3. Организация и планирование производства
3.6. Организация вспомогательного производства и обслуживающих хозяйств
3.6.2. Организация ремонтной службы предприятия
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в результате ремонта должно не только восстанавливаться первоначальное состояние оборудования, но и значительно улучшаться его основные технические характеристики за счет модернизации. Таким образом, сущность ремонта заключается в сохранении и качественном восстановлении изношенных деталей и регулировки механизмов и другого технологического оборудования.
В машиностроении затраты на ремонт оборудования ежегодно достигают 17-26% его первоначальной стоимости, что соответствует 5-8% себестоимости продукции завода. Практика показывает, что затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом далеко не всегда удовлетворительны. Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые. Отсюда вытекает важное направление деятельности предприятия ‑ постоянное совершенствование организации ремонтного хозяйства.
Задача ремонтной службы предприятия ─ обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение.
Ремонтную службу предприятия возглавляет отдел главного механика предприятия (ОГМ). Структура ремонтной службы представлена на рис. 3.22
Функции ремонтной службы предприятия:
· разработка нормативов по уходу, надзору, обслуживанию и ремонту оборудования;
· планирование планово-предупредительных ремонтов (ППР);
· планирование потребности в запасных частях;
· организация ППР и ППО планово-предупредительного обслуживания (ППО);
· организация изготовления, закупки и хранения запчастей;
· оперативное планирование и диспетчирование сложных ремонтных работ;
· организация работ по монтажу, демонтажу и утилизации оборудования;
· организация работ по приготовлению и утилизации смазочно-охлаждающих жидкостей (СОЖ);
· разработка проектно-технологической документации на проведение ремонтных работ и модернизации оборудования;
· контроль качества ремонтов;
· надзор за правилами эксплуатации оборудования и грузоподъемных механизмов.

Рис. 3.22. Состав служб ремонтной службы предприятия
Обслуживание и эксплуатация оборудования на предприятиях производятся по единой системе планово-предупредительных ремонтов (ППР).
Система ППР ─ это комплекс планируемых организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Мероприятия носят предупредительный характер, то есть после отработки каждой единицей оборудования определенного количества времени производятся его профилактические осмотры и плановые ремонты: малые, средние, капитальные.
Чередование и периодичность ремонтов определяется назначением оборудования, его конструктивными и ремонтными особенностями, а также условиями эксплуатации. ППР оборудования предусматривает выполнение следующих работ:
· периодические плановые ремонты: малые, средние, капитальные.
Межремонтное обслуживание ─ это повседневный уход и надзор за оборудованием, проведение регулировок и ремонтных работ в период его эксплуатации без нарушения процесса производства. Оно выполняется во время перерывов в работе оборудования (в нерабочие смены, на стыке смен и т.д.) дежурным персоналом ремонтной службы цеха.
Периодические осмотры ─ осмотры, промывки, испытания на точность и прочие профилактические операции, проводимые по плану через определенное количество отработанных оборудованием часов.
Периодические плановые ремонты делят на малый, средний и капитальный ремонты.
Малый ремонт ─ детальный осмотр, смена и замена износившихся частей, выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) и составление дефектной ведомости для него (ремонта), проверка на точность, испытание оборудования.
Средний ремонт ─ детальный осмотр, разборка отдельных узлов, смена износившихся деталей, проверка на точность перед разборкой и после ремонта.
Капитальный ремонт ─ полная разборка оборудования и узлов, детальный осмотр, промывка, протирка, замена и восстановление деталей, проверка на технологическую точность обработки, восстановление мощности, производительности по стандартам и ТУ.
ППР осуществляется по плану-графику, разработанному на основе нормативов ППР:
— продолжительности ремонтного цикла;
— продолжительности межремонтных и межосмотровых циклов;
— категорий ремонтной сложности (КРС);
— трудоемкости и материалоемкости ремонтных работ.
Ремонтный цикл ‑ это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта, или период работы между двумя капитальными ремонтами. Структура ремонтного цикла ─ это порядок чередования ремонтов и осмотров, зависящих от типа оборудования, степени его загрузки, возраста, конструктивных особенностей и условий эксплуатации. Под структурой межремонтного цикла понимается перечень и последовательность выполнения ремонтных работ и работ по техническому обслуживанию в период межремонтного цикла. Например, для средних и легких металлорежущих станков структура межремонтного цикла имеет следующий вид:
где К1 и К2 – капитальные ремонты оборудования;
С1 – средний ремонт оборудования.
Из структуры межремонтного цикла видно, сколько и в какой последовательности проводится тот или иной вид ремонта или осмотра.
Межремонтный период – время работы единицы оборудования между двумя очередными плановыми ремонтами.
Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, следовательно, и выше категория сложности.
Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определенной группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11R, а по электрической – 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путем сопоставления его с эталоном.
Трудоемкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы.
Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы.
Суммарная трудоемкость по отдельному виду ремонтных работ определяется по формуле:
 , (3.58)
, (3.58)
где Тс ─ трудоемкость среднего ремонта оборудования данной группы, нормо-ч;
tc ─ норма времени на одну ремонтную единицу по всем видам работ, нормо-ч;
R – количество ремонтных единиц;
Спр – количество единиц оборудования данной группы, шт.
Аналогично определяется трудоемкость по техническому обслуживанию, текущему и капитальному ремонтам.
Ремонт и техническое обслуживание технологического оборудования на предприятиях выполняют ремонтно-механический цех (РМЦ) и ремонтные службы цехов. В зависимости от доли работ, выполняемых производственными цехами, РМЦ и цеховыми ремонтными службами различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта, а иногда и техническое обслуживание производятся силами РМЦ завода. Такая организация ремонта применяется на небольших предприятиях с суммарной ремонтной сложностью оборудования 3000-5000 ремонтных единиц. Это, как правило, заводы единичного и мелкосерийного производства.
При децентрализованной форме все виды ремонтов и техническое обслуживание оборудования выполняются силами цеховых ремонтных баз (ЦРБ) под руководством механиков цехов. На этих базах восстанавливаются изношенные детали. Новые сменные запасные детали изготавливаются в РМЦ. Здесь же могут восстанавливаться изношенные детали, требующие применения специального технологического оснащения и оборудования. В отдельных случаях, по специальному указанию главного механика, РМЦ проводит капитальный ремонт технологического оборудования. Такая организация ремонта свойственна предприятиям массового и крупносерийного производства с большим числом оборудования в каждом цехе (с суммарной сложностью не менее 800-1000 ремонтных единиц).
Смешанная форма организации ремонтных работ характеризуется тем, что наиболее сложные и трудоемкие работы (капитальный ремонт, модернизация оборудования, изготовление запасных частей и восстановление изношенных деталей) производятся силами РМЦ, а техническое обслуживание, текущий и средний ремонты, внеплановые ремонты – силами ЦРБ, комплексными бригадами слесарей, закрепленными за участками. Под влиянием научно-технического прогресса, с возрастанием доли сложного, прецизионного и автоматического оборудования и с повышением требований к качеству продукции наметилась тенденция перехода от децентрализованной формы к смешанной. При переходе средних и крупных предприятий на смешанную форму организации ремонтных работ целесообразно концентрировать в РМЦ все виды работ, выполняемых в больших объемах (средние и капитальные ремонты, изготовление запасных частей и др.).
Технико-экономические показатели ремонтной службы
При анализе и оценке работы ремонтной службы используются следующие технико-экономические показатели:
1. Время простоя оборудования в ремонте, приходящееся на одну ремонтную единицу. Этот показатель определяется делением суммарного простоя оборудования в ремонте на число ремонтных единиц оборудования, которое подвергается ремонту в данном плановом периоде. Необходимо добиваться максимального сокращения этого времени.
2. Число ремонтных единиц установленного оборудования, приходящееся на одного ремонтного рабочего. Это число характеризует производительность труда ремонтных рабочих, которая должна постоянно увеличиваться.
3. Себестоимость ремонта одной ремонтной единицы, определяемая делением всех расходов (включая накладные) по ремонту в течение определенного времени (например, в течение года) на число ремонтных единиц оборудования, ремонтируемого за этот же плановый период. Необходимо стремиться к максимальному снижению этого показателя.
4. Оборачиваемость парка запасных деталей, равная отношению стоимости израсходованных запасных деталей к среднему остатку их в кладовых. Этот показатель должен быть максимально большим.
5. Число аварий, поломок и внеплановых ремонтов на единицу оборудования, характеризующее эффективность системы ППР. Оно должно быть минимальным.
Между этими показателями существует определенная зависимость. Сокращение времени простоя оборудования в ремонте, приходящегося на одну ремонтную единицу, приводит к увеличению числа ремонтных единиц установленного оборудования, приходящегося на одного ремонтного рабочего, так как один и тот же объем ремонтных работ при сокращении времени на него может быть выполнен меньшим количеством рабочих. Это обусловливает снижение себестоимости ремонта одной ремонтной единицы. Улучшение первых трех показателей достигается посредством более эффективной организации ремонтных работ и ремонтного хозяйства, что приводит к улучшению четвертого показателя. Анализ всех показателей проводится в сравнении с показателями, достигнутыми на специализированных ремонтных предприятиях.
Источник
Организация ремонтной службы на предприятии
1. Цели и задачи ремонта промышленного оборудования.
Уровень производительности труда и точность выпускаемой продукции в значительной степени зависят от состоянии машин и механизмов. Постоянное работоспособное состояние оборудования можно обеспечить, если вести систематическое наблюдение за ним и своевременно его ремонтировать.
Служба ремонта технологического оборудования машиностроительного предприятия – служба главного механика (СГМ) – это комплекс подразделений, занимающихся надзором за эксплуатацией и ремонтом технологического оборудования. Она включает в себя отдел главного механика (ОГМ) завода с входящими в его состав цехами: ремонтно-механическим (РМЦ), ремонтно-литейным и котельно-сварочным (главным образом на крупных заводах), а также цеховыми ремонтными базами (ЦРБ). Основными задачами этой службы являются:
— обеспечение нормального технического состояния технологического оборудования и его бесперебойной работы;
— сокращение простоев оборудования в ремонте и потерь в производстве, связанных с выполнением ремонтных работ;
— снижение расходов на ремонт.
Решение этих задач в большой степени зависит от организации службы ремонта технологического оборудования или соответствующих подразделений объединенной службы ремонта.
Существует три основных вида организации выполнения ремонтных работ на промышленных предприятиях: централизованная, децентрализованная и смешанная:
Централизованная организация выполнения ремонтных работ, предусматривающая выполнение всех ремонтных работ на заводе силами и средствами отдела главного механика и его ремонтно-механического цеха, типична для предприятий с небольшим количеством оборудования. Ее недостатком является полное освобождение цехов от выполнения ремонта эксплуатируемого оборудования, что снижает ответственность производственного персонала за его техническое состояние.
Децентрализованная организация выполнения ремонтных работ состоит в том, что все виды ремонтных работ (межремонтное обслуживание, периодический ремонт, в том числе и капитальный) производятся под руководством механиков цехов так называемыми цеховыми ремонтными базами, в состав которых входят ремонтные бригады. В ремонтно-механическом цехе, подчиняющемся главному механику, осуществляется только капитальный ремонт сложных агрегатов. Кроме того, в нем изготавливают и восстанавливают для цеховых ремонтных баз те детали и сборочные единицы, изготовление и восстановление которых требует применения оборудования, отсутствующего на ремонтной базе.
Для смешанной организации выполнения ремонтных работ характерно то, что все виды ремонта, кроме капитального, выполняют цеховые ремонтные базы, а капитальный ремонт – ремонтно-механический цех, имеющий соответствующие отделения (слесарное, станочное, сварочное).
Кроме перечисленных методов технического обслуживания ГОСТ 18322-78 предусматривает:
— поточное техническое обслуживание, выполняемое на специализированных рабочих местах в определенной технологической последовательности (применяется в массовом или крупносерийном производстве);
— техническое обслуживание эксплуатационным персоналом, т. е. персоналом, работающим на данном оборудовании в период его эксплуатации;
— техническое обслуживание специализированным персоналом – рабочими, подготовленными специально по объектам, маркам объектов, видам операций и видам технического обслуживания;
— техническое обслуживание специализированной организацией, с которой заключается соответствующий договор;
— техническое обслуживание предприятием-изготовителем (в гарантийный период или по договору).
2. Понятие о рациональной системе технического обслуживания и ремонта оборудования.
Система планово-предупредительного ремонта (ППР) представляет собой комплекс организационных и технических мероприятий предупредительного характера по техническому обслуживанию (ТО) и ремонту (Р) изношенных деталей и узлов, проводимых по составленному плану для обеспечения работоспособности станков в течение всего срока службы.
Планово-предупредительный ремонт оборудования производится, когда его износ не перешел в прогрессирующее состояние, а не тогда, когда оборудование износилось настолько, что уже вышло из строя (ремонт по потребности).
Система ППР предусматривает проведение профилактических осмотров и видов планового ремонта (текущего, среднего и капитального) каждого агрегата после того, как он отработал определенное количество часов.
Чередование и периодичность осмотров и видов планового ремонта оборудования определяются его назначением и условиями эксплуатации.
Наибольший экономический эффект ее применение дает при ремонте оборудования, работающего в условиях массового и крупносерийного производства.
В систему ППР входит периодический, послеосмотровой и стандартный ремонт.
Наибольшее распространение в машиностроительной промышленности получила система периодического ремонта; она положена в основу типового положения «Единая система ППР» (ГОСТ 18322-78).
В настоящее время признано экономически целесообразно применять на большинстве заводов все три системы ППР.
Системой технического обслуживания и ремонта техники (СТОИРТ), в соответствии с ГОСТ 18322-78, называется «совокупность взаимосвязанных средств, документации, технического обслуживания, ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему» созданная в целях сохранения – в течение обусловленного времени при заданных условиях эксплуатации – производительности, точности и чистоты обработки, гарантированных в сопроводительной технической документации завода-изготовителя.
Современное оборудование может состоять из трех частей: механической (включающей и гидравлические устройства), электрической и электронной.
Рациональное техническое обслуживание замедляет процесс износа и сокращает количество отказов и связанные с ними потери основного производства.
По способу организации различают два вида ремонта: плановый и внеплановый (ГОСТ 18322-78).
Плановый ремонт предусматривается рациональной системой технического обслуживания и ремонта оборудования и выполняется или через установленное нормами количество часов, отработанных оборудованием, или по достижении им установленного нормами технического состояния.
Внеплановый ремонт также предусматривается рациональной системой технического обслуживания и ремонта оборудования, но осуществляется в неплановом порядке, по потребности. К этому виду относится аварийный ремонт, обусловленный недостатками конструкции и изготовления оборудования.
Для устранения повреждений и износов, относящихся к разным группам, требуются принципиально отличающиеся по характеру ремонтные работы. Поэтому по составу и объему работ рациональная система технического обслуживания и ремонта оборудования предусматривает два вида ремонта: текущий и капитальный.
Текущий ремонт — это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования в течение установленного нормативами количества часов работы до следующего ремонта. Он состоит в замене или восстановлении отдельных деталей или сборочных единиц.
Капитальный ремонт — это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности оборудования в течение установленного нормативами количества часов работы до следующего капитального ремонта.
4. Структура и периодичность работ по плановому техническому обслуживанию и ремонту.
Существуют три разновидности ППР:
1) Метод послеосмотровых ремонтов – планируют не ремонт оборудования, а лишь периодические осмотр. Если при очередном осмотре выясняется, что станок не проработает нормально до следующего осмотра, то назначают ремонт к определенному сроку. Это дает возможность подготовиться к ремонту, выполнить его быстрее и качественнее. Недостаток метода — отсутствие планирования, что может привести к перегрузке работников ремонтной службы в одни периоды и незанятости – в другие.
2) Метод периодических ремонтов – для каждого станка составляют план с указанием сроков и объема ремонтных работ. Это наиболее распространенный вид планово-предупредительного ремонта оборудования.
3) Метод принудительных ремонтов – обязательный ремонт оборудования в установленные сроки. Ремонт производят по заранее разработанной технологии с обязательной заменой или восстановлением всех намеченных деталей и узлов.
Периодические осмотры проводят слесари-ремонтники согласно плану ремонта. При этом проверяют работу всех механизмов, производят их регулировку, выявляют состояние и степень износа узлов. Станки повышенной точности проверяют на точность. При осмотре выявляют все дефекты и неисправности оборудования, но устраняют только такие, наличие которых не позволяет нормально эксплуатировать оборудование до ближайшего планового ремонта. Остальные дефекты подлежат устранению при ближайшем плановом ремонте. Осмотр производят, как правило, в нерабочее время.
Периодический ремонт может быть текущим, средним и капитальным.
Текущий ремонт — это минимальный по объему вид планового ремонта, при котором заменяют или восстанавливают небольшое число, изношенных деталей, срок службы которых равен межремонтному периоду или меньше его, и регулируют механизмы, обеспечивая тем самым нормальную эксплуатацию станка до очередного планового ремонта. При текущем ремонте производят очистку гидросистемы и смену масла.
Средний ремонт — это плановый ремонт, включающий операции текущего ремонта и дополнительные мероприятия по восстановлению предусмотренных ГОСТами или техническими условиями точности, мощности и производительности оборудования на срок до очередного среднего или капитального ремонта. При среднем ремонте заменяют изношенные детали, срок службы которых равен или меньше межремонтного периода или периода между двумя средними ремонтами. При этом обязательно проводят проверку на точность.
Капитальный ремонт – это наибольший по объему вид планового ремонта оборудования, при котором производят полную разборку станка, ремонт базовых деталей, замену и восстановление всех изношенных деталей и узлов в целях возвращения агрегату первоначальных точности, мощности и производительности. При капитальном ремонте, как правило, производят модернизацию оборудования. Из капитального и среднего ремонта оборудование принимает представитель ОТК. Кроме периодических плановых ремонтов оборудования может быть неплановый ремонт, который не предусмотрен графиком и вызван аварией оборудования. При хорошо организованной на предприятии системе планово-предупредительного ремонта внеплановые ремонты, как правило, не должны иметь место. Период между двумя капитальными ремонтами называют ремонтным циклом, а период времени между двумя очередными плановыми ремонтами – ремонтным периодом. Структура ремонтного цикла, т.е. порядок расположения и чередования ремонтов и осмотров, может быть разной в зависимости от культуры производства и состояния оборудования.
Для МРС (металлорежущих станков) легких и средних массой до 10 тонн рекомендуется следующая структура ремонтного цикла:
К – О – М – О – М – О – С – О – М – О – М – О – С – О – М – О – М – О – К
К — капитальный ремонт;
С — средний ремонт;
М — текущий ремонт;
Для крупных станков массой от 10 до 100 тонн рекомендуются еще более частые профилактические мероприятия, предупреждающие преждевременный выход оборудования из строя. Число осмотров О = 27.
Продолжительность ремонтного цикла определяется классом точности станка, условиями работы, характером производства и т.д.
Средняя продолжительность ремонтного цикла для легких и средних станков по данным ЭНИМСа — около 30 000 рабочих часов. При этом ремонтный цикл для двусменной работы будет 90 месяцев, период между промежуточными ремонтами (ремонтный период) — 10 месяцев, между осмотрами — 5 месяцев.
Трудоемкость и степень сложности ремонта станков, которые зависят от конструктивных и технологических особенностей, оцениваются категорией сложности ремонта. Чем сложнее станок, тем выше категория сложности ремонта. За эталон принят токарно-винторезный станок 16К20(высота центров Н=200 мм; межцентровое расстояния МРЦ=1000 мм.); ему присвоена 11-ая категория сложности.
Номер категории сложности ремонта равен числу единиц ремонтной сложности, которые характеризуют объем работ при капитальном ремонте. Одна единица ремонтной сложности для механической части станков составляет 35 ч, из которых 23 ч выделяется на слесарные работы, 10 ч — на станочные и 2 ч — на прочие работы (сварочные, малярные и т. п.). Единица ремонтной сложности электротехнического оборудования станков составляет 15 ч (И ч — электрослесарные работы, 2ч — станочные, 2 ч— прочие).
В зависимости от категории ремонтной сложности определяется время простоя оборудования в ремонте, которое исчисляется с момента остановки станка на ремонт до момента приемки его из ремонта контролером ОТК. Так, время на капитальный ремонт оборудования составляет I рабочий день на 1 единицу ремонтной сложности; на средний ремонт — 0,6 рабочего дня; на мелкий — 0,25.
Эти нормы составлены, исходя из односменной(!) работы ремонтных бригад и не зависят от сменности работы станка до его остановки на ремонт.
Рекомендуемый состав ремонтной бригады:
— для оборудования 1-6 категории сложности — 2 слесаря;
— для оборудования 7-15 категории сложности — 3 слесаря
— для оборудования 16-25 категории сложности — 4 слесаря.
Цикл технического обслуживания определяется структурой и продолжительностью.
Структура цикла технического обслуживания — это перечень видов планового технического обслуживания соответствующими коэффициентами, показывающими количество операций каждого вида в цикле. Например, структура цикла технического обслуживания, включающего структура ежесменного осмотра, четырехразового осмотра смазки, одну замену смазки, один частичный осмотр, две профилактических регулировки.
Ежесменную смазку изображают так:
Е — число операций тех видов ТО, которые выполняются ежесменно(ежесменную смазку, выполняемую станочников). Рекомендуемая структура ремонтных циклов для металлорежущего и кузнечнопрессового оборудования приведены в табл.1.

Продолжительность цикла технического обслуживания парка оборудования предприятия (для расчета необходимой численности работников, составления заявок на материалы и определения суммы затрат на поддержание и восстановление работоспособности оборудования) планируют по данным о фактически отработанном времени.
Вывод же отдельных станков в капитальный ремонт, независимо от запланированной(средней для данной группы оборудования) продолжительности ремонтного цикла, следует производить только по их действительному техническому состоянию.
5. Планирование простоев при ремонте оборудования.
Продолжительность простоя оборудования в ремонте зависит от вида ремонта, ремонтосложности оборудования, количественного состава ремонтной бригады, технологии ремонта и организационно-технических условий выполнения ремонтных работ.
Ремонт промышленного оборудования в неавтоматизированном производстве организуют в одну, две или три смены в зависимости от того, насколько лимитирует производство простой данной единицы оборудования.
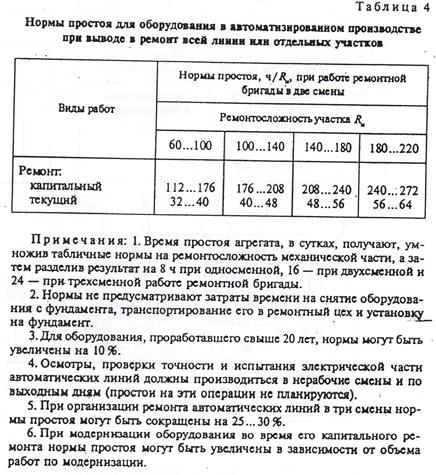
Простой электротехнической части оборудования при текущем и капитальном ремонте не планируется, т.к. эти виды ремонта должны проводиться одновременно с ремонтом механической части. Нормы продолжительности простоев из-за ремонта и технического обслуживания в неавтоматизированном и автоматизированном производстве при различной сменности работы бригад РМЦ и ЦРБ приведены в табл.3 и 4.

6. Узловой метод ремонта.
На предприятиях с большим количеством одномодельных станков, а также в условиях поточно-массового производства целесообразно применять метод узлового ремонта, сокращающий простой оборудования в ремонте и не нарушающий режим производственного цикла. При этом методе сборочные единицы агрегата, требующие ремонта, снимают и заменяют запасными (новыми или отремонтированными). В металлорежущий станках такими взаимозаменяемыми сборочными единицами являются передняя бабка, суппорт, шпиндельные и шлифовальные револьверные головки и т.п.
Основным преимуществом узлового метода является сокращение продолжительности ремонта(в несколько раз, по сравнению с обычным), благодаря тому, что собственно ремонтные работы отделены от разборочных и сборочных. Например, смена задней бабки(9) рис.1 длиться 15. 30 минут, а ремонт этой сборочной единицы (в зависимости от ее состояния) может продолжаться несколько дней.
Источник