Методы организации ТО.
На АТП применяются следующие методы организации производства ТО и TP подвижного состава: специализированных бригад; комплексных бригад; агрегатно-участковый; операционно-постовой; агрегатно-зональный и др.
Из них первые три получили наибольшее распространение.
Метод специализированных бригад представляет собой такую форму организации производства, при которой работы каждого вида ТО и TP выполняются специализированными бригадами рабочих (рис. 5.1). Бригады, выполняющие EO,ТO-1, ТО-2 и ремонт агрегатов, комплектуются из рабочих необходимых специальностей, имеют свой объем работ, необходимый штат исполнителей и отдельный фонд заработной платы.
При такой организации работ обеспечивается технологическая однородность каждого участка (зоны), облегчается маневрирование внутри него людей, инструмента, оборудования, упрощаются руководство и учет количества выполненных тех или иных видов технических воздействий.
Однако одним из существенных недостатков данной организации работ является недостаточно удовлетворительное качество ТО автомобилей, выражающееся в малой надежности их работы на линии.
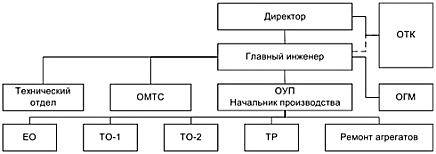
Рисунок 5.1 – Организационная структура управления при методе специализированных бригад
Как показала практика, этот существенный недостаток данной организации производства обусловлен отсутствием необходимой ответственности исполнителей за техническое состояние и надежную работу подвижного состава. Эффективность данного метода повышается при централизованном управлении производством и применении комплексной системы управления качеством ТО и TP, с соответствующим обеспечением персональной ответственности исполнителей за результаты работ.
Метод комплексных бригад характеризуется тем, что каждое из подразделений (например, автоколонна) крупного АТП имеет свою комплексную бригаду, выполняющую ТО-1, ТО-2 и TP закрепленных за ней автомобилей. Централизованно выполняются только EO и ремонт агрегатов. В комплексные бригады входят исполнители различных специальностей, необходимыми для выполнения закрепленных за бригадой работ (рис. 5.2).
При такой организации недостаточная ответственность за качество ТО, а следовательно, и увеличение объема работ по TP остаются, как и при специализированных бригадах, но ограничиваются размерами комплексной бригады.
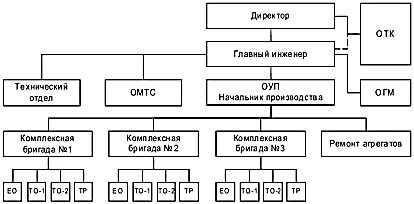
Рисунок. 5.2 – Организационная структура управления производством при методе комплексных бригад
Кроме того, данный метод затрудняет организацию поточного ТО автомобилей. Материально-технические средства (оборудование, оборотные агрегаты, запасные части, материалы и т. п.) распределяются по бригадам и, следовательно, используются неэффективно. Однако существенным преимуществом этого метода является бригадная ответственность за качество проводимых работ.
Агрегатно-участковый метод организации производства состоит в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, полностью ответственными за качество и результаты своей работы. Эти участки являются основными звеньями производства. Каждый из основных производственных участков выполняет все работы по ТО и TP одного или нескольких агрегатов (узлов, систем, механизмов, приборов) по всем автомобилям АТП.
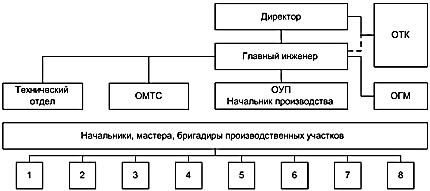
Рисунок. 5.3 – Организационная структура управления при
Работы распределяются между производственными участками с учетом величины производственной программы, зависящей от количества подвижного состава на АТП и интенсивности его работы.
Работы, закрепленные за основными производственными участками, выполняются на тупиковых постах ТО и TP автомобилей либо на соответствующих постах поточной линии, а работы вспомогательных производственных участков – в цехах и частично на постах и линиях ТО.
Агрегатно-участковый метод организации ТО и TP предусматривает тщательный учет всех элементов производственного процесса, а также расхода запасных частей и материалов.
Основным первичным документом является листок учета ТО и ТР , в котором указывается время выполнения работ, фамилии исполнителей и оформляются подписи лиц, ответственных за выполненную работу. Кроме того, на основании данных листка учета и ряда дополнительных сведений заполняется лицевая карточка на каждый автомобиль, в которой отражаются сведения о количестве технических воздействий, простоев, ежедневном пробеге автомобиля. Эти документы дают представление о том, как часто ремонтируется автомобиль, почему и где он простаивает, какие агрегаты и как часто ремонтировались, как эксплуатируется
При агрегатно-зональном методе, так же, как и при агрегатно‑участковом, в технической службе предприятий создают бригады, специализированные по видам агрегатов, узлов и систем автомобилей. При этом число основных бригад рабочих соответствует числу специализированных зон ТО-2 и ремонта. ТО-2 выполняется только в межсменное время, а текущий ремонт – в несколько смен, включая также межсменное время. Производство ТО-2 и сопутствующих ремонтов осуществляется за несколько приемов-заездов (от трех до пяти). Однако в отличие от операционно-постового метода эти заезды планируют не на последующие друг за другом дни, а в строгом соответствии с днями планового проведения ТО-1.
Дата добавления: 2017-06-02 ; просмотров: 3256 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Организация текущего ремонта автомобилей




Занятие №60
1. Распределение работ по текущему ремонту на постовые и участковые (цеховые) работы.
2. Агрегатный и индивидуальный методы организации текущего ремонта. Их преимущества и недостатки, целесообразность применения.
1.Распределение работ по текущему ремонту на постовые и участковые (цеховые) работы.
Текущим ремонтом (ТР)-называется устранение отказов и неисправностей автомобиля в процессе его эксплуатации.
Организация текущего ремонта подвижного состава является одной из наиболее актуальных задач АТП. Простои автомобилей в ремонте и ожидании его очень высоки, вследствие чего до 25 % автомобильного парка ежедневно не выпускается на линию. Снижение качества ТР вследствие его слабой организации ведет к уменьшению межремонтных пробегов и, следовательно, к росту объема ТР.

Следовательно, важнейшей задачей организации ремонта является снижение времени простоя автомобилей в ТР и его ожидании. В обеспечении качества ТР особую роль играет установление прямой связи между результатами труда и заработной платой персонала. Кроме того дополнительным условием своевременного выполнения ТР является наличие на складах АТП фонда оборотных агрегатов, узлов и механизмов, а также необходимых материалов, деталей и приборов.


 Текущий ремонт автомобиля производится одним из двух методов: агрегатным или индивидуальным.
Текущий ремонт автомобиля производится одним из двух методов: агрегатным или индивидуальным.
При агрегатном методеремонт автомобилей производится путем замены неисправных агрегатов исправными, ранее отремонтированными или новыми из оборотного фонда. Неисправные агрегаты после ремонта поступают в оборотный фонд. В том случае, когда неисправность агрегата, узла, механизма или детали целесообразнее устранить непосредственно на автомобиле в межсменное время (когда для производства ремонта достаточно межсменного времени), замены обычно не производят.
Агрегатный метод позволяет сократить время простоя автомобиля в ремонте, поскольку замена неисправных агрегатов и узлов на исправные, как правило, требует меньшего времени, чем демонтажно-монтажные работы, производимые без обезличивания агрегатов и узлов.
При агрегатном методе ремонта возможно, а часто и целесообразно ремонт агрегатов, механизмов, узлов и систем производить вне данной организации, в специализированных ремонтных организациях (или АТО).
При индивидуальном методеремонта агрегаты не обезличиваются. Снятые с автомобиля неисправные агрегаты (узлы) после восстановления ставят на тот же автомобиль. При этом время простоя автомобиля в ТР больше, чем при агрегатном методе. В этом случае ресурс агрегатов, узлов и деталей используется в большей мере, так как достигается лучшая соосность и подгонка в посадочных местах.
Организация производства в зонах ТР АТО возможна на основе двух методов: универсальных и специализированных постов.
Метод универсальных постовпредусматривает выполнение работ на одном посту бригадой ремонтных рабочих различных специальностей или рабочими-универсалами высокой квалификации.
Метод специализированных постовпредусматривает выполнение работ на нескольких, специализированных для выполнения определенного вида работ (по двигателю, трансмиссии и др.) постах. Универсальный пост ТР обычно представляет собой осмотровую канаву, оснащенную оборудованием, обеспечивающим выполнение любых работ ТР на автомобиле.
Каждый специализированный пост оснащается оборудованием в соответствии с характером выполняемых на нем работ. Специализация постов ТР позволяет максимально механизировать трудоемкие работы, снизить потребности в однотипном оборудовании, улучшить условия труда, использовать менее квалифицированных рабочих, повысить качество работ и производительность
Рабочие места для замены и ТР двигателей грузовых автомобилей, как правило, организуют на изолированных стандартных осмотровых тупиковых канавах. Специализированные рабочие посты для ТР двигателей могут быть двух типов: для снятия и установки двигателей и для ТР двигателей на автомобилях. Они различаются оснащением и числом одновременно работающих исполнителей.

Рабочий пост для ТР двигателей целесообразно размещать вблизи моторного (агрегатного) участка, рядом с участком комплектования, проверки и обкатки двигателей. Пост целесообразно оснастить диагностическим оборудованием для обеспечения контроля и регулировки после проведения работ ТР. Узлы и детали двигателя, снимаемые при текущем ремонте (головка блока, водяной насос, клапаны, пружины и т.д.), очищают и ремонтируют в моторном (агрегатном) участке.
Рабочие посты, специализированные по ремонту других агрегатов и систем, организуют аналогично универсальным постам, но со специализацией оборудования. Специфика ТР газовой аппаратуры требует создания специализированных постов и организации работы на них специальных ремонтных рабочих.
В числе специализированных постов создаются и оснащаются посты для производства ряда диагностических и регулировочных работ. Необходимость их организации вызвана применением при выполнении работ ТР специального диагностического оборудования. К таким постам, организуемым исходя из экономически соображений и повышения качества работ, относятся:
· посты диагностики и регулировки тормозов автомобилей, оборудованные роликовыми тормозными стендами;
· посты диагностики и регулирования углов установки колес автомобилей, оборудуемые оптическими стендами.
При организации технологических процессов на производственных участках учитывают следующие принципы:
1) специализация производственных участков производится по технологии работ (слесарные, кузнечные, сварочные, малярные и т.д.) и по группам агрегатов, узлов, деталей автомобиля (агрегатные, электротехнические, аккумуляторные и т.д.);
2) обеспечение коротких производственных связей между зоной ТР и каждым производственным участком (складами запасных частей, агрегатов и участками), которых стремятся добиться
при организации производственных участков;
3) обеспечение технологической последовательности операций
текущего ремонта автомобилей.
Организация работы в каждом производственном участке производится в соответствии с технологической последовательностью операций ТР. Принятая технологическая последовательность определяет выработку организационных и планировочных решений производственных участков по ТР автомобилей. Примеры решений далее представлены по участкам и отделениям.
Агрегатный участокпроизводит ремонт большинства агрегатов автомобиля (двигателя и его узлов, сцепления коробки передач, карданной передачи, заднего и переднего мостов, рулевого управления и др.), причем в основном заменой неисправных деталей (рис. 34.2).

1 — стеллаж для деталей; 2 — ларь для обтирочных материалов; J — станок для расточки тормозных барабанов; 4— радиально-сверл ильный станок; 5, 17— верстаки слесарные; 6— шкаф для приборов и инструментов; 7— стенд для ремонта коробки передач; 8— стенд для разборки и регулировкисцеплений; 9 — гидравлический пресс 40 т; 10 — стенд для ремонта редукторов задних мостов; 11 — стенд для ремонта передних и задних колес; 12 — стенд для клепки тормозных накладок; 13 — стеллаж для инструментов; 14 — настольный пресс 3 т; 15 — заточный станок; 16 — моечная ванна; 18 — стенд для ремонта карданных валов и рулевых механизмов: 19 — передвижная моечная ванна; 20 — заточный станок; 21 — вертикально-сверлильный станок; 22 — раковина для мытья рук; 23 — электрический рукосушитель; 24 — ларь для отходов
Такое распределение позволяет специализировать рабочих на ремонте двигателей как наиболее сложном агрегате.
Технологический процесс ремонта включает: мойку агрегата; подразборку в соответствии с объемом ремонта; мойку снятых деталей и их дефектовку; сортировку деталей и их комплектовку после ремонта; сборку и испытание агрегата. Разборочно-сборочные работы в агрегатном участке, как правило, проводят на специализированных стендах, обеспечивающих возможность подхода к ремонтируемому агрегату с разных сторон, а также поворот и наклон агрегата для удобства работы.
Электротехническое отделение. В электротехническом отделении проводят ремонт и контроль генераторов, стартеров, приборов зажигания, контрольно-измерительных приборов и другой аппаратуры. Разборка-сборка агрегатов электрооборудования проводится в основном на верстаках с применением универсального инструмента и специальных приспособлений. Ремонт деталей и узлов включает замену обмоток и изоляции, припайку проводов, слесарные работы.
Аккумуляторное отделение состоит из четырех зон: кислотной (по приготовлению электролита); зарядной; ремонтной (по ремонту и проверке батарей); аппаратной (для размещения аппаратуры для заряда батарей). В зависимости от размеров АТО указанные зоны размещают: в отдельных четырех помещениях; в двух помещениях, объединяя первую со второй и третью с четвертой зоной; в одном помещении, организуя работы первой и третьей зон в шкафах с индивидуальной вытяжной вентиляцией.
Слесарно-механический участок. В нем проводят восстановление и изготовление относительно простых деталей и сборку узлов в основном для зоны ТР и агрегатного участка.

В слесарно-механическом участке обрабатывают детали под ремонтные размеры, изготавливают крепежные и другие детали (болты, шпильки, втулки и др.), подготавливают детали к сварке и обрабатывают после сварки и т. п. В общей трудоемкости ТР слесарно-механические работы составляют 4. 12 %.
Медницкое отделение. Медницкие работы составляют примерно 2 % объема работ по ТР и предназначены для восстановления repметичности деталей, изготовленных в основном из цветных материалов. В нем производится ремонт радиаторов, топливных баков, трубок, бачков и восстановление других деталей пайкой.
Сварочно-жестяницкий участок.Сварочные работы предназначены для ликвидации трещин, разрывов, поломок, а также прикрепления кронштейнов, уголков и т. п. В АТП применяют электродуговую и газовую сварку. Работы газовой сварки обычно подразделяют на сварку деталей из толстолистовой стали и сварку тонколистовой стали кузовов (кабин), а также тонкостенных деталей. Электросваркой ремонтируют массивные детали (раму, кузов самосвала).
Карбюраторный участок. В крупных АТО работы по ремонту приборов системы питания могут выполняться в карбюраторном участке, g мелких организациях эти работы могут объединяться с электротехническими работами. Карбюраторный участок специализируется на проведении контроля, регулировки и ремонта карбюраторов, топливных насосов, фильтров и т.д. При наличии в АТО автомобилей, имеющих карбюраторные и дизельные двигатели, могут создаваться два территориально разделенных отделения.
Участок по ремонту газовой аппаратуры.Для ремонта газовой аппаратуры автомобиля создается специализированный участок. В нем проводятся контроль, регулировка и ремонт редукторов высокого и низкого давления, газовых и бензиновых клапанов, фильтров и другой газовой аппаратуры.
Обойный участок.В нем осуществляется ремонт и изготовление подушек, спинок, сидений и внутренней обивки кузовов, зимних чехлов на радиаторы и капоты двигателей, а также чехлов сидений и тентов.
Столярно-кузовной участок. В нем производится ремонт и изготовление кузовов грузовых автомобилей, деревянных частей кабины, оковки крюков и других деталей. Часто в этом участке проводят и арматурные работы (ремонт стеклоподъемников, дверных ручек, петель, замков и др.).
Кузнечный участок.В кузнечном участке проводят ремонт и изготовление деталей с применением нагрева (правка, горячая клепка, ковка деталей) и ремонт рессор. Основная доля работ связана с ремонтом рессор — заменой сломанных листов, рихтовкой (восстановление первоначальной формы) листов, имеющих пониженную упругость. Собранные рессоры испытывают нагрузкой. Кроме того, в кузнечном участке изготавливают различного вида стремянки, хомуты, кронштейны.

Шиномонтажный и шиноремонтный участки. В них (рис. 34.4) проводят демонтаж шин с колес, правку дисков и запорных колец окраску дисков, контроль и мелкий ремонт шин, вулканизацию камер, монтаж и балансировку колес
Малярный участок. Малярные работы являются завершающими при ремонте кузова автомобиля, поэтому в малярный участок (рис. 34.5) автомобили поступают после выполнения всех видов работ.
При организации работы в малярном участке наибольшее число рабочих мест создается для подготовки автомобиля к окраске. Окраска и сушка автомобилей производятся в специальных камерах.
Источник