Эксплуатация и ремонт фонтанной арматуры
Фонтанную арматуру можно монтировать на устье скважины автомобильными кранами, а также при помощи талевого механизма, лебедки или подъемника. В процессе эксплуатации арматуры с прямоточными задвижками требуется через 2. 3 месяца смазывать подшипники шпинделя жировым солидолом Ж (другое обозначение — УС). Он представляет собой мягкую маслянистую мазь от светло- до темно-коричневого цвета. Дисперсионной средой являются индустриальные масла, загустителем — гидратированные кальциевые мыла естественных жиров (не менее 11 %), а добавкой — вода (до 3 %). Необходимо также через штуцер в днище корпуса задвижки в соответствии с инструкцией набивать уплотнительную смазку ЛЗ-162 или «Арматол-238».
Фонтанная арматура часто подвергается истирающему действию песка, выносимого вместе с нефтью, газом и водой. Наибольшее истирание происходит в тройниках фонтанной елки, в запорных устройствах. Отдельные изношенные задвижки меняются непосредственно на устье скважины.
Фонтанная арматура целиком должна подвергаться периодической ревизии, независимо от того, наблюдались ли неисправности в процессе эксплуатации или она работала бесперебойно. Ревизия и ремонт производятся в мастерских, где арматура разбирается на отдельные узлы и детали. Разборка фланцевой арматуры не представляет трудности, так как болты, скрепляющие фланцы, отвинчиваются сравнительно легко.
Затруднения вызывает разборка резьбовой арматуры. Она отвинчивается либо вручную двумя цепными ключами, либо с помощью лебедки. Оцинкованный канат лебедки крепится к плечу шарнирного ключа, применяемого для бурильных труб, и проходит через направляющий ролик. Фонтанная елка не кладется на подставки, а крепится болтами фланцы крышек резьбовых задвижек к фланцу упора. Упор состоит из крестовика, навинченного на муфту трубы, которая прочно заделана в бетонное основание с таким расчетом, чтобы верхний фланец крестовика находился на высоте 0,7 м от пола. Отверстия в верхнем фланце просверлены таким образом, что позволяют крепить арматуру разных типоразмеров. Боковые отводы крестовика поддерживают ремонтируемые задвижки, которые привинчиваются к ним при помощи коротких патрубков. После разборки фонтанная елка моется, отдельные ее детали осматриваются. Детали с трещинами, промывами и с сильно утонченными в результате эрозии стенками выбраковьгоаются.
Наиболее сложные детали для ремонта — задвижки. Их осмотр начинается с проверки легкости открывания и закрывания. Затем разбирается крышка, извлекаются маховик вместе со штоком (пптанделем) и запорным органом, клином, платками, клапаном или пробкой и проверяется состояние уплотняющих поверхностей.
Многие задвижки на протяжении всего межремонтного периода находятся в одном и том же положении (открыты или закрыты). При работе таких задвижек без утечек достаточно визуального осмотра деталей перед сборкой и замены сальников. Если на уплотнительных поверхностях имеются изношенные участки, они шлифуются. Износы глубиной до 0,1 мм ликвидируются притиркой с помощью паст. Различаются грубая, средняя и тонкая пасты. Тонкой пастой притирка завершается. Качество притирки определяется испытанием «на краску».
Более серьезные дефекты задвижек устраняются наплавкой с последующей механической обработкой до получения первоначальных размеров и чистоты поверхности. Так ремонтируются запорное устройство и корпус. Уплотняющие поверхности перед сборкой притираются.
Часто запорные устройства бывают изношены настолько, что их заменяют новыми. Шпиндели контролируются на прямолинейность и годность резьбы. Резьба должна быть полной, чистой и не забитой. Если верхний конец — квадрат — свернут, необходимо запилить новый. Отремонтированные и частично вновь изготовленные детали после пригонки отдельных узлов собираются в порядке, обратном разборке. Собранная задвижка подвергается гидравлическому испытанию на пробное давление, равное удвоенному рабочему давлению. Пробное давление создается ручным прессом.
Фонтанная елка собирается на стенде, который использовался при разборке. Резьбы перед свинчиванием покрываются графитной смазкой. Особое внимание следует уделять сборке уплотняющих колец и прокладок. После сборки фонтанная арматура шабло-нируется и опрессовывается удвоенным рабочим давлением в течение 30 мин с проверкой герметичности всех соединений. Запотевание и утечки не допускаются. Опрессовочной жидкостью является водный раствор ингибиторов коррозии, например, 0,5 %-ный раствор хромпика. Фонтанная елка, прошедшая испытание, продувается сжатым воздухом для удаления влаги, ее наружная поверхность окрашивается эмалью после грунтовки и консервируется консистентной смазкой.
Источник
Фонтанная арматура
Drillings.ru
Торговый дом АУМАС
Тел: +7 (8552) 77-36-15
Моб. тел.: +79053740010, +79600530909, +79656296455
E-mail: drillings@aumas.ru, sale@aumas.ru
Буровые установки (агрегаты, станки) шпиндельного типа
| Глубина бурения, м |
| 100 м |
| 300 м |
| 500 м |
| 800 м |
| 2000 м |
Буровые установки с подвижным вращателем
| Глубина бурения, м |
| до 15 м. |
| до 25-50 м. |
| до 100 м. |
| до 300 м. |
| до500 м. |
| до1000 м. |
| до2000 м. |
Буровые установки роторного типа для бурения скважин
| Глубина бурения, м |
| до 25-50 м. |
| до 200 м. |
| 600-800 м. |
| Глубина бурения 2000-3000 м. |
Самоходные буровые установки для бурения скважин
Буровые установки и оборудование для глубокого бурения
Источник
Вопрос 4.8. Ремонт фонтанной арматуры
Фонтанная арматура подвергается истирающему действию песка, выносимого вместе с нефтью, газом и водой. Наибольшее истирание
происходит в тройниках фонтанной елки в запорных устройствах. Отдельные изношенные задвижки меняют непосредственно на устье скважины. Фонтанная арматура целиком должна подвергаться периодической ревизии независимо от того, наблюдались ли неисправности в процессе эксплуатации или она работала надежно. Ревизию и ремонт арматуры производят в мастерских, разбирая ее на отдельные узлы и детали. Разборка фланцевой арматуры не представляет трудностей, так как болты, скрепляющие фланцы, отвинчиваются сравнительно легко. Болты с забитыми резьбами могут быть срезаны. Затруднения вызывает разборка резьбовой арматуры. Отвинчивают ее либо вручную двумя цепными ключами, либо с помощью лебедки, оцинкованный канат которой крепят к плечу шарнирного ключа, применяемого для бурильных труб. Канат проходит через направляющий ролик, фонтанную елку не кладут на подставки, а крепят болтами фланцы крышек резьбовых задвижек к фланцу упора. Упор состоит из крестовика, навинченного на муфту трубы, которая прочно заделана в бетонном основании с таким расчетом, чтобы верхний фланец крестовика находился на высоте 0,7 м от пола. Отверстия в верхнем фланце просверлены таким образом, что позволяют крепить арматуру разных типоразмеров. Боковые отводы крестовика служат поддержкой для ремонтируемых задвижек, которые привинчивают к отводам при помощи коротких патрубков. После разборки фонтанную елку моют и осматривают отдельные детали. Детали с трещинами, промывами и с сильно утонченными в результате эрозии стенками выбраковывают.
Наиболее сложные детали для ремонта — задвижки. Прежде всего проверяют легкость их открывания и закрывания. Затем разбирают крышку, извлекают маховик вместе со штоком (шпинделем) и запорным органом, клином, плашками, клапаном или пробкой и проверяют состояние уплотняющих поверхностей. Многие задвижки на протяжении всего межремонтного периода находятся в одном и том же положении (открыты или закрыты). При работе таких задвижек без утечек достаточно визуального осмотра деталей перед сборкой и замены сальников. Если на уплотнительных поверхностях имеются изношенные участки, их шлифуют. Износ глубиной до 0,1 мм ликвидируют притиркой, которую производят с помощью паст. Различают грубую, среднюю и тонкую пасты. Тонкой пастой завершают притирку. Качество притирки определяют испытанием «на краску». Износ дефектных задвижек устанавливают обмером и восстанавливают наплавкой с последующей механической обработкой для получения первоначальных размеров и чистоты поверхности. Так ремонтируют запорное устройство и корпус.
Уплотняющие поверхности перед сборкой притирают. Часто запорные устройства бывают изношены настолько, что их заменяют
новыми. Шпиндели контролируют на прямолинейность и годность резьбы. Резьба должна быть полной, чистой и не забитой. Если верхний конец — квадрат — свернут, необходимо запилить новый. Отремонтированные и частично вновь изготовленные детали после пригонки отдельных узлов собирают в порядке, обратном разборке. Собранную задвижку подвергают гидравлическому испытанию на пробное давление, равное удвоенному рабочему давлению. Пробное давление создают ручным прессом.
Фонтанную елку собирают на стенде, который использовали при разборке. Резьбы перед свинчиванием покрывают графитной смазкой. Особое внимание следует уделять сборке уплотняющих колец и прокладок. После сборки фонтанную арматуру шаблонируют и спрессовывают удвоенным рабочим давлением в течение 30 мин, проверяя герметичность всех соединений. Запотевание и утечки не допускаются. Опрессовочной жидкостью является водный раствор ингибиторов коррозии, например 0,5 %-ный раствор хромпика. Фонтанную елку, прошедшую испытание, продувают сжатым воздухом для удаления влаги, окрашивают ее наружную поверхность эмалью после грунтовки и консервируют консистентной смазкой.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Техническое обслуживание фонтанной арматуры.




![]()
![]()
В процессе работы фонтанной арматуры при необходимости замеряют температуру проходящей среды. Температуру замеряют с помощью термометров через термокарман.
В фонтанной арматуре чаще всего используют шиберные задвижки и пробковые краны.
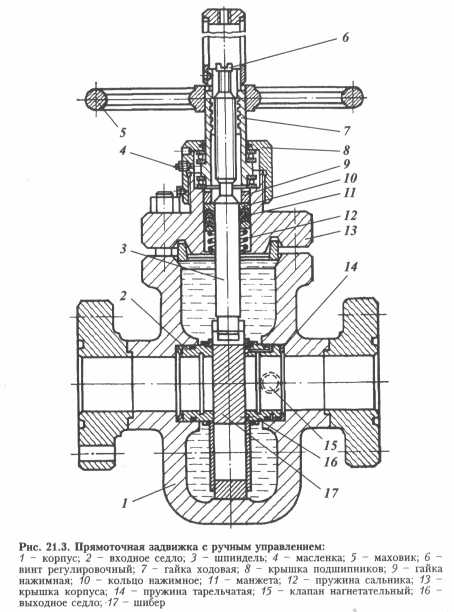
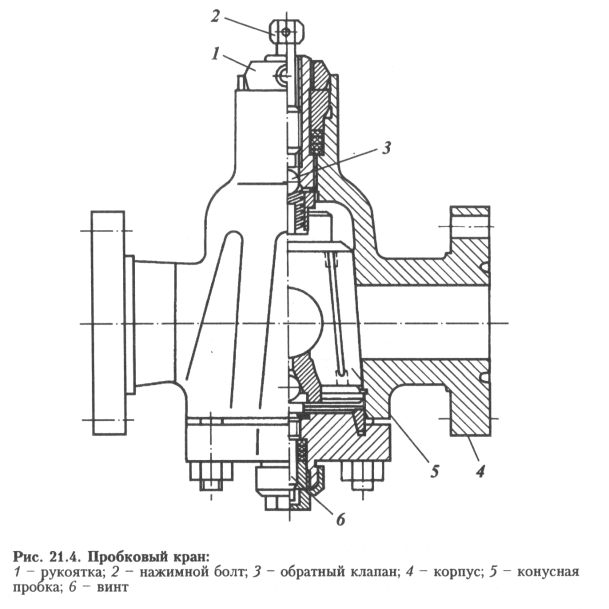
Клиновые задвижки применяют только в малодебитных и низконапорных скважинах. В отличие от клиновой задвижки в прямоточной задвижке (рис. 21.3) и в пробковом кране (рис. 21.4) запорный элемент уплотняется смазкой, которая одновременно служит для снижения трения, и поэтому они не требуют больших усилий при управлении ими. В прямоточных задвижках для достижения герметичности категорически запрещается применять рычаг, так как герметичность при плоских плашках от усилия затяжки не зависит, а можно сломать шпиндель. Категорически запрещено эксплуатировать задвижки в полуоткрытом состоянии.
В процессе эксплуатации фонтанной арматуры с прямоточными задвижками требуется через каждые 20 открытий — закрытий, но не реже одного раза в три месяца, через клапан нагнетательный
набивать корпус смазкой. Марка смазки указывается в нормативно-технической документации. Заполнение корпуса смазкой не дает возможности оседать различным механическим примесям, а также скапливаться агрессивной жидкости. Герметичность затвора прямоточной задвижки повышается за счет применения уплотнительной смазки, которая автоматически подается к поверхности затвора за счет давления среды в корпусе задвижки.
Раз в два-три месяца необходимо смазывать подшипники шпинделя. Марка смазки указывается в нормативно-технической документации.
В фонтанной арматуре с крановыми запорными устройствами после установки на скважине необходимо провести дополнительную набивку уплотнительной смазкой всех кранов и проверить краны на плавность работы затвора. Смазка набивается масленкой, которая ввинчивается в резьбовое отверстие шпинделя вместо вывинченного нажимного болта.
Кран в момент набивки смазки должен быть или полностью открыт, или полностью закрыт. Допускается проводить поднабивку смазки при помощи нажимного болта. Однако это менее удобно и требует больших затрат времени.
После заполнения крана смазкой нажимной болт необходимо поставить в исходное положение. Рекомендуется завернуть его на половину длины, чтобы в процессе эксплуатации продавливать смазку на уплотнительные поверхности вращением нажимного болта на 5-6 оборотов. Регулярная подача смазки на уплотнительные поверхности крана обеспечит постоянную герметичность затвора. Если давление среды в скважине близко к рабочему давлению крана (14 МПа), то смазку рекомендуется подавать при помощи нажимного болта после 3-5 перекрытий затвора. Необходимо обязательно проводить поднабивку смазки после депарафинизации скважин паром и после других технологических операций, проводимых при давлениях, близких к рабочему. Для надежной работы затвора необходимо регулярно проверять наличие смазки в системе крана и по мере необходимости, но не реже одного раза в три месяца, проводить поднабивку смазки масленкой.
Смазку необходимо подавать в масленку до тех пор, пока подача смазки не станет затруднительной. Если кран разбирался, то при сборке необходимо установить зазор между уплотнительными поверхностями корпуса и пробки в соответствии с требованиями нормативно-технической документации. Для этой цели уплотнительные поверхности как корпуса, так и пробки должны быть очищены от старой смазки, протерты досуха чистой тряпкой и промыты в керосиновой ванне. Полость над пробкой должна быть заполнена смазкой, а уплотнительная поверхность пробки вновь смазана тонким слоем уплотнительной смазки. Только после этого пробка может быть поставлена на место. По окончании сборки крана регулировочный винт необходимо затянуть до отказа, а потом ослабить на 1/8 оборота. Это обеспечит нормальный эксплуатационный зазор между уплотнительными поверхностями корпуса и пробки. После установки зазора между корпусом и пробкой кран заполняют смазкой.

При заклинивании пробки надо отвинтить регулировочный винт на один-два оборота, а затем добавлять масленкой в кран смазку и завинчивать нажимной болт в шпиндель до тех пор, пока пробка не освободится от заклинивания. После ликвидации заклинивания требуется завинтить регулировочный винт.
Фонтанную арматуру, находившуюся до установки в эксплуатации на другой скважине, необходимо очистить от грязи, промыть и проверить, а если требуется, то провести ремонт с обязательным последующим гидроиспытанием. Ремонт задвижки или пробкового крана включает: разборку и промывку деталей в керосиновой ванне, замер деталей и их отбраковку, ремонт изношенных деталей и изготовление новых, сборку и гидроиспытание.
Этот порядок сохраняется при ремонте задвижек всех диаметров и типов. В процессе разборки и сборки применяют разнообразный слесарный инструмент и необходимые приспособления. Технологические операции в процессе ремонта в основном сводятся к ликвидации раковин наплавкой с последующей механической обработкой, к исправлению резьбы, шабровке уплотнительных поверхностей и др.
Источник