Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
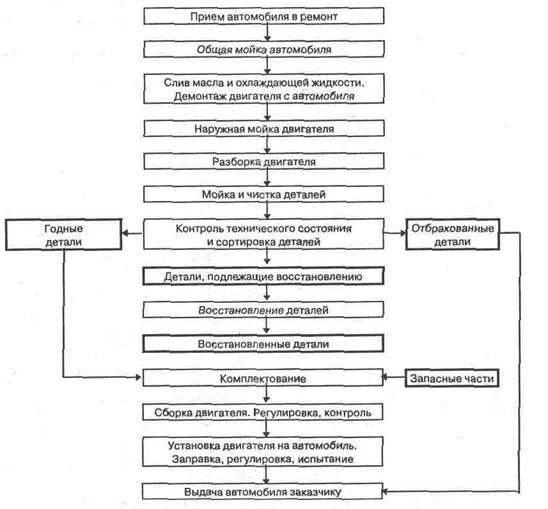
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
Источник
Оборудование мастерских по ремонту машин и механизмов
Все цехи мастерских с большим запасом снабжены ручным и механизированным инструментом, индивидуальными инструментальными ящиками, верстаками и всевозможным оборудованием и приспособлениями, которые могут потребоваться при испытаниях и при ремонте отдельных машин и механизмов. К местам, удобным для подключения, подведены сжатый воздух и провода со штепсельными розетками для переменного тока напряжением 110 и 220 в. В местах, не обслуживаемых мостовым краном, но где нужно поднимать тяжелые детали, имеются поворотные краны или монорельсы с тельферами. В некоторых случаях для междуцеховых перевозок применяются самоходные краны.

Рис. 1. Разборка машины

Рис 2 Электротехнический цех центральных мастерских
Сборочный цех мастерских обычно используется как цех для разборки больших машин на рельсовом и грунтовом ходу и их сборки после ремонта. К таким машинам относятся тракторы, косилки, краны, экскаваторы, компрессоры, электростанции, рельсоукладочные, рельсошлифовальные, шпалозарубочные машины, сболчиватели, щебнеочистительные машины, костыледеры, моторные дрезины и другие аналогичные машины.
Для разборки каждой машины (рис. 1) выделяется достаточная площадь, на которой можно свободно разложить на полу все разобранные детали, не опасаясь смешать их с деталями других разобранных машин. Если машина назначена в капитальный ремонт, то ее разобранные детали сначала подвергаются очистке паром или складываются в специальные корзинки и погружаются в баки с моющими растворами.
Бензиновые двигатели и дизели поступают в моторный цех, где они испытываются и ремонтируются, а другие части и детали машин поступают в сварочный, механический или электротехнический цехи.
В сборочных цехах для ускорения разборки оборудования, подлежащего ремонту, иногда имеются специальные машины, например горизонтальные гидравлические прессы с давлением от 150 до 300 т, необходимые для разборки и сборки гусеничных тракторов, 80-т вертикальные гидравлические прессы для распрессовки шестерен, сверлильные станки, электросварочные машины на 300 а, а также аппаратура для автогенной резки и электросварки.
Обычно в сборочном цехе выделяют специальную площадь, в одной части которой, обслуживаемой краном, располагается тяжелое оборудование, как, например, бульдозеры, скреперы, краны, тяжелые компрессоры и т. д. Другая часть этой площади выделяется для узлов этого тяжелого оборудования, а также для легких машин и механизмов, как, например, небольшие компрессоры, шпало- подбивочные машины, пневматический инструмент, бетономешалки, оборудование станций и т. д. Такое оборудование, как приборы для измерения расхода воздуха при испытании пневматических инструментов и компрессоров, точило и небольшой сверлильный станок, можно устанавливать в менее занятой части цеха.
Электротехнический цех.
В электротехническом цехе проводятся испытания и ремонт всех типов электрооборудования. Этот цех (рис. 2) расположен на обособленной площади или в отдельном помещении рядом со сборочным и моторным цехами. В электротехническом цехе испытывают и ремонтируют стартеры, распределители зажигания, магнето, запальные свечи, генераторы, электрифицированные шлифовалки, дрели, пилы, сверлилки и другой электроисполнительный инструмент.
Ниже приводится перечень инструментов и оборудования, необходимого в электротехническом цехе, составленный Комитетом AREA по содержанию и ремонту путевых машин и механизмов.
- Амперметры постоянного тока от 0 до 60 а и от 6 до 30 а.
- Вольтметры постоянного тока от 0 до 150 в и от 0 до 300 в.
- Клещи Дица от 0 до 30 а и от 0 до 600 а.
- Магнетометр.
- Намагничивающий аппарат.
- Комплект электроизмерительных приборов.
- Набор приборов для испытаний генераторов, регуляторов зажигания, стартеров, конденсаторов, магнето и катушек.
- Приспособление для намотки якорей.
- Бак для пропитки якорей.
- Печь для сушки якорей.
- Съемники шарикоподшипников с якорей.
- Прибор для регулировки прижатия щеток.
- Нагрузочная вилка (аккумуляторопробник).
- Выпрямитель для зарядки аккумуляторных батарей.
- Инструмент для очистки контактов аккумуляторных батарей.
- Переносный прибор для испытания аккумуляторных элементов.
- Прибор для проверки электролита.
- Ремни для переноски аккумуляторных батарей.
- Баки для промывки аккумуляторных батарей.
- Набор инструментов для ремонта стартеров.
- Калибровочная доска длиной 254 мм с калиброванными отверстиями от 0,005 до 1,3 мм.
- Калибровочная доска длиной 102 мм с калиброванными отверстиями от 0,005 до 1,3 мм.
- Щуп для регулировки зазора в запальных свечах.
- Набор гаечных и торцовых ключей от 11 до 38 мм.
- Паяльники.
- Тигельная печь для нагревания паяльников.
- Бензиновая паяльная лампа.
- Ковш для расплавления вара.
- Прибор для проверки якорей автотракторных генераторов и стартеров.
- Правильный круг для якорей.
- Электродрель
- Настольная шлифовалка.
Механический цех.
Вследствие большого разнообразия типов оборудования, которое поступает на ремонт в центральные мастерские, в последних, кроме обычных инструментов и оборудования, должны быть узкоспециализированные инструменты, станки и приспособления. В большинстве механических цехов имеется несколько токарных станков с высотой центров от 280 до 530 мм, сверлильный станок с тисками, радиально-сверлильный станок, поперечнострогальный станок, фрезерный станок, болторезный станок, станок для шлифовки коленчатых валов, различные типы шлифовалок, набор гаечных ключей и различный ручной инструмент. Специализированные инструменты и приспособления во избежание их потери и неправильного использования обычно хранятся в инструментальной и выдаются по требованию. Верстаки с ящиками и полками делают полностью из металла или из дерева и сверху обшивают железом. Там, где необходимо, над станками устанавливают монорельсы с тельферами.
Оборудование для сварки устанавливается в отдельном помещении или в определенном месте механического цеха. В состав этого оборудования входят: аппарат для металлизации распылением, автоматическая сварочная машина для наплавки коленчатых валов и цапф валов гусеничных тракторов, несколько переносных 300 или 400-а сварочных агрегатов, установочные столы, шлифовалки и оборудование для резки ацетиленом.
Деревообделочный цех.
В деревообделочном цехе производится ремонт рам и полов моторных дрезин, вагонеток и автомобильных прицепов, а также ремонт кузовов и бортов автомобилей. В деревообделочном цехе изготовляются инструментальные ящики и ящики для отправки в них груза, а также упаковывается и закрепляется в вагонах отремонтированное оборудование при отправке его из мастерских.
В деревообделочных цехах обычно имеются: ленточные пилы, станочные пилы, механические ножовки по металлу, циркульные пилы, сверлильные станки по дереву, фрезерные станки, фуговочные станки, строгальные станки, токарные станки по дереву, калевочно-строгальные станки для фасонных работ по дереву, механизированные гайковерты и сварочные агрегаты. В большинстве деревообделочных цехов установлены приборы для улавливания и удаления мелкой пыли и опилок, образующихся при обработке дерева на различных станках и инструментами. Пыль и опилки сначала поступают в специальный бункер, из которого затем они грузятся в автомобили для вывозки.
Ниже приводится перечень инструментов и оборудования, необходимого в деревообделочном цехе, составленный Комитетом AREA по содержанию и ремонту путевых машин и механизмов.
- Ленточная пила 92 см.
- Строгальный станок 61 см.
- Циркульная пила 41 см с головкой для выбора поперечных пазов.
- Фуговочный станок 31 см.
- Ручная электропила с принадлежностями.
- Ручное электроточило.
- Ручная дисковая электрошлифовалка с песчаной шкуркой.
- Типовой набор столярного инструмента.
- Стеклорезы.
Цех ремонта моторов.
Под цех для ремонта моторов обычно выделяют помещение с большой площадью с таким расчетом, чтобы в цехе одновременно можно было ремонтировать несколько моторов, не загромождая всей площади цеха и, в частности, площади у дверей.
Моторные цехи оснащены всеми современными инструментами и оборудованием. Как и во всех современных гаражах, в моторных цехах имеются стенды для испытаний стартеров, генераторов, распределителей зажигания, магнето, карбюраторов и топливных насосов. Кроме того, имеются гидравлические подъемники, пневматические тавотонагнетатели, передвижные гидравлические домкраты, пескодувки для очистки запальных свечей, станок для балансировки колес, инструменты для снятия шин и колес, верстаки, различные гаечные ключи и разный мелкий инструмент.
Для ремонта и переделки двигателей в моторных цехах могут быть расточные станки для совместной расточки соосных отверстий, станки для шлифовки и притирки клапанов, полировально-шлифовальные станки, станки для шлифования поршней и для расточки цилиндров, электродрели, приспособления для замены тормозных накладок и универсальные стенды для испытания двигателей перед их установкой на машины. В некоторых моторных цехах устанавливают только часть перечисленных станков, так как остальные станки могут находиться в механическом цехе.
Ниже приводится перечень инструментов и оборудования, необходимого для испытаний и ремонта бензиновых двигателей, составленный Комитетом AREA.
- Набор инструментов и аппаратуры для испытаний двигателей, включая приборы для измерения давления воздуха, тахометры и т. д.
- Приборы для измерения вакуума.
- Стенд с гидротормозом и с приборами для определения нагрузок и трения.
- Приспособление для очистки и испытаний запальных свечей.
- Щуп для определения зазора между электродами.
- Индикатор для внутреннего измерения цилиндров.
- Шлифовальный станок для коленчатых валов размером 560 х 2 130 мм.
- Расточный станок для коренных подшипников (от 32 до 102 мм).
- Расточный станок для коренных подшипников и втулок шатунов (от 25 до 102 мм).
- Расточный станок для подшипников шатунов (от 25 до 102 мм).
- Станок для повторной расточки цилиндров (от 57 до 229 мм).
- Полировально-шлифовальные головки для доводки цилиндров (от 57 до 165 мм).
- Цилиндрические развертки (от 57 до 165 мм).
- Станок для правки коленчатых валов.
- Набор штампов для уплотнительных колец (от 6 до 25 мм).
- Поршневые сжимы (от 64 до 153 мм).
- Расточный или полировально-шлифовальный станок для втулок поршневых пальцев (от 13 до 51 мм).
- Приспособление для проверки и правки шатунов.
- Станок для перешлифовки клапанов (от 19 до 76 мм).
- Полировочно-шлифовальиая головка для гнезд клапанов.
- Приспособление для установки втулок клапанов.
- Развертки для направляющих клапанов (от 6 до 16 мм).
- Набор разверток для втулок верхних головок шатунов и бобышек поршней.
- Набор шаберов для пришабривания подшипников.
- Станок для шлифования клапанов.
- Съемник клапанных пружин.
- Зажимное приспособление для поршневых колец при их сборке (от 57 до 165 мм).
- Набор съемников для извлечения сломанных шпилек.
- Набор съемников для извлечения изношенных пальцев.
- Заклепочная машина для тормозных накладок.
- Стенд для испытания топливных насосов.
- Прибор для определения натяжения клапанных пружин.
- Динамометрический ключ для гаек головок цилиндров и болтов.
В некоторых моторных цехах имеются небольшие жестяницкие и обивочные мастерские. При ремонте кузовов, крыльев и буферных устройств применяются ножницы по металлу, агрегаты для точечной сварки и другое оборудование для резки, пробивания дыр, ковки, прессовки, прокатки и выправки крыльев, а также для испытаний и ремонта радиаторов. В обивочных мастерских имеются швейные машины различных размеров для ремонта сидений и тентов автомобилей.
Малярный цех.
В большинстве мастерских окраска больших машин производится в различных местах с помощью переносных краскопультов, с применением трафаретов. При этом требуется, чтобы в помещении не было пыли. Для перекраски автомобилей и для окраски мелкого оборудования в мастерских имеется специальное огнестойкое помещение, отделенное от остальной мастерской пожарными перемычками. В некоторых мастерских для окраски автомобилей краскопультами имеются специальные будки высотой 2,7 м, шириной 3,6 м и длиной 7,4 м. В большинстве малярных цехов имеется хорошая вытяжная система вентиляции. Для быстрой сушки и освещения применяются электролампы большой мощности.
Документация по оборудованию.
Дороги сами устанавливают продолжительность межремонтных сроков службы для машин и механизмов. Ряд дорог планирует осмотр машин и механизмов один раз в году. Однако на большинстве дорог применяется следующая практика. Машины и механизмы, работающие почти ежедневно, например машины в бригадах по смене рельсов и сплошной подъемке пути, направляются в мастерские для ремонта после окончания сезона их работ. Краны, экскаваторы и другие тяжелые машины подвергаются периодическим инспекторским осмотрам и в случае необходимости направляются в мастерские для ремонта. Моторные дрезины и другие виды машин и механизмов, не обладающие сезонным характером своей работы, направляются для ремонта в летние месяцы для того, чтобы обеспечить равномерную загрузку мастерских в течение всего года.
Для отражения и контроля работы машин и механизмов ведется соответствующая документация. На каждую вновь приобретенную машину или механизм заводится учетная карточка. В учетную карточку обычно записываются следующие данные: номер машины по учету дороги, название фирмы изготовителя и торговой фирмы поставщика, габарит, вес, производительность, название фирмы изготовителя двигателя, название двигателя, количество оборотов в минуту, мощность в лошадиных силах, количество цилиндров, число тактов и потребляемое горючее. В учетной карточке оставляется место для записей о покупной цене, дате приобретения, дате начала эксплуатации, расчетном сроке службы оборудования, дате замены узлов и другие необходимые сведения. На обороте учетной карточки записываются особенности по содержанию машины и сведения об ее эксплуатации.
Кроме перечисленных данных, ведутся записи о результатах инспекторских осмотров машины, о переброске машин с одного участка работ на другой, количество часов и дней работы, ежедневные сведения о работе и сведения о ремонтах на линии и в центральных мастерских. На основании этих записей определяются выполнение работ, состояние годности и необходимый ремонт.
Источник