Определение контрольных точек
Критические контрольные точки определяют, проводя анализ отдельно по каждому показателю или группе показателей одного свойства и рассматривая последовательно все операции, включенные в блок-схему технологического или производственного процесса.
Для выявления необходимых условий включения рассматриваемой операции в перечень контрольных точек следует дать ответы на 4 вопроса:
— Существует ли в этой точке вероятность отклонения параметров процесса и(или) показателей качества изделий от допустимого уровня (или предпосылки этого)?
— Приведет ли дополнительное увеличение (снижение) параметра или показателя на этом этапе к увеличению степени риска ухудшения качества?
— Возможно ли за счет совершенствования технологии анализируемого этапа процесса снизить или предотвратить риск ухудшения качества готового продукта?
— Возможно ли на последующих этапах производственного процесса снизить или исключить этот риск?
Этап (участок, операция) будет относиться к КТ, если получены ответы «да — да -нет — нет». При получении других комбинаций ответов может возникнуть потребность в учете дополнительной информации для принятия обоснованных решений. Например, могут учитываться ограничения (диапазоны регулирования) для контролируемых параметров окружающей среды при технологической обработке на каждом участке производственного процесса и другая информация (экономическая, оценка реализуемости контроля и т.д.).
Разработка системы мониторинга
Для каждого процесса, имеющего КТ, разрабатывается система мониторинга, включающая:
• перечень мест (участков, этапов, операций) и объектов (сырье, ингредиенты, изделия ) контроля;
■ перечень контролируемых параметров процесса и единичных показателей продукта;
■ критерии идентификации и допустимые пределы для параметров и ЕПК; обоснованный перечень методик выполнения измерений или оценки параметров и ЕПК;
■ периодичность проведения наблюдений и измерений, обеспечивающая своевременное выявление недопустимого риска в контрольных точках.
■ рекомендации по регистрации (записи) и оформлению результатов наблюдений и измерений;
■ рекомендации по корректирующим и предупреждающим действиям при отклонении (или возникновении опасности этого) контролируемых пара метров за их допустимые пределы
Проверка принятых решений и их оформление
11роверка принятых решений по контрольным точкам проводится в производственных условиях при выработке двух и более наименований продуктов однородной группы (вида) в течение 5-7 смен.
Завершаются работы по обоснованию КТ составлением итоговой карты (таблицы) для каждого наименования (вида, группы) продукта, содержащий перечень КТ и их характеристики, приведенные при описании системы мониторинга.
Изложенная методика позволяет обосновать необходимость совершенствования системы контроля, выявить контрольные точки в процессе производства мясных продуктов, и может применяться при:
— разработке, внедрении и подготовке к сертификации системы менеджмента качества, отвечающей требованиям ГОСТ Р ИСО 9001 -2001;
— разработке и внедрении системы НАССР для производственных процессов в соответствии с ГОСТ Р 51705.1-2001;
— отработке технологии, разработке нормативной и технической документации и освоении выпуска новых видов продукции.
Эта методика применялась авторами при обосновании контрольных точек производственного процесса колбасных изделий и кусковых полуфабрикатов в целях разработки типовых рекомендаций по применению принципов НАССР на мясоперерабатывающих предприятиях. В настоящее время рекомендации находятся на стадии оформления и утверждения в виде методического документа.
Контроль мойки периодически проводят технолог и ветеринарный врач визуально.
При формовке сухопутной птицы крылья должны быть сложены и прижаты к бокам; голова с шеей подвернута к крылу; ноги, согнутые в заплюсневых, прижаты к груди. У тушки водоплавающей птицы крылья вывернуты в суставах предплечья; ноги в заплюсневых суставах и заложены за спину: голова с шеей подвернуты набок к спине.
Тушки птицы сортируют в зависимости от вида, возраста, способа и качества обработки, упитанности на I и II категории. Маркировку проводят электроаппаратом или наклеиванием этикеток в соответствии с инструкцией по клеймению.
Тушки одинаковой массы взвешивают группами в количестве, предназначенном для упаковки 1 ящика.
| Контрольн ая критическая точка | Объект контроля | Характер контроля | Фактор опасности | Контролируемые параметры |
| Приемка скота и птицы (ККТ-1) | Сельскохозяйственные животные и птица | Ветеринарный | Санитарно-гигиеническое состояние сырья; инфекционные заболевания;стресс | Наличие и правильность заполнения сопроводительных ветеринарных документов (ветеринарного свидетельства) Состояние здоровья Наличие бирок и их соответствие документам Выявление причин недостачи, падежа, вынужденного убоя Порядок выгрузки, сортировки и размещения животных в загонах |
| Транспортные средства, инвентарь | Санитарный | Санитарно-гигиеническое состояние транспорта и инвентаря | Очистка, промывка, дезинфекция | |
| Ветеринарный врач | Инфекционные заболевания;стресс | Состояние здоровья Правильность размещения и обслуживания | ||
| Предубойн ое содержани е скота и кроликов (ККТ-2) | Сельскохозяйственные животные | Технологический технолог | Микробиологическая обсемененность, стресс; появление у сырья признаков PSE и DFD | Подготовка к переработке и очередность подачи Продолжительность предубойной выдержки | Базы, станки, прогоны | Санитарный | Санитарно-гигиеническое состояние сырья; | Уборка, дезинфекция, вывоз навоза, обезвреживание |
| Оглушени е (ККТ-3) | Сельскохозяйст венные животные и птица | Технологический | Летальный исход; кровоизлияния; появление у сырья признаков PSE и DFD; устойчивость при хранении | Напряжение электрического тока и продолжительность воздействия, продолжительность обездвиживания животного |
| Обескровл ивание (ККТ-4) | Сельскохозяйст венные животные и птица | Технологический | Низкие органолептические и технологические показатели; невысокий срок хранения | Продолжительность после оглушения Степень обескровливания , Место укола Продолжительность обескровливания Правильность наложения лигатуры Сбор и начало переработки пищевой крови | Полый нож | Степень заточки | Ножи, приемники крови | Санитарный | Санитарно-гигиеническое состояние инвентаря | Мойка, стерилизация |
| Отделение головы от туш КРС Забеловка и съемка шкуры (ККГ- 6) | Туши КРС | Технологический | Низкий товарный вид | Место отделения Соответствие бирок | Головы КРС Сельскохозяйст венные животные | Ветеринарный Технологический | Наличие заболеваний Технологические дефекты шкур, выхваты мяса и жира | Ветеринарно-санитарная экспертиза | Площадь забеловки, Фиксация шкуры Скорость и угол съемки шкуры Приложенное усилие Наличие дефектов Место и давление поддувки воздухом |
| Шпарка свиных туш, удаленение щетины и перо-пухового покрова, опалка (ККГ- 7) | Свиные туши и тушки птицы | Технологический | Высокое остаточное количество щетины, пеньков и пера | Температура и продолжительность тепловой обработки Остаточное количество щетины Температура и продолжительность опалки | Емкости для шпарки | Санитарный | Высокая микробиальная обсемененность | Степень загрязненности и периодичность замены воды в шпарильном чане или ванне |
| Извлечение внутренних органов (ККТ-8) | Туши сельскохозяйственных животных и птицы | Технологический | Высокая микроби альная обсемененность | Время начала нутровки с момента обескровливания туш Правильность разреза брюшной стенки и грудной клетки Целостность кишечника Порядок извлечения | Внутренние органы | Ветеринарный | Инфекционные заболевания | Правильность проведения ветеринарно-санитарной экспертизы внутренних органов |
| Разделка и зачистка туш (ККТ-9) | Туши сельскохозяйственных животных | Технологический | Высокая микробиальная обсемененность, загрязнения, технологические потери, не соответствие товарного вида | Правильность распила туш (говяжьих и свиных) — отсутствие целых позвонков, крошки, прямая линия распила Температура мокрой зачистки Правильность сухой зачистки — отсутствие спинного мозга, почек, хвоста, жира, остатков диафрагмы, прирезей шкуры, отделение голов (у свиней), удаление травматических участков и загрязнений, оценка качества шпарки и опалки | Ветеринарный | Высокая микробиальная обсемененность; не соответствие товарного вида | Трихинеллоскопия свиных туш Оценка качества туш, клеймение |
| Цех первичной переработки скота (ККТ-10) | Оборудование, аппаратура, инвентарь, инструменты, личная гигиена | Санитарный | Низкое санитарно-гигиеническое состояние | Чистота содержания |
Схема технологического контроля производства замороженных и сухих яйцепродуктов представлена в табл. Таблица 2
| Контроль ная критичсск ая точка | Объект контроля | Характерконтроля | Фактор опасности | Контролируемые параметры |
| Приемное отделение (ККТ-1) | Яйца куриные | Ветеринарный | Благополучие хозяйств по инфекционным заболеваниям | Наличие и правильность заполнения сопроводительных ветеринарных документов (ветеринарного свидетельства) |
| Технологический | Низкие органолептические показатели, высокая микробиологическая обсемененность | Наличие брака | ||
| Сортировочное отделение (ККТ-2) | Яйца куриные | Технологический | Низкие органолептические показатели, высокая микробиологическая обсемененность | Наличие всех видов пищевого и технического брака |
| Мойка и дезинфекц ия яиц (ККТ-3) | Яйца куриные | Технологический | Низкие органолептические показатели, высокая микробиологическая обсемененность | Чистота скорлупы |
| Раствор хлорной извести | Химический | Высокая микробиологическая обсемененность | Содержание активного хлора | |
| Разбивани е яиц (ККТ -4) | Яйца куриные | Технологический | Низкие органолептические показатели, высокая микробиологическая обсемененность | Органолептические показатели содержимого яиц |
| Оборудование, инвентарь, личная гигиена | Санитарный | Чистота содержания | ||
| Фильтрова ние (ККТ-5) | Яичная масса | Технологический | Низкие органолептические показатели (наличие примесей) | Отсутствие кусочков скорлупы, пленок и градинок |
| Перемети вание и гомогениза ция (ККТ-6) | Яичная масса | Технологический | Низкие органолептические показатели -неоднородная структура массы | Однородность и гомогенность яичной массы | Микробиологичес кий | Высокая микробиологическая обсемененность | Общая микробиологическая обсеменность | Химический | Низкие физико-химические показатели | Влажность, кислотность |
| Пастериза ция (ККТ-7) | Яичная масса | Технологический | Денатурация яичного белка | Температура и продолжительность пастеризации | Биохимический | Денатурация яичного белка | Активность а-амилазы |
| Охлажден ие (ККТ-8) | Яичная масса | Технологический | Высокая микробиологическая обсемененность | Температура и продолжительность |
| Сушка (ККТ-9) | Яичная масса | Технологический | Низкие органолептические и физико-химические показатели | Температуоа воздуха на входе и выходе в сушилку (температура гранул), температура в зоне сушке, частота вращения диска или давление распыления |
| Упаковка ККТ-9; | Упаковочные материалы | Технологический | Низкие сроки хранения | Герметичность упаковки | Санитарный | Высокая микробиологическая обсемененность | Чистота содержания |
Контроль холодильной обработки осуществляется в соответствии со схемой (табл. 3). Таблица 3
| Контрольная критическая точка | Характер контроля | Контролируемые параметры | Объект контроля |
| Приемка сырья (ККТ-1) | Ветеринарный | Наличие и правильность заполнения сопроводительных ветеринарных документов (ветеринарного свидетельства) | Мясное сырье | Санитарный | Микробиологическая обсемененность всего сырья и свежесть мяса Качество санитарной обработки камер | Мясное и немясное сырье Камеры | Технологический | Температура, внешний вид. | Мясное сырье | Камеры |
| Холодильная обработка (ККТ-2) | Санитарный | Качество санитарной обработки камер | Камера | Технологический | Температура | Мясное сырье | Температура, влажность воздуха, скорость движения воздуха | Камера |
Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Студалл.Орг (0.008 сек.)
Источник
ХАССП: Выявление опасностей и определение ККТ + шаблон

В этой статье мы рассмотрим, что такое ХАССП, какие существуют виды опасностей, как оценить риски, как определить и контролировать Контрольные Критические Точки (ККТ). Также в конце статьи вы найдете шаблон документа по определению опасностей, анализу рисков и определению ККТ.
Понятие ХАССП (HACCP) имеет следующее значение:
| H | Опасность | =риск (для здоровья) |
| A | Анализ | =анализ (риска) |
| C | Критический | =критический (уровень риска) |
| C | Контрольный | =контроль и мониторинг (всех условий) |
| P | Точки | =точки или стадии (в технологическом процессе) |
Расшифровка понятия “ХАССП”
Согласно данной системе, все операции анализируются для определения возможных критических точек.
Цель системы – предупреждение выявленных рисков путем применения предупредительных мер, или уменьшение этих рисков до приемлемого уровня.
Обратите внимание, ХАССП-это:
НЕ система нулевых рисков, но она предназначена для существенного уменьшения рисков.
НЕ бумажное упражнение на один раз. Система требует ежедневного применения и регулярного пересмотра.
НЕ ответственность одного человека, а результат командной работы всех сотрудников.
Концепция ХАССП основана на 7 принципах:
- Выявить опасности.
- Определить критических контрольных точек (ККТ).
- Установить критических границ по каждой ККТ.
- Внедрить эффективные мониторинговые процедуры для каждой ККТ.
- Назначить корректирующие действия.
- Организовать регулярные процедуры проверки.
- Вести документацию и регистрацию, отражающие эффективное применение всех выполняемых мероприятий.
После разработки программ предварительных условий (например, программа мойки и дезинфекции оборудования и помещений; программы борьбы с вредителями и т.д.) приступают к оценке опасностей и анализу рисков.
Риски при работе с продуктами питания возникают по причине загрязнения химическими, физическими и биологическими агентами. Таким образом, возникает понятие физических, химических и биологических опасностей.
Примеры загрязнения
| Группа риска (опасности) | Загрязнение |
| Химическое загрязнение (опасность) | – Естественные (например, пищевые аллергены, микотоксины) – Привнесенные рецептурой (красители, консерванты…) – Попавшие случайно (пестициды, тяжелые металлы, радиационные элементы, остатки моющих средств…) |
| Физическое загрязнение (опасность) | – Естественные для продукта (например, косточки, кусочки раковин) – Попавшие в процессе изготовления (стекло, пластик, известка и т. п.) |
| Биологическое загрязнение (опасность) | – Спорообразующие и неспорообразующие бактерии, вирусы) – Паразиты-Вредители |
Опасности по ХАССП
Определение Критических Контрольных Точек (ККТ)
Далее, для предупреждения возможных рисков необходимо определить ККТ – этап процесса, где возможно и необходимо снижение опасности до приемлемого уровня и контроль.
Контрольная точка будет считаться критической, если на данной операции:
- имеются признаки наличия риска;
- определен опасный фактор и воздействия, устраняющие риск или снижающие его до приемлемого уровня;
- если контрольная операция относится к существенным факторам, угрожающим жизни или здоровью.
Для определения ККТ может быть использован алгоритм метода «дерева принятия решений»:
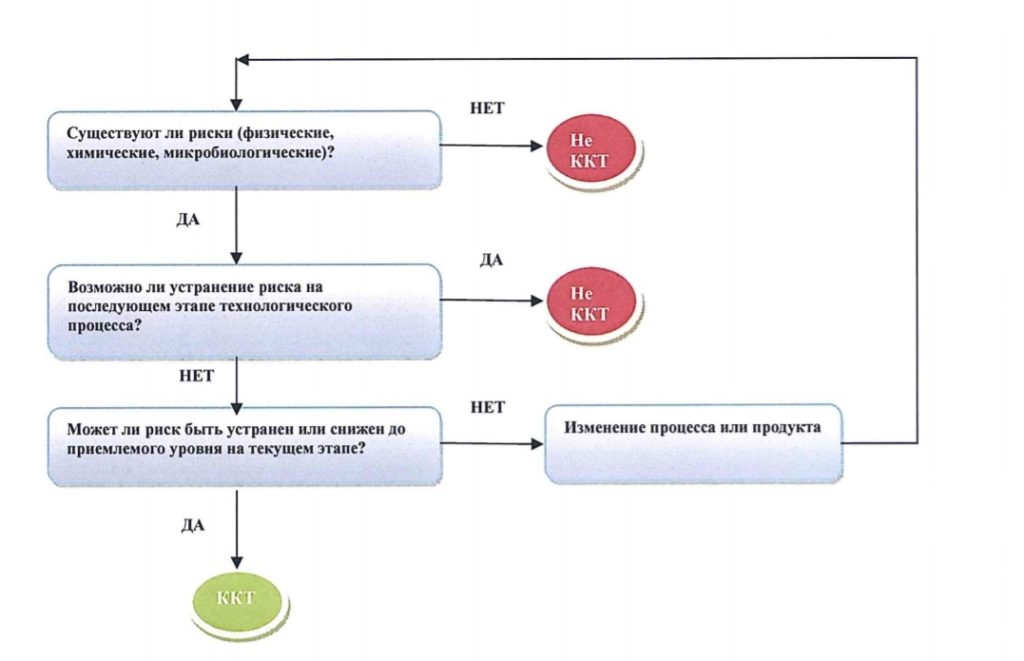
Дерево принятия решений для определения ККТ
ККТ может быть установлена на любом этапе процесса. Показательный пример ККТ в начале процесса демонстрируют молочные заводы, когда ККТ находится в лаборатории приёмки молока для проверки остаточного количества антибиотиков в поступающем молоке. Ведь при производстве молочной продукции антибиотики, поступившие с сырьём, пройдут через весь процесс и попадут в конечный продукт.
Для каждой ККТ должны быть определены критические пределы. Например, при жарке кур на гриле, для устранения риска отравления сальмонеллой критический предел может быть задан так: температура в середине тушки не ниже +85 град. Цельсия.
Также для каждой ККТ необходимо определить способы и периодичность мониторинга соблюдения критических пределов, которая должна предотвращать попадание небезопасных продуктов потребителям, а также ответственных за мониторинг и ведение учетной документации.
Важно определить порядок действий в случаях, если критический предел был нарушен. Действия должны быть направлены на блокировку продукции, выпущенной в условиях некорректной работы процесса, а также исправление ситуации (на примере кур гриль, это может быть переналадка или ремонт оборудования).
Необходимо разобраться, почему произошла данная ситуация и предотвратить повторение возникновения несоответствия, т.к. частые отклонения процесса в ККТ и необходимость проведения соответствующих действий – не самый удачный вариант для регулярной работы.
Затем остается проводить плановые проверки работоспособности системы (верификацию), например, проверять записи мониторинга, исследовать продукцию в лаборатории, анализировать жалобы потребителей.
Статья выходит под редакцией Алексея Фёдорова, эксперта HACCP.
Присоединяйтесь к нам в социальных сетях: Вконтакте Facebook
Делитесь вашим мнением в комментария, что вы думаете по этому поводу!
Следить за выходом новых статей и общаться можно в нашем Чате в телеграмм. Напоминаем, что вы можете предложить тему для публикации в разделе “Хочу статью” и задать вопрос специалисту.
Источник