3.1.1 Дефекты блоков цилиндров. 34
3.1.2 Описание технологии ремонта блоков цилиндров. 40
3.1.3 Определение режимов резания при фрезеровании привалочной поверхности блока цилиндров. 45
3.1.4 Определение норм времени выполнения операции фрезерования привалочной поверхности блока цилиндров. 50
4 Разработка приспособления для установки и крепления V-образных блоков цилиндров. 54
4.1 Обзор существующих конструкций станков и технологической оснастки. 54
4.2 Обоснование необходимости. 62
4.3 Предлагаемое приспособление для зажима и крепление блока цилиндров. 64
4.4 Расчет верхнего резьбового зажима. 65
5 Безопасность жизнедеятельности на производстве. 68
5.1 Анализ производственного травматизма на предприятии «РосТехСервис» 68
5.2 Меры, необходимые для повышения безопасности жизнедеятельности и охраны труда на предприятии «РосТехСервис». 73
5.3 Защитное оборудование и устройства применяемые на предприятие. 74
5.6 Должностная инструкция по охране труда слесаря-сборщика по изготовлению и ремонту деталей автомобиля. 75
5.7 Инструкция по технике безопасности при работе со станочным оборудованием. 77
5.8 Гигиена труда и промсанитария. 80
5.9 Пути совершенствования охраны труда на предприятии. 81
6 Охрана окружающей среды. 83
6.1 Охрана окружающей среды в условиях современного развития промышленности. 83
6.2 Анализ природоохранной деятельности и рекомендации на «РосТехСервис» 84
6.3 Экологическая экспертиза внедряемой разработки. 87
7 Технико-экономическая оценка проекта. 88
Список использованных источников. 94
Дальнейшее увеличение темпов роста экономики в России, которые сейчас выше чем в европейских странах, невозможно без развития логистики, транспортных коммуникаций и обновления автомобильного парка. Последнее обстоятельство требует эффективного реформирования всей системы технического обслуживания, которая обеспечивает использование, эксплуатацию, поддержание и восстановление работы автомобиля в течение всего «жизненного цикла».
Интенсивный темп увеличения автопарка в России обусловлен следующими причинами: возрастание покупательской способности; ввоз новых и подержанных автомобилей из-за рубежа; увеличение сроков эксплуатации автомобилей. Так, например, парк легковых автомобилей в 2004 году увеличился в 3,8 раза по сравнению с 1989 годом, парк грузовых автомобилей – в 3,3 раза. По прогнозу к 2010 году ожидается увеличение парка грузовых автомобилей и автобусов (по сравнению с 2004 годом) на 15,8%, парка легковых автомобилей – на 8,5%, а всего парка автотранспорта – на 11,5% (см. «Концепция развития автомобильной промышленности РФ», рассчитанной до 2010 года). Данный факт свидетельствует о необходимости дальнейшего развития профессионального сервисного обслуживания на промышленной основе.
Транспорт играет важнейшую роль во всех сторонах жизни страны. Без него невозможно представить работу ни одного промышленного предприятия, государственного учреждения, строительной организации, коммерческой фирмы, предприятия сельского хозяйства, воинской части.
Эффективность использования автотранспортного хозяйства в стране зависит от технического состояния автомобилей. Какой бы совершенной ни была конструкция машины, в процессе эксплуатации их надежность и другие свойства постоянно снижаются из-за влияния различных факторов, в результате появления неисправностей, которые приходится устранять при техническом обслуживании и ремонте. Условием их надежной работы является не только совершенство конструкции, но и высокое качество изготовления и ремонта.
Под ремонтом машин понимается комплекс технологических операций по восстановлению их исправности, а также ресурса машин или их агрегатов.
Ремонт автомобилей является объективной необходимостью, обусловленной невозможностью обеспечения одинаковых сроков службы деталей и сборочных единиц автомобиля при изготовлении и в процессе эксплуатации. В связи с этим нецелесообразно прекращать эксплуатацию автомобиля при выходе из строя отдельных деталей и сборочных единиц. Ремонт позволяет более полно использовать ресурс деталей автомобиля и продлить срок его службы.
Высокое качество работы авторемонтного производства опирается прежде всего на хорошее техническое оснащение, профессионализм персонала авторемонтной организации (АРО), продуманную планировку самой АРО. За рубежом, несмотря на достаточность автотранспортных средств (АТС), вопросам ремонтно-восстановительных работ (РВР) придается особое значение. Например, в США в 2005 году ремонтно-восстановительными работами занимались 30 тыс авторемонтных заводов (АРЗ) и мастерских при крупных грузовых автохозяйствах 46 тыс. специализированных авторемонтных мастерских (АРМ) общего пользования и более 197 тыс. СТО и автозаправочных станций (АЗС), на которых выполняют текущий ремонт. В результате автомобили работают практически без простоя. Кроме того, значительно повысился возраст автомобильного парка. Например, в России 17,6% парка грузовых автомобилей имеют возраст 10 и более лет, а в США -36,6 %.
В ряде стран распространен фирменный ремонт: например, шведская фирма «Вольво» скупает свои автомобили, требующие КР, восстанавливает их и продает по более низкой цене.
В Германии на заводах Даймлер—Бенц, выпускающих первоклассный автомобиль «Мерседес», за счет КР восстанавливают ежедневно 500—600 двигателей, различных по мощности (68л, с.) и компоновке (однорядный, У-образный и т. п.), с обеспечением ресурса 380 тыс км или предоставлением гарантии сроком на один год без ограничения пробега. При этом цена двигателя после КР — 60 % стоимости нового, если покупатель сдает ремонтный фонд (т. е. свой изношенный двигатель), или 80 % — без сдачи ремонтного фонда.
Во всех приведенных случаях после восстановления агрегатов они проходят испытания на стендах.
Основной задачей авторемонтных предприятий является то, чтобы с наименьшими затратами восстановить работоспособность автомобилей.
Автомобиль состоит из трёх основных частей : двигателя, кузова и шасси.
Наиболее сложным и важным агрегатом, от которого зависят многие технические и экономические показатели работы техники, является двигатель.
Двигатель – энергосиловая машина, преобразующая какой — либо вид энергии в механическую работу. Для движения автомобиля необходим двигатель — источник механической энергии. На абсолютном большинстве современных автомобилей установлены поршневые ( тепловые ) двигатели, называемые двигателями внутреннего сгорания, так как тепло, выделяющееся при сгорании топлива в цилиндрах, преобразуется в механическую работу.
Классификация поршневых двигателей внутреннего сгорания следующая :
1 по назначению – транспортные и стационарные ;
2 по способу осуществления рабочего цикла – четырёхтактные и двухтактные ;
3 по способу смесеобразования – с внешним смесеобразованием – карбюраторные или газовые и с внутренним смесеобразованием – дизели;
4 по способу воспламенения рабочей смеси – с принудительным воспламенением от электрической искры ( карбюраторные , газовые и др.) ; с воспламенением от сжатия ( самовоспламенение ) – дизели ;
5 по виду применяемого топлива – карбюраторные, работающие на бензине, дизели, работающие на тяжелом дизельном топливе, и двигатели, работающие на сжатом или сжиженном газе ;
6 по числу цилиндров – одноцилиндровые и многоцилиндровые ( двух-, трёх-, четырёх-, шести-, восьмицилиндровые и т. д.) ;
7 по расположению цилиндров – однорядные с вертикальным расположением цилиндров в один ряд, V-образные двухрядные с расположением цилиндров под углом и оппозитные с горизонтальным расположением цилиндров под углом 180º ( называемые еще с противолежащими цилиндрами ) ;
8 по охлаждению – с жидкостным или с воздушным охлаждением.
Повышение качества ремонта двигателя имеет важное значение, т. к. при этом увеличивается эффективность работы техники и снижаются расходы на эксплуатационные ремонты и др.
Именно поэтому в данном проекте рассматривается организации и технология ремонта двигателей в Сервисном Центре «РосТехСервис», ведь исправный двигатель – это гарантия надежной эксплуатации автомобиля.
1 Анализ производственно-хозяйственной деятельности предприятия
и обоснование темы проекта
1.1 Краткая характеристика предприятия
1.1.1 Деятельность организации
центр РосТехСервис» (другие допустимые наименования общества: СЦ «РосТехСервис») было основано в конце 2006 года. Организация находится по адресу г. Екатеринбург проезд Промышленный 6, на территории транс авто», имеет удобные подъездные пути, автостоянку.
Компания «РосТехСервис» является эксклюзивным дистрибьютором в России TM DAIFENG (КНР) по производству трубоукладчиков, дистрибьютором TM PENG PU (КНР) по производству бульдозеров, оказывает услуги по капитальному ремонту и сервисному обслуживанию импортной строительнной и горнодобывающей техники, осуществляет восстановление узлов и агрегатов ДВС.
C момента своего создания компания делает все возможное, чтобы обеспечить потребителям максимально полный комплекс услуг, начиная содействия в выборе машин и заканчивая обслуживанием техники торговых марок Komatsu, Cummins, Caterpillar, Liebherr, Mersedes Benz, Isuzu, Hitachi, Kato в течение всего срока их эксплуатации.
Торговый портфель компании:
· Продажа новой техники (трубоукладчики 40т, 70т, 90т; бульдозеры; самоходные краны).
· Продажа техники бывшей в эксплуатации Komatsu, Caterpillar.
· Гарантийное и послегарантийное обслуживание техники.
· Капитальный ремонт техники, узлов и агрегатов.
· Поставка запасных частей и комплектующих.
Все виды работ и услуг в «РосТехСервис» сертифицированы и лицензированы.
Услуги предоставляются в соответствии с Правилами предоставления услуг, положениями, требованиями нормативно-технической документации, утвержденными в установленном порядке и в соответствии с Законодательством РФ.
Основными клиентами СЦ «РосТехСервис» являются строительные организации многих городов России, такие как , ,, и др.
1.1.2 Энергетическая база
Предприятие обеспечивается электроэнергией от центральной линии «Горэлектросетей». Резервное питание для службы не предусмотрено, поскольку серьёзные перебои в питании электроэнергией попросту исключены, путем своевременных проверок и текущих ремонтов электролиний. В цехе имеется силовой электрощит и при необходимости можно отключить электроэнергию. Основными потребителями электроэнергии являются электродвигатели технического оборудования, вентиляционных установок, сварочного оборудования, компрессоров.
Паром и водой предприятие снабжается от центральной водопроводной и отопительной систем города Екатеринбурга.
1.1.3 Ремонтная база.
Ремонтная база в себя включает: цех для технического обслуживания и ремонта грузовых автомобилей и самоходной техники. Оснащенность участков оборудованием и специализированным инструментом в общем достаточная, все оборудование находится в рабочем состоянии. Основные станки для ремонта и восстановления двигателей итальянского производства фирмы. Работы по техническому обслуживанию и ремонту автомобилей проводятся слесарями, для текущего ремонта имеются мотористы, токари, шлифовщики высокой квалификации. Недостаток в рабочей силе предприятие не испытывает.
1.1.4 Структурная схема предприятия
Авторемонтное предприятие для успешной деятельности должно состоять из ряда структурных подразделений с определенными функциями и строго определенными взаимосвязями.


Вся ответственность по организации работ, рассмотрению претензий по качеству выполненной работы тем или иным работником, проведение инструктажей с персоналом по технике безопасности и охране труда, осуществляется техническим директорм.
Учет затрат по оплате счетов за электроэнергию и воду, выплата заработной платы рабочим, учет затрат на закупку расходных запчастей, материалов, спецодежды ведется бухгалтерией под личным контролем генерального директора.
Директор по сервисному обслуживанию организует и контролирует командировочные поездки работников.
Директор по производству осуществляет закупку техники и запасный частей, арендует технику, ведет контроль по оказанию услуг сторонним организациям.
Начальник цеха осуществляет контроль за качеством выполняемых работ, а также за техническим состоянием основного оборудовании.
Рабочие осуществляют техническое обслуживание и ремонт техники, получение на складе запчастей, необходимых для выполнения ремонтных работ, и доставку их на рабочие посты. А также транспортировку неисправных агрегатов, узлов и деталей снятых для ремонта.
1.1.5 Система оплаты труда
Для ремонтных рабочих на предприятии установлена Сдельно-премиальная система оплаты труда.
ЗП = ЗП прямая сдельная + % за перевыполнение плана
Премия выплачивается за своевременное выполнение плана работ.
Премиальные выплачиваются ежемесячно в размере до 40% из фонда материального поощрения.
При сдельной системе оплаты труда у работников создается заинтересованность в том, чтобы полностью использовать рабочий день, применять более передовые методы ремонта, развивать изобретательство и рационализацию.
Существует доплата за вредные условия труда, их размер составит до 5% от заработной платы.
Система оплаты труда оговаривается в трудовом договоре, а общий порядок, принятый в организации, утверждается приказом или распоряжением руководителя в виде Положения об оплате труда.
1.1.6 Производственное подразделение
Режим работы предприятия определяется числом рабочих дней в году, числом смен в сутки и продолжительностью рабочей недели и смены. Все составляющие режима работы, кроме числа смен, установлены трудовым законодательством. В данной организации: пятидневная рабочая неделя, 253 рабочих дня в году, а продолжительность рабочей смены — 8 часов, начало смены: 7.00, конец смены: 16.00.
Производственное подразделение имеет 10 основных зон и участков:
1. Зона ТО и ремонта автомобилей
2. Разборочно-моечный участок
3. Моторный участок
4. Обкаточный участок
5. Слесарно-механический участок
6. Участок диагностики и ремонта топливной аппаратуры
8. Склад запчастей
10. Санитарно-бытовое помещение
1.1.7 Укомплектованность транспортом
На предприятие имеется четыре автомобиля и один погрузчик, таблица 1.1.
Источник