Структура цеха по ремонту электрических машин и пускорегулирующей аппаратуры
Структура электроремонтного предприятия и состав его оборудования определяются в основном номенклатурой и объемом ремонтируемого оборудования. Поскольку форма организации ремонта электрических машин, трансформаторов и другого электротехнического оборудования является цеховой, то далее будем рассматривать именно эту форму организации ремонта. Следует отметить, что ремонтный цех может быть как самостоятельной производственной единицей, так и являться одним из цехов крупного отраслевого предприятия. В последнем случае на предприятии создается дополнительно центральная электротехническая лаборатория.
В ремонтном цехе производятся следующие работы:
-капитальный ремонт электрических машин, включая их реконструкцию и модернизацию;
-средний и текущий ремонт;
-ремонт и изготовление пускорегулирующей аппаратуры;
-изготовление запасных частей для электрических машин и аппаратов;
-изготовление электромонтажных узлов и заготовок;
-ремонт и изготовление технологической оснастки для ремонта.
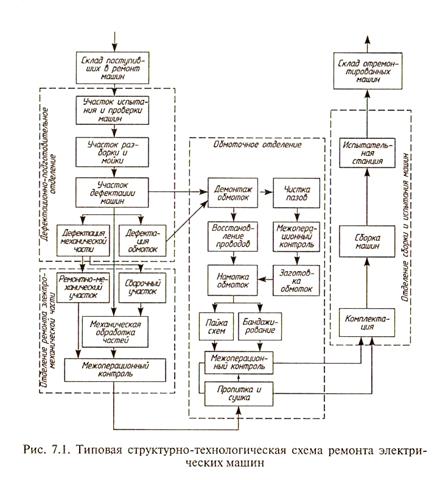
Все работы, проводимые в этом цехе, можно разбить на восемь основных видов: предремонтные, разборочно-дефектировочные, изоляционно-обмоточные, слесарно-механические, комплектовочные, сборочные, отделочные и послеремонтные. Соответственно в состав этого цеха должны входить следующие отделения и участки:
-склады поступающей и готовой продукции (территориально они могут быть объединены в один склад);
-участок разборки, мойки и дефектации машин и аппаратов;
-отделение ремонта контактных колец, коллекторов и щеточных аппаратов электрических машин и восстановление контактов электрических аппаратов;
-участок восстановления обмоточных проводов (в ряде случаев здесь осуществляется и изготовление нового обмоточного провода);
-пропиточно-сушильный участок с отделением окраски;
-участок комплектации и сборки электрических машин и аппаратов;
Кроме указанных участков, в цехе могут быть участки гальванопластики и столярная мастерская. Типовая схема ремонта представлена на рис. 7.1. Отметим, что ремонт электрических аппаратов может быть выделен в отдельное производство (отделение).
Испытательный участок. Здесь проводят предремонтные испытания для выявления неисправностей электрических машин, поступивших в ремонт. Помимо внешнего осмотра здесь измеряют активные сопротивления и сопротивление изоляции обмоток, проверяют целостность подшипников (при работе машины на холостом ходу), правильность и плотность прилегания щеток к коллектору и контактным кольцам, проверяют уровень вибрации.
Участок должен быть оснащен подъемно-транспортным и электроизмерительным оборудованием, а также испытательными стендами.
Участок разборки, мойки и дефектации. Здесь производят очистку машин перед разборкой, разбирают ее на отдельные узлы и детали и производят их дефектацию (определяют их состояние и степень износа, объем необходимого ремонта), передают неисправные детали и узлы для ремонта на соответствующие участки, а исправные — на участок комплектации. По итогам дефектации составляется дефектная ведомость и определяются необходимый объем ремонта и потребность в комплектующих изделиях.
Участок должен быть оснащен подъемно-транспортным и моечным оборудованием, механическими и электрическими инструментами для разборки машин, станками для удаления обмотки, печью для выжига (нагрева) изоляции, приспособлениями для выведения ротора из статора.
Ремонтно-механический и кузнечно-сварочный участки. Здесь ремонтируют изношенные и изготавливают новые конструктивные детали электрических машин и аппаратов — валы, корпуса подшипников скольжения, крышки подшипников и др. Здесь же ремонтируют и изготавливают новые токоведущие части, такие как контактные кольца, коллекторы, щеточные механизмы, контакты. На этом участке производят ремонт и перешихтовку магнитопроводов (сердечников), а также механическую обработку и восстановление резьбовых соединений. Кроме того, на этом участке изготавливают необходимую для ремонта технологическую оснастку.
Участки оснащены соответствующим парком универсальных станков для механической обработки деталей, подъемно-транспортным оборудованием, прессами и ножницами для резки металла, универсальным сварочным и слесарным оборудованием.
Обмоточное отделение. Здесь ремонтируют старые и изготавливают новые обмотки электрических машин и аппаратов, восстанавливают поврежденный обмоточный провод, осуществляют укладку, пропитку и сушку обмоток, производят сборку рабочей схемы соединения обмоток и осуществляют контроль изоляции обмоток в процессе ее изготовления и укладки.
Участок пропитки и сушки должен иметь хорошую вытяжную вентиляцию. Подъемно-транспортное оборудование рассчитывается на узлы, имеющие максимальную массу (как правило, это статоры наиболее крупных машин).
В отделении окраски проводят отделочные работы и окраску машин и аппаратов после сборки и испытаний. Там устанавливаются станки для очистки и изолировки проводов, намотки обмоток, резки и формовки изоляции, пресса для формовки катушек из прямоугольного провода, специальные станки для бандажировки обмоток. Отделение оснащено инструментом для пайки и сварки проводов, необходимым пропиточным оборудованием и сушильными шкафами.
Участок комплектации и сборки. Сюда направляются исправные чистые узлы и детали с участка разборки и дефектации, отремонтированные узлы и детали из остальных отделений, а также недостающие комплектующие детали (крепеж, подшипники качения и т. п.). Полный машинокомплект поступает на сборку, где осуществляются поузловая и общая сборка электрических машин и аппаратов. Здесь производится и балансировка роторов электрических машин.
Участок оснащен практически тем же оборудованием, что и участок разборки (за исключением моечного оборудования и оборудования для удаления обмоток). Кроме того, здесь установлены балансировочные станки.
Испытательная станция. Здесь проводятся послеремонтные испытания электрических машин и аппаратов по соответствующим программам, а также испытания новых конструкции, узлов и деталей, изготовленных в процессе реконструкции или модернизации.
Станция оснащена подъемно-транспортным оборудованием и испытательными стендами, включая стенды для высоковольтных испытаний, а также соответствующим защитным оборудованием. Территория станции имеет ограждение для предотвращения доступа на нее постороннего персонала предприятия.
Источник
Организация работы цеха по ремонту электрических машин тягового подвижного состава
Стуки и шумы в подшипниках
Наружная очистка тягового двигателя. Наиболее эффективным способом механизированной очистки является обмывка на машине типа ММД. Это повышает производительность труда, качество ремонта, способствует подъему культуры производства. Однако пароводяная смесь, попадая внутрь остова, снижает сопротивление изоляции, а так как тяговые двигатели после обмывки подвергают предремонтной диагностике под напряжением, необходимо производить сушку изоляции, что существенно усложняет технологию ремонта. Поэтому при обмывке соблюдают основные требования: герметизация внутренней полости остова от среды моечной камеры; повышение давления внутри остова за счет наддува подогретым воздухом давлением 294 — 392 кПа; изолировка наконечников выводных проводов металлическими стаканами с резиновыми уплотнениями. На тележке моечной машины смонтирована воздушная магистраль с резиновыми рукавами, которые присоединяют к штуцерам, приваренным к крышке вентиляционной горловины тягового двигателя. К магистрали концевым рукавом с соединительной головкой присоединяют воздухопровод, идущий через теплообменник моечной машины, где подводимый из деповской магистрали воздух нагревается до температуры 80 — 90°С. Тяговые двигатели устанавливают на специальные опоры тележки под углом 45° к продольной оси машины вентиляционной горловиной вверх. Двигатели обмывают водой, нагретой до температуры 85 — 90°С, без применения щелочных эмульсий. Эта очистка отличается высоким качеством, а сопротивление изоляции, как правило, возрастает.
Разборка тяговых электродвигателей. Основные требования к процессу разборки: механизация трудоемких операций; обеспечение целости деталей и их посадочных поверхностей; достижение наименьшей трудоемкости. Первую операцию по демонтажу — съем шестерен с вала — рекомендуется производить до наружной обмывки тяговых двигателей, так как нагрев соединения при наличии загрязнений и масляной пленки в сопряжении может существенно затруднять демонтаж шестерен. В зависимости от конструкции вала шестерни снимают гидровинтовым прессом, комбинированным съемником или гидропрессом.
Гидровинтовой пресс захватами устанавливают на шестерню и закрепляют хомутом. При вращении винтового хвостовика за рукоятку малый силовой поршень, двигаясь в цилиндре, сжимает масло, под давлением которого большой силовой поршень, перемещаясь в цилиндре, воздействует на торец вала, и шестерня плавно снимается. Для облегчения съема вращение рукоятки производят не вручную, а электрическим двигателем, подключенным к источнику напряжения (сварочный агрегат). Рукоятку пресса при этом закрепляют неподвижно упором.
Комбинированный съемник представляет собой обычный гидравлический съемник с ручным или механическим приводом, который дополнен индукционным нагревателем. Порядок действий при съеме: на шестерню надевают захваты, стягивают малым хомутом и надевают индукционный нагреватель; пресс большим хомутом объединяют с захватами; поднимают давление в цилиндре до 3,9 — 5,9 МПа и нагревают шестерню до температуры 120 — 130°С, повышая давление в цилиндре до съема шестерни. Время нагрева должно быть не более 4 — 5 мин, при этом шестерня не теряет механических свойств, а усилие спрессовки уменьшается в 2 — 3 раза.
Гидропрессовый метод снятия шестерен («метод всплытия») основан на принципе расклинивания масляной пленкой под высоким давлением, обхватывающей детали. В существующей конструкции вала якоря тяговых двигателей НБ-406, НБ-412П, ДТ-9Н предусмотрен подвод масла в зону контакта через отверстие в торце вала и кольцевую маслораспределительную канавку. Для нормальной опрессовки необходимо, чтобы площадь контактного пятна была не менее 80 % площади прилегания; кромки маслораспределительной канавки имели фаски длиной 1,5 мм, выполнены под углом 7°; маслоподводящие отверстия были чистыми. Для спрессовки следует применять масло малой вязкости: индустриальное 12,20 или цилиндровое 24 (вискозин). При появлении течи через соединение применяют масло индустриальное 45,50 или авиационное МС-14,20.
Шестерни спрессовывают ручным прессом высокого давления или механизированным компрессором. Ручной пресс (рис. 75) может создавать давление до 392 МПа. Плунжер 1 перемещается в канале корпуса под воздействием коромысла 3 при нажатии на рукоятку 4. При ходе 1 плунжера вверх масло подается под воздействием пружины на поршень в плунжерную полость. При движении плунжера вниз масло через обратный клапан 2 выдавливается в маслораздаточную канавку вала и расклинивает соединение. Давление масла не должно превышать 245—294 МПа.
Механизированный компрессор (рис. 76) смонтирован на тележке. Для спрессовки шестерни штуцер 3 подсоединяют к маслопроводящему отверстию вала якоря тягового двигателя. Нагнетание масла осуществляют пневматическим приводом. Сжатый воздух давлением 686 кПа попадает в золотниковую распределительную камеру 1, золотник под действием поршня 2 перемещается и открывает доступ воздуха в камеру А. Главный поршень 4, перемещаясь, штоком воздействует на плунжер 5, и масло из бачка 8 через плунжер 7 и обратный клапан б поступает в трубку высокого давления и под снимаемую деталь. При движении золотника в обратном направлении воздух попадает в полость В, а из полости А выходит в атмосферу. Главный поршень движется в обратном направлении, и масло засасывается в блок высокого давления, затем цикл повторяется. Так под действием возвратно-поступательного движения плунжера масло нагнетается в гидросистему. При применении перечисленных выше способов снятия шестерни необходимо строго соблюдать правила безопасной работы.
Двигатель после съема шестерен подают на кантователь позиции разборки (рис. 77). Снимают крышку подшипниковой камеры и с помощью индукционного нагревателя снимают лабиринтное кольцо. Для отворачивания болтов подшипниковых щитов применяют пневматические реверсивные гайковерты ПГ-1, подвешенные на консольных поворотных балках с пружинными балансирными приспособлениями, обеспечивающими удержание гайковерта в заданном подвешенном положении.
Выпрессовку подшипниковых щитов ведут крановым или ручным гидравлическим прессом. Однако неоднократная выпрессовка щитов приводит к ослаблению посадки щита и необходимости восстановления натяга. Поэтому распространение получил безударный метод выемки и постановки щитов с нагревом горловин остова индукционным нагревателем (рис. 78), состоящим из катушки/и равномерно распределенных на шине 2 магнитопроводов 5. Катушка 1 имеет 35 витков из прямоугольного медного провода площадью сечения 2,1 х 30 мм 2 . Провод изолирован асбестовой лентой, пропитанной составом из жидкого стекла, маршалита и молотого шамота в пропорции 1: 0, 5 : 0,5 м. ч. Напряжение питания 380 В переменного тока частотой 50 Гц, номинальный ток ПО А, мощность 24 кВт,„время нагрева горловины 4 остова 4 — 5 мин
до температуры 130 — 140°С. Индукционный нагреватель за захваты ставят и снимают краном.
Снимают щит со стороны, противоположной коллектору, за рым-болт вынимают якорь, затем перекантовывают остов и снимают щит со стороны коллектора. Щиты направляют на выпрессовку подшипников, обмывку и ремонт, а якорь подают на позицию дефектировки.
Ремонт остова . Технологическая схема ремонта: очистка внутренней полости и элементов магнитной системы, дефектировка и определение полного объема ремонта, ремонт механической части, ремонт электрической части, испытание, окраска. Остов является основной базовой деталью для сборки всех элементов двигателя, испытывает в эксплуатации значительные механические нагрузки, а токоведущие части подвергаются механическим, токовым, электродинамическим нагрузкам, воздействию пыли и атмосферной влаги. При движении т. п. с. остов подвергается вибрациям с ускорением 5 — 17 g , и эти ускорения резко возрастают с увеличением жесткости пути в зимнее время. Частота вибраций остова складывается из возмущающих колебаний около 3 Гц с собственной частотой двигателя 15 — 50 Гц. Кроме того, по данным исследований, вибрации с частотой до 1,2 кГц и амплитудой 42 g передаются остову при значительном износе зубчатой передачи. Значительные механические воздействия не поглощаются подвешиванием двигателя и являются одной из основных причин образования трещин в остове, ослабления посадки катушек, расслоения и растрескивания их корпусной изоляции, обрывов межкатушечных соединений и консольной части компенсационной обмотки.
Большое количество охлаждающего воздуха, проходящего через двигатель, с высокой концентрацией пыли является причиной значительных пылевых отложений во внутренней полости остова. Анализ пыли, взятой из остова тягового двигателя агрегата ПЭ2М, работающего на откатке горной массы из железнорудного карьера, имеет следующий состав, %: железо общее — 31,2; закись железа — 18,6; железо металлическое — 1,89; медь — 3,78; цинк — следы; окись кальция — 3,99; окись магния — 2,87; окись алюминия — 4,57; сера — 0,88; кварц-28,3; щеточная пыль — 2,92; прочее — 1. Гранулометрический состав пыли неоднороден: на обдуваемой поверхности катушек размер частиц 0,5 — 10 мкм, в технологических углублениях магнитной системы — 20 — 50 мкм. Значительные скопления пыли отмечаются в нижней части полюсных катушек, в местах соединения выводов, на лобовых частях компенсационной обмотки.
Причинами высокой запыленности являются отсутствие фильтров и несовершенная конструкция остова, не позволяющая периодическую его продувку на технических обслуживаниях и текущих ремонтах. Исследования показывают, что слой сухой пыли от 0,5 до 50 мг/см2 пробивается при напряжении 8 — 8,5 кВ, однако при увлажнении пыли атмосферной влагой пробивное напряжение снижается до 1 — 1,4 кВ. Указанными причинами объясняется повышенная аварийность обмоток якоря и магнитной системы в осенний, зимний и весенний периоды (рис. 79). Поэтому качественная очистка внутренней полости остова, деталей магнитной системы, якоря является важным звеном в технологической цепи ремонта тяговых двигателей.
Как показал опыт ремонта тяговых двигателей с разборкой, очистка остова продувкой неэффективна. Значительное количество пыли остается в технологических углублениях, «мертвых зонах», неровностях и щелях лобовых и пазовых частей обмоток. При последующей пропитке скопления пыли покрываются лаковой пленкой и являются центрами электрических разрядов, разрушающих изоляцию.
Наиболее эффективным методом очистки является обмывка остова в моечной машине (рис. 80). В камере 1 цилиндрической формы расположен поворотный стол 4 и душевая система 2, 3, состоящая из одной боковой, одной центральной и трех фигурных труб с соплами. Обмывка производится одновременно снаружи и изнутри с очисткой полостей между полюсами горячей водой температурой 80 — 90°С. Вода нагревается в паровом смесителе 5, расположенном в нижней части камеры, и подается центробежным насосом 6 с подачей 70 м/ч. Камера оборудована вытяжной вентиляцией. При частоте вращения стола 10 об/мин продолжительность обмывки 15 — 20 мин. Очистка характеризуется высоким качеством, а снижения уровня сопротивления изоляции катушек, пропитанной в термореактивном эпоксидном компаунде ЭМТ-1 («Монолит-2»), практически не происходит. Если после обмывки отмечается резкое падение сопротивления изоляции, это свидетельствует о нарушении корпусной изоляции. Таким образом, наряду с качественной очисткой метод позволяет в известной мере диагностировать состояние изоляции катушек магнитной системы.
После обмывки остов сушат в печи ПАП-32 (рис. 81). Печь состоит из камеры 1, всасывающего вентиляционного канала 2, решетки 4 с устройством для изменения площади ее сечения, центробежного вентилятора 5 с двигателем 6. Камера герметична и состоит из двух отсеков. Один отсек с самоходной тележкой 3 предназначен для загрузки деталей, а в другом размещен вентилятор. Воздух движется по каналам, расположенным в стенках камеры, со скоростью 25 м/с. Температуру печи регулируют в пределах 180 – 200°С изменением площади сечения всасывающих отверстий решетки. Свежий воздух поступает через заборник, а влажный частияно выходит через выхлопную трубу. Контроль сопротивления изоляции производят периодически и при восстановлении требуемого уровня сопротивления (не менее 5 МОм) сушку прекращают.
Дефектировка и определение полного объема ремонта остова . Для качественного выполнения ремонта следует подробно ознакомиться с характером отказов тяговых двигателей в эксплуатации, которые были зафиксированы в Журнале технического состояния, книге ремонта, паспорте, или вызвать эти данные из информационного банка тягового агрегата. Такие данные целесообразно сгруппировать по роду отказов в дефектной описи, ввести в объем ремонта необходимые работы по восстановлению и контрольные проверки. Это обязательно следует выполнять для тяговых двигателей с признаками «хронических болезней»: повреждения межкатушечных соединений, выводов катушек, частые случаи повреждений круговым огнем, неудовлетворительная коммутация в эксплуатационных режимах.
Для производства дефектировки остов устанавливают на кантователь с кулачковыми захватами (см. рис. 77) и осматривают с поворотом на 360° для выявления дефектов. Наиболее вероятные места появления трещин: торцовые стенки (лучевые трещины от отверстий под болты крепления подшипниковых щитов); углы горловин коллекторных люков и вентиляционных окон; средняя часть моторно-осевой горловины; углы ушек для крепления букс моторно-осевых подшипников; кронштейн подвески. Трещины выявляют методом цветной дефектоскопии или с помощью магнитных карандашей. Штангой с микрометрической головкой проверяют овальность горловин подшипниковых щитов.
Проверяют диаметр, овальность и конусность моторно-осевых горловин, расстояние между гранями пазов для посадки букс моторно-осевых подшипников, непараллельность по длине посадочной поверхности паза в остове для посадки букс, длину остова по внешним кромкам горловины под моторно-осевые подшипники, толщину приливов остова для крепления букс, расстояние между верхним и нижним поддерживающими выступами подвески двигателя.
Для измерений применяют штанги с микрометрической головкой, нутромеры, штангенциркули, штихмассы. Полученные данные сравнивают с чертежными размерами и допусками на износ. Резьбовые отверстия проверяют проходным и непроходными резьбовыми калибрами. Проходной калибр должен вворачиваться свободно, но без люфта, непроходной — только на две-три первые нитки. Поверочной линейкой и пластинчатым щупом проверяют выработку плоскостей горловин коллекторных люков и окон присоединения вентиляционного патрубка. Осматривают коллекторные люки, проверяют состояние замков.
Проверяют состояние болтов крепления полюсов. Признаком обрыва (ослабления) болта является разрушение компаундной заливки. При систематических случаях обрыва болтов проверяют их целость с помощью ультразвукового контроля без разборки. Отмеченные при осмотре дефекты заносят в опись ремонта (ремонтный лист). Проверяют посадку катушек магнитной цепи. Признаками ослаблений катушки являются сдвиги при легких ударах деревянным молотком по торцу катушки, а также выступание пыли от натертости корпусной изоляции на башмаке полюса и поверхности остова в месте постановки.
Если данные об отказах в эксплуатации свидетельствуют о неудовлетворительном состоянии межкатушечных соединений и выводов катушек, необходимо испытать все соединения двойным часовым током в течение 8 — 10 мин. Степень нагрева определяют на ощупь рукой, однако использование этого метода не всегда бывает эффективным, так как толщина изоляции различна и теплопроводность неодинакова. Более эффективной является проверка со снятием изоляции соединений. При низкой надежности соединений это целесообразно производить даже в том случае, если необходимо демонтировать катушку компенсационной обмотки. Проверяют плотность посадки катушки компенсационной обмотки в пазах полюса, клиньев, качество крепления лобовых частей к остову.
П ри слабой коммутационной надежности двигателя, которая проявляется в частых случаях повреждений круговым огнем, необходимо проверить симметрию магнитной цепи: измерить расстояние между осями главных и дополнительных полюсов; проверить параллельность расположения оси полюсов относительно оси якоря; измерить концентричность главных и дополнительных полюсов относительно оси якоря; измерить воздушный зазор между цилиндрической частью якоря и сердечниками главных и дополнительных полюсов.
При выполнении таких измерений за базовую принимают поверхность расточки горловин. Измерительное устройство (рис. 82), позволяющее выполнить все указанные измерения с одной установки, имеет самоустанавливающиеся штанги 1, располагаемые в горловинах остова 2. В подшипниках 3, 7 вращается вал 4, на который по скользящей посадке установлена втулка 5 с закрепленной измерительной штангой. На подшипнике закреплен лимб 10 с градусными делениями. Рукояткой 9 вращают винт 6, при этом втулка 5 перемещается по валу, а стрелка 11, закрепленная на валу, показывает угол его поворота.
Технология указанного комплекса проверок принята следующей. Обмеливают среднюю часть полюсов, центроискателем находят центр наконечника и чертилкой намечают ось. Вставляют самоустанавливающиеся штанги и проверяют концентричность подшипников устройства относительно расточки горловин. В подшипники вставляют вал и закрепляют его стопорными кольцами 8. Расстояние между осями полюсов измеряют поворотом вала и последовательным совмещением острия измерительной штанги с осью полюса. Результат определяют по показаниям стрелки на лимбе. Таким образом проверяют не только симметрию расположения главных и дополнительных полюсов, но также их взаимное расположение.
Параллельность расположения оси полюсов проверяют установкой острия штанги на нанесенную ранее риску (геометрическую ось полюса) и при неподвижном вале перемещают измерительную штангу вдоль вала от начала полюса до конца. Смещение штанги с оси полюса определит ее непараллельность. Концентричность главных и дополнительных полюсов проверяют установкой штанги на ось полюса и вращением вала, оставляя штангу неподвижной, производят измерения по делениям, нанесенным на подвижную часть штанги.
В оздушный зазор между сердечником полюса и якорем измеряют набором шариковых щупов. Щуп (рис. 83) представляет собой стальную проволоку 2 диаметром 2—3 мм с калиброванным шариком 1 на конце. Изменяя диаметр шарика, можно с достаточной точностью измерить воздушный зазор в собранном двигателе через коллекторный люк.
Если конструкция двигателя не позволяет использовать такой щуп, измерение производят описанным выше устройством (см. рис. 82). Подвижной частью измерительной штанги устанавливают радиус цилиндрической части сердечника якоря и, вращая вал, последовательно пластинчатым щупом измеряют зазор между иглой штанги и сердечником полюса. Результаты произведенных контрольных проверок сравнивают с допустимыми размерами при выпуске из ремонта (мм), которые для тяговых двигателей НБ-406, НБ-412П и ДТ-9Н должны быть:
Расстояние от оси вращения якоря до поверхности сердечника по оси главных полюсов тяговых двигателей:
Источник
