Выбор последовательности обработки
Определение последовательности обработки. Последовательность обработки играет важную роль при построении рационального технологического процесса. При этом необходимо исходить из следующих экономических соображений.
Обработку обычно начинают с тех поверхностей, которые используются в качестве базовых при обработке других поверхностей, а также те поверхности, при удалении припуска с которых в наименьшей степени снижается жесткость заготовки. Затем следует переходить к обработке тех поверхностей, с которых снимается наибольший припуск на обработку. Это объясняется тем, что при черновой обработке, когда снимается с поверхности заготовки основной слой металла, легко выявляются дефекты заготовок, которые могут быть причиной брака (трещины, газовые и песочные раковины).
Последовательность операций дальнейшей обработки устанавливается в зависимости от требуемого класса чистоты и точности: отделочные операции всегда должны выполняться после чистовых. Чтобы не допустить снижения точности обработки деталей, не следует совмещать черновую и чистовую обработку на одном станке. Однако эта рекомендация к условиям единичного производства не всегда подходит. 
Место термообработки и контроля в технологическом процессе. При разработке технологического процесса изготовления детали необходимо правильно увязать операции механической обработки с термической обработкой и операциями контроля. Как известно, для снижения твердости отливок и улучшения обрабатываемости применяют отжиг. Этот вид термической обработки применяется также для снятия внутренних напряжений в отливках и поковках. Следовательно, отжиг должен предшествовать механической обработке. Для повышения механических свойств металла детали подвергают закалке, цементации, азотированию и другим видам химико-термичеокой обработки. Поэтому закалку и операции химико-термической обработки следует выполнять перед чистовой обработкой. При этом необходимо предусматривать соответствующие операционные припуски.
Операции контроля предусматривают после предварительной обработки, перед ответственными и трудоемкими операциями по изготовлению изделий и после них, а также перед операциями, выполняемыми в других цехах. Концентрация, и дифференциация операций. В зависимости от типа производства и наличия оборудования в цехе технологический процесс может строиться по одному из двух методов: концентрации или дифференциации операций. 
Если в цехе имеется оборудование, позволяющее выполнять обработку за меньшее число операций (соединение нескольких операций в одну, объединение простых переходов в один более сложный, замена нескольких установок позициями), то технологический процесс строится по методу концентрации операций. Автоматы и полуавтоматы являются типичными станками, применяемыми при укрупнении операций. Концентрация операций способствует сокращению трудоемкости обработки, уменьшению количества потребных станков и производственной площади. Однако при этом повышаются требования к каждому рабочему месту, возрастает потребность в высококвалифицированных рабочих, наладчиках автоматических линий, сложных станков. В крупносерийном и массовом производстве могут применяться как метод концентрации (укрупнения), так и метод дифференциации операций.
Метод дифференциации операций характеризуется расчленением технологического процесса механической обработки на ряд простых операций, выполняемых на сравнительно простом оборудовании. Этот метод требует наличия рабочих более низкой квалификации, оснащения станков современными быстродействующими зажимными приспособлениями. При этом для снижения затрат вспомогательного времени целесообразно применять упоры, лимбы и другие приспособления.
Выбор оборудования, режущего, вспомогательного и измерительного инструментов. Рациональный выбор оборудования для выполнения той или иной операции обработки имеет первостепенное значение для экономичной, высокопроизводительной и качественной работы. При этом необходимо пользоваться паспортами на имеющееся оборудование (станки) либо специальными каталогами, в которых приводятся техническая характеристика и другие данные, необходимые для установления возможности выполнения операции обработки на том или ином станке. Важное значение имеет производительность и мощность станка, его точность и соответствие габаритным размерам обрабатываемых заготовок, возможность применения прогрессивного инструмента и оснастки. Различают станки широкого профиля (универсальные), специализированные и специальные.
В единичном (индивидуальном) и мелкосерийном производстве механическая обработка осуществляется обычно на универсальном оборудовании. При этом на одном станке может выполняться несколько операций. Применяемые приспособления также отличаются универсальностью (тиски, прихваты, угольники). Основным оборудованием в цехах массового и крупносерийного производства являются автоматы и полуавтоматы, агрегатные станки, многошпиндельные сверлильные и фрезерные станки, автоматические и полуавтоматические линии, обеспечивающие высокую производительность труда.
Одновременно с выбором оборудования (станка) необходимо правильно запроектировать нужное приспособление. Простые универсальные приспособления (патроны, оправки, тиски) целесообразно применять в единичном и мелкосерийном производстве. Однако при этом целесообразно пользоваться лимбами, упорами и другими приспособлениями для сокращения вспомогательного времени. Высокопроизводительные быстродействующие приспособления (пневматические, гидравлические, электромагнитные) применяют в массовом и крупносерийном производстве. Мерилом целесообразности применения того или иного приспособления является наименьшая себестоимость обработки заготовки на данной операции.
Выбор режущего инструмента обусловливается характером обработки, заданными классом точности и шероховатости поверхности, типом станка, материалом обрабатываемой заготовки, количеством обрабатываемых деталей в партии. Режущий инструмент должен обеспечивать наибольшую производительность труда при удовлетворении всех технических требований к качеству и точности обрабатываемой детали. Материалом для режущей части инструмента являются металло- и минералокерамические материалы, алмазы, быстрорежущие и инструментальные стали. Каждый из инструментальных материалов имеет свою оптимальную область применения. Твердосплавные инструменты обеспечивают высокую производительность труда при обработке высокотвердых материалов, черных, цветных металлов и пластмасс. Алмазные инструменты применяются для чистовой и отделочной обработки.Для обеспечения выпуска качественных деталей важное значение имеет также рациональный выбор измерительного инструмента. Выбор его производится в зависимости от вида производства, применяемого оборудования, требуемой точности, формы и длины измеряемой поверхности. В условиях единичного производства, как правило, применяется универсальный измерительный инструмент общего назначения, пригодный для проверки правильности различных размеров (линейка, нутромер, штангенциркуль, микрометр). Для массового и крупносерийного производства обычно применяются специальные измерительные приборы, автоматические устройства, шаблоны и предельные калибры.
Источник
Лекция 14. 3.Определение последовательности обработки поверхностей
Определение последовательности обработки проводится технологом во всех случаях проектирования технологического процесса с учетом требований точности выполнения размера, возможностей его автоматического выдерживания, возможности настройки оборудования и т.д. При решении этого вопроса принимаются во внимание следующие условия:
1) Простановка размера;
2) Технологические требования на расположение поверхностей;
3) Ранг поверхностей.
2) Координатная (от одной базы);
Обработку можно начинать с любой поверхности.
Начинаем с первой поверхности, потом любая.
 Смешанная
Смешанная
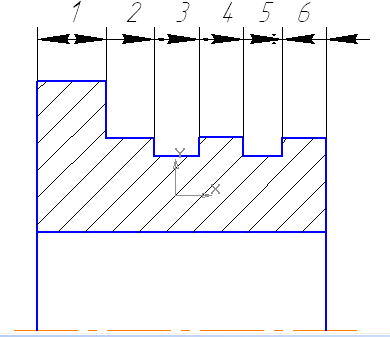
При цепной простановке размеров обработку можно начинать с любой поверхности (предпочтительнее с первой). Дальше обработка по цепочке.
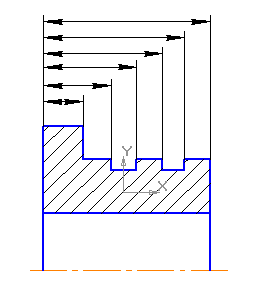
При координатной простановке размеров обработка начинается с базовой поверхности (поверхность 1). Дальше в любой последовательности.
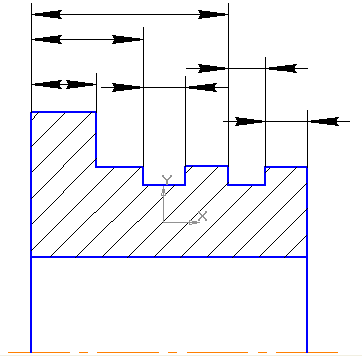
При смешанной простановке размеров поверхности, имеющие координатную простановку, обрабатываются от базы в любой последовательности, а поверхности, имеющие цепную простановку, по цепочке.
Технологические требования на распределение поверхностей:
Варианты обработки 
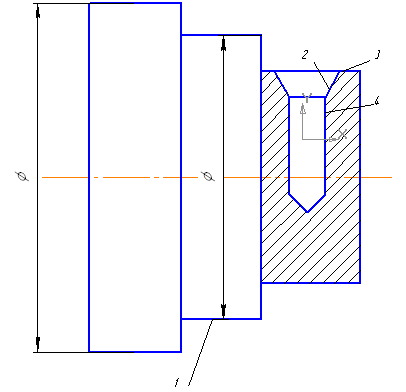
I. 1) обработка наружной поверхности;
2)сверление внутреннего отверстия;
3)обточка наружной поверхности.
Во время второго варианта обработки формируется внутренняя ось, затем фиксируется, жесткость увеличивается и на обточку наружной поверхности не влияет.
Всегда происходит увод сверла. В рассмотренном примере требования по распределению внутренней и корпусной поверхности может быть выдержана только по второму варианту, т.к. при обработке внутренних поверхностей жесткость технологической системы низкая, происходит увод оси отверстия. Для обеспечения заданного требования необходимо отверстие использовать в качестве установочной базы, фиксируя сформированную ось этого отверстия. Относительно этой оси выработать наружную поверхность это правило является общим для всех деталей, т.е. необходимо стремиться в чистовом этапе внутренние поверхности обрабатывать раньше, чем наружные.
 1→3→2→4
1→3→2→4
Источник
Определение последовательности обработки поверхностей заготовки
Разработка плана операций
Проектирование ТП механической обработки начинается с разработки плана операций, проводимой в такой последовательности:
— назначение количества ступеней обработки для каждой из поверхностей заготовки. Объективным критерием при этом является коэффициент уточнения ε=Тзаг/Тдет. Число ступеней возрастает при наличии термообработки, требований шероховатости и др.
Последовательность обработки поверхностей определяется следующими соображениями: сперва обрабатывают поверхности, служащие базами в дальнейших операциях, а также – менее точные поверхности; последующие операции должны уменьшать погрешности предшествующих; отверстия в заготовках валов значительной длины обрабатывают прежде, чем наружные поверхности.
Вообще же, на последовательность обработки указывает простановка размеров на чертежах детали. Есть три варианта простановки размеров: координатная, цепная и смешанная (рисунок 46а, б, в соответственно).
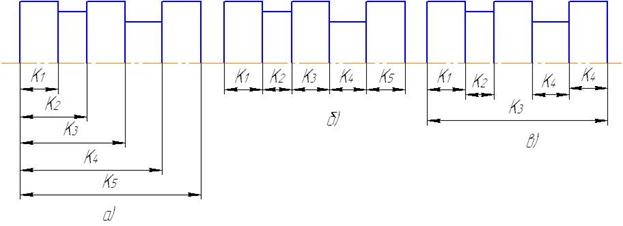
Рис. 46. Варианты простановки размеров на чертеже детали
В случае а) обработку начинают с измерительной базы, а остальные поверхности обрабатываются в любой последовательности по заданным размерам.
В случае б) обработку начинают с любой поверхности, но затем строго соблюдается заданная последовательность размеров.
Случай в) представляет свободный выбор начальной поверхности и последующую комбинацию обработки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Установление последовательности обработки основных поверхностей детали
Формирование плана операций (маршрутной технологии)
Разделение технологического процесса на этапы
Деление технологического процесса на этапы, выделение обработки поверхностей в отдельные черновые, чистовые и т. п. операции позволяет наиболее экономичным путем обеспечить достижение заданной точности формы и размеров и качества поверхности. Это объясняется следующими обстоятельствами.
1. При обработке каждой данной поверхности нельзя избежать некоторого искажения ранее обработанных поверхностей в результате перераспределения внутренних напряжений, вызванного черновой обработкой других поверхностей. Кроме того, эта поверхность может быть повреждена при последующем закреплении детали с большими усилиями, которые бывают, необходимы при черновой обработке.
2. При снятии больших припусков при черновой обработке происходит значительное нагревание детали. Если ее в этой же операции обработать окончательно, то после завершения обработки (после возвращения к нормальной температуре) она будет иметь погрешности формы и размеров.
3. При наличии термообработки отделение чистовой обработки от черновой или окончательной от предварительной становится обязательным. Как уже отмечалось, при термообработке имеет место снижение достигнутой при предварительной обработке точности формы и размеров, и для достижения заданной точности нужна механическая обработка после термической.
4. Разделение процесса на этапы целесообразно также с точки зрения рационального использования технологического оборудования и рабочей силы. Для операций этапа черновой обработки используются мощные жесткие станки, для операций же этапа чистовой обработки применяются менее мощные, но более быстроходные и более точные станки.
Следующим шагом в проектировании технологического процесса изготовления детали является разделение процесса на операции. При этом в комплексе взаимосвязано приходится решать ряд вопросов — о степени концентрации или дифференциации операций, о выборе методов обработки, выборе оборудования и технологических баз. Однако с методической точки зрения рекомендации по решению этих задач рассмотрим отдельно.
Принцип концентрациихарактеризуется тенденцией сосредоточить в одной операции обработку возможно большего числа поверхностей.
Принцип дифференциации— предусматривает разукрупнение обработки и упрощение каждой операции за счет увеличения их числа.
При анализе чертежа детали, установление последовательности обработки основных поверхностей детали является важным и необходимым этапом проектирования технологического процесса.
Наиболее существенное влияние на последовательность обработки отдельных поверхностей детали оказывает характер размерной связи, который определяется системой простановки линейных координирующих размеров и системой допусков на неточность взаимного расположения поверхностей (на несоосность, непараллельность, неперпендикулярность). Различают 3 системы простановки размеров — координатную, цепную и смешанную. В координатной системе выбирают одну поверхность и относительно ее координируют положение всех поверхностей данного координатного направления (рис.27,а). При такой системе на каждом этапе обработки первой нужно обрабатывать поверхность, от которой проставлены все размеры (поверхность 1на рис.27,а), последовательность же обработки остальных поверхностей может быть любой. Если же в нашем примере начать обработку не с поверхности 1, ас какой-либо другой, то придется произвести пересчет размеров и на некоторые из операционных размеров принять допуски более жесткие, чем по чертежу.
В цепной системе размеры проставляются непрерывной цепью один за другим (рис.27,6). Правило о последовательности обработки поверхностей при этом будет иным: начинать обработку можно с любой поверхности, но затем обработка остальных поверхностей должна выполняться в последовательности, которая диктуется простановкой размеров. Если для приведенного на рис.27,бпримера обработать первой поверхность 2, то остальные поверхности нужно будет обработать в последовательности 3-4-5-6-7-1. Можно начать обработку с поверхности 7,-тогда последовательность обработки остальных поверхностей будет 6-5-4-3-2-1.И при цепной простановке размеров отклонение от рекомендованной последовательности обработки приведет к необходимости пересчета размеров и к ужесточению допусков на некоторые из них.
На рис.27в,показана наиболее часто используемая смешанная или комбинированная система простановки размеров. Правила для установления последовательности обработки поверхностей также будут комбинированными: для поверхностей, связанных размерами по координатной системе, последовательность будет определяться по правилам для такой системы, а поверхности, связанные размерами по цепной системе, должны обрабатываться в последовательности, определяемой рекомендациями для цепной простановки. Так, для примера по рис.27в,первой должна обрабатываться поверхность 1; поверхности 2, 3, 5 и 7 могут затем обрабатываться в любой последовательности, поверхность 4должна обрабатываться после обработки поверхности 3, а 6- после 5.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник