Организация труда ремонтных рабочих




![]()
![]()
Методы организации труда ремонтных рабочих в АТП.
В АТП организуются ремонтные бригады, которые могут быть комплексными и специализированными.
Комплексные бригады организуются на небольших АТП, имеющих менее 100 ед. подвижного состава, а также в тех случаях, когда на предприятии не хватает производственных помещений и оборудованных рабочих постов.
Для повышения ответственности за техническое состояние автомобилей на некоторых АТП создаются крупные комплексные бригады из 25-30 чел., выполняющие все виды технического обслуживания и текущие ремонты автомобилей из закрепленной за ними автоколонны.
На крупных и средних АТП организуются специализированные бригады, выполняющие определенные виды технического обслуживания или ремонта подвижного состава. Наиболее часто специализированные бригады организуются для выполнения ЕО и ТО. При техническом обслуживании ТО-2 в большинстве случаев выполняется определенный объем текущих ремонтов.
В состав комплексных бригад по ТО-2 входят слесари, регулировщики, смазчики и электрики. За ними могут также закрепляться рабочие производственно-вспомогательных цехов. В этом случае некоторые контрольно-регулировочные и ремонтные работы могут выполняться со снятием агрегатов, узлов или приборов с автомобиля и направлением их для соответствующих работ в цехи.
В специализированных бригадах осуществляется максимальное разделение труда, при котором каждый рабочий выполняет определенные работы. На рабочих постах применяются специализированное основное технологическое оборудование, необходимые средства для подъема и транспортировки агрегатов, приборы для осмотра и диагностики агрегатов автомобилей. Вследствие этого сокращается объем вспомогательных работ, повышается производительность труда рабочих, улучшается качество выполняемых работ.
Большое значение для обеспечения своевременного выпуска автомобилей на линию имеет организация труда специализированных бригад по текущему ремонту автомобилей. Они состоят в основном из слесарей. Иногда к ним прикрепляют рабочих производственно-вспомогательных цехов. Основная задача таких бригад – быстрое устранение неисправностей и поломок автомобилей. Бригады по текущему ремонту должны работать круглосуточно (несколько бригад работает посменно) с наибольшей производительностью труда в ночные часы.
Автомобили могут закрепляться и не закрепляться за бригадами по текущему ремонту. В первом случае ремонтные бригады делятся на звенья, которые работают в различные смены и ремонтируют автомобили, пришедшие с линии с техническими неисправностями.
Закрепление автомобилей за ремонтными бригадами способствует повышению ответственности за качество ремонта.
В последнее время на автомобильном транспорте получили широкое распространение три метода организации труда ремонтных рабочих.
Метод специализированных бригад, предусматривающий формирование по признакам специализации и технического воздействия на автомобиль, состоит в том, что создаются бригады, на каждую из которых в зависимости от объемов работ планируются определенное количество рабочих необходимых специальностей (рис. 91).
Специализация бригад по видам воздействий – ЕО, ТО-1, ТО-2, диагностирование, ТР, ремонт агрегатов, способствует повышению производительности труда рабочих за счет применения прогрессивных технологических процессов и механизации, повышения навыков и специализации исполнителей на выполнение закрепленной за ними ограниченной номенклатуры технологических операций.
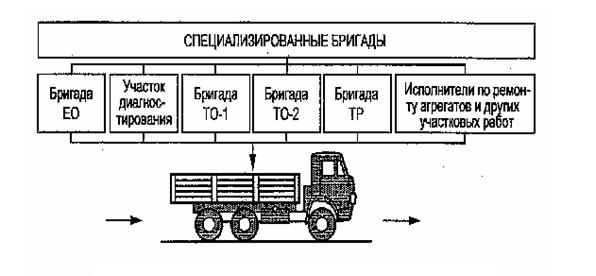
Рис. 91. Схема обслуживания подвижного состава методом специализированных бригад
Преимущества: при такой организации работ обеспечивается технологическая однородность каждого участка, (зоны), создаются предпосылки к эффективному оперативному управлению производством за счет маневра людьми, запасными частями, технологическим оборудованием и инструментом, упрощаются учет и контроль выполнения тех или иных видов технических воздействий.

Существенным недостатком данного метода организации производства является слабая персональная ответственность исполнителей за выполненные работы. В случае преждевременного отказа сложно проанализировать все причины, установить конкретного виновника снижения надежности, так как агрегат обслуживают и ремонтируют рабочие различных подразделений.
Метод комплексных бригад предусматривает формирование производственных подразделений по признакам специализации и технического воздействия на автомобиль. Метод состоит в том, что создаются бригады, на каждую из которых закрепляются подразделения по признаку их предметной специализации, т. е. закрепление за бригадой определенной группы автомобилей (например, автомобилей одной колонны, автомобилей одной модели, прицепов и полуприцепов), по которым бригада проводит ТО-1, ТО-2 и ТР (рис.92).
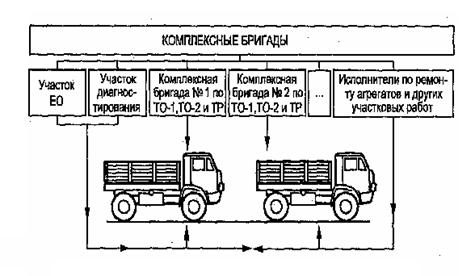
Рис. 92. Схема обслуживания подвижного состава методом комплексных бригад
При этом централизованно, как правило, выполняются ЕО, диагностирование и ремонт агрегатов.
Метод комплексных бригад характеризуется тем, что каждое из подразделений (например, автоколонна) крупного АТП имеет свою комплексную бригаду, выполняющую ТО-1, ТО-2 и ТР закрепленных за ней автомобилей. Централизованно выполняются только ЕО и ремонт агрегатов. Комплексные бригады укомплектовываются исполнителями различных специальностей, необходимыми для выполнения закрепленных за бригадой работ.
При такой организации недостаточная ответственность за качество ТО, а следовательно, и увеличение объема работ по ТР остаются, как и при специализированных бригадах, но ограничиваются размерами комплексной бригады.
Кроме того, данный метод затрудняет организацию поточного ТО автомобилей.
Материально-технические средства (оборудование, оборотные агрегаты, запасные части, материалы и т. п.) распределяются по бригадам и, следовательно, используются неэффективно. Однако существенным преимуществом этого метода является бригадная ответственность за качество проводимых работ.
Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, слесарями-регулировщиками, электриками, смазчиками) для выполнения закрепленных за бригадой работ.
Каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, свое в основном универсальное технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей, т. е. происходит сокращение программы и распыление материальных средств АТП, что усложняет организацию производства технического обслуживания и ремонта автомобилей
Сложности управления при этом методе объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и регулирования загрузки отдельных исполнителей по различным комплексным бригадам.
Недостаток этого метода – возникают ситуации, когда рабочие одной комплексной бригады перегружены, а другие недогружены, но бригады не заинтересованы во взаимопомощи.
Агрегатно-участковый метод – метод,при котором все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, ответственными за выполнение всех работ и ТР одного или нескольких агрегатов (узлов, механизмов и систем) по всем автомобилям АТП (рис.93).
Ответственность за ТО и ремонт закрепленных за участком агрегатов, узлов и систем при данной форме организации производства становится персональной.
Результаты работы производственного участка оцениваются по средней наработке на случай ТР соответствующих агрегатов и по простоям автомобилей из-за технических неисправностей агрегатов, закрепленных за участком.
Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТП и интенсивности использования подвижного состава.
На крупных и средних АТП с интенсивным использованием автомобилей число участков, между которыми распределяются работы ТР, принимается от четырех до восьми (см. рис.93).
Работы, закрепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ТР, так и в соответствующих цехах и участках.
Однако и агрегатно-участковый метод не лишен недостатков, главный из которых – децентрализация производства, затрудняющая оперативное управление работоспособностью автомобиля как субъекта транспортного процесса.
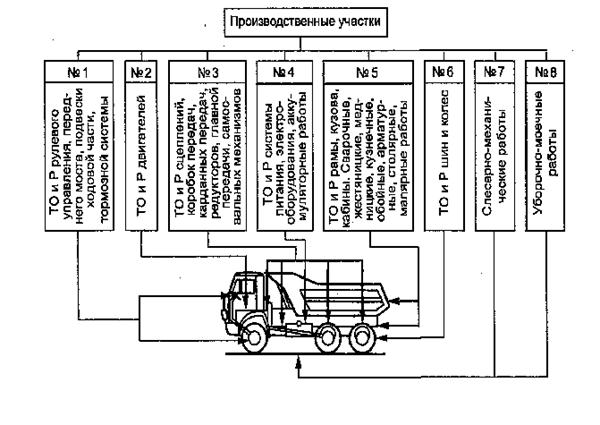
Рис. 93. Схема обслуживания подвижного состава агрегатно-участковым методом
Источник
Организация труда рабочих по ремонту машин
Большое разнообразие типов ремонтных предприятий в ремонтно-обслуживающей базе сельского хозяйства, обусловленное многообразием сельскохозяйственной техники по ее назначению, типам, маркам и конструктивным элементам, а также по условиям эксплуатации, вызывает большое число различных взаимосвязей между этими предприятиями на основе концентрации, кооперирования и специализации производства.
Например, центральные ремонтные мастерские хозяйств и станции технического обслуживания, занимающиеся преимущественно техническим обслуживанием и текущим ремонтом, а также ремонтные мастерские общего назначения, где выполняют текущии и капитальный ремонт различной техники, кооперируют со специализированными предприятиями, на которые направляют часть сборочных единиц и даже деталей (звенья гусениц, блоки, рамы, опорные катки и др.), а оттуда получают отремонтированные.
Специализированные ремонтные предприятия кооперируют между собой. Например, многие предприятия, ремонтирующие тракторы и автомобили, часть агрегатов (двигатели, коробки передач и др.) отправляют в ремонт на другие предприятия, а мотороремонтные предприятия не ремонтируют дизельную топливную аппаратуру, электрооборудование и другие составные части, получая их из других соответствующих специализированных ремонтных предприятий.
Рекламные предложения на основе ваших интересов:
Многообразие взаимосвязей между ремонтными предприятиями и определяют различные методы ремонта и формы организации производственного процесса ремонта машин.
Методы ремонта. На ремонтных предприятиях сельского хозяйства наибольшее распространение получили обезличенный, необезличенный и агрегатный методы ремонта машин.
Обезличенный метод ремонта характеризуется тем, что годные или восстановленные сборочные единицы и детали не сохраняют принадлежность к определенному объекту ремонта, а при сборке могут быть поставлены на любой аналогичный ремонтируемый объект. Этот метод ремонта широко применяют практически на всех специализированных предприятиях, так как он в значительной степени упрощает организацию производства.
Недостатки данного метода заключаются в следующем. Приработанные годные пары деталей раскомплектовывают и при сборке соединяют с деталями разной степени изношенности, не приработанными одна к другой. В результате последующей приработки идет быстрое нарастание износа и значительно снижается ресурс машины (агрегата). Кроме того, обезличенный ремонт затрудняет возможность организации среди механизаторов стимулирования за сохранность машин, так как после каждого очередного ремонта на машину установлены сборочные единицы и детали, неизвестно сколько проработавшие на других неизвестных машинах, то есть после такого ремонта обезличивается вся машина,
Необезличенный метод ремонта характеризуется тем, что годные или восстановленные сборочные единицы и детали сохраняют свою принадлежность к определенному ремонтируемому объекту. Этот метод ремонта практически исключает все недостатки обезличенного ремонта, но значительно усложняет организацию производства на специализированных предприятиях с большим объемом работ. Его главным образом применяют в мастерских колхозов и совхозов и в районных мастерских общего назначения. Преимущество данного метода ремонта состоит в том, что все приработанные годные пары деталей не раскомплектовывают, а устанавливают в те же корпусные детали и на те же машины, в результате чего оставшийся ресурс деталей используется полностью. При таких условиях легче организовать среди механизаторов стимулирование за сохранность машины.
Агрегатный метод ремонта характеризуется тем, что неисправные сборочные единицы и детали заменяют’ новыми или заранее отремонтированными. Весь процесс сводится к выполнению разборочно-сборочных работ, связанных с заменой агрегата. Эти работы можно проводить в небольших мастерских. Резко сокращается простой машины в ремонте и повышается его качество. Сборочные единицы можно отдавать в ремонт на специализированные предприятия.
Этот метод нашел самое широкое применение при ремонте автомобилей, так как современные автомобили легко расчленять на агрегаты (двигатель, передний мост, задний мост и др.). При ремонте тракторов его применяют не так широко из-за более сложной их разборки на отдельные сборочные единицы.
Недостатки агрегатного ремонта такие же, как при обезличенном ремонте: замена сборочных единиц другими приводит к обезличиванию всей машины.
Формы организации труда при ремонте машин зависят от конструктивных особенностей ремонтируемых объектов и объема работ, то есть от типа производства (единичного, серийного и массового) . В практике ремонтного производства сельского хозяйства сложились бригадная, постовая, бригадно-постовая и поточная формы организации труда.
Бригадная форма. Определенная группа (бригада) рабочих, и в их числе тракторист (водитель), ремонтирует одну (свою) или бригадную машину полностью. При этом только отдельные станочные, сварочные, кузнечные и другие специальные работы выполняют рабочие соответствующей профессии. Эту форму организации труда применяют при единичном типе производства, когда малая производственная программа не позволяет расчленять весь объем работ по ремонту одного объекта на отдельные операции. Она характеризуется низкой производительностью труда, длительным пребыванием машин в ремонте, высокой стоимостью и низким качеством ремонта.
Бригадную форму организации труда иногда используют в небольших ремонтных мастерских хозяйств и при ремонте единичных специальных машин (бульдозеров, грейдеров, экскаваторов и др.).
Постовая форма заключается в том, что весь производственный процесс ремонта одного объекта расчленен на группы операций, которые выполняют на отдельных специализированных постах (рабочих местах). В каждую группу подбирают такие операции, которые завершают определенный технологический процесс ремонта какой-либо сборочной единицы: ремонт головок блока, масляного насоса двигателя, ремонт и сборка шатун-но-поршневой группы, коробки передач и др.
Рабочие посты (места) оснащают специальным оборудованием, приспособлениями, инструментом и размещают в последовательности, соответствующей технологическому процессу ремонта, чтобы уменьшить лишнюю транспортировку сборочных единиц, деталей и материалов. Все сварочные, медницкие, кузнечные и станочные работы выполняют в соответствующих отделениях (участках).
Постовая форма организации также присуща единичному типу производства, но как более высокая ступень организации. Ее широко применяют в крупных мастерских колхозов и совхозов, в районных мастерских общего назначения и на станциях технического обслуживания. Количество организуемых постов с постоянными рабочими зависит от объема выполняемых работ и размеров мастерской, то есть от мощности ремонтного предприятия. Чем больше годовая программа предприятия, тем лучше условия для организации такой формы труда и тем больше создается рабочих постов. При этом машина меньшее время пребывает в ремонте, так как большинство ее сборочных единиц ремонтируют одновременно (параллельно). Закрепление постоянных рабочих на одном рабочем месте повышает их квалификацию, улучшает использование оборудования, ведет к росту производительности труда и качества ремонта.
Бригадно-постовая форма характеризуется сочетанием бригадной и постовой форм: бригада выполняет основные разборочно-сборочные и заключительные операции, а на специализированных постах организуют ремонт и сборку отдельных сборочных единиц, сварочные, станочные, кузнечные и другие работы. Эту форму организации труда используют в основном в центральных ремонтных мастерских хозяйств.
Поточная форма характеризуется расчленением технологического процесса ремонта на отдельные операции, выполняемые постоянными рабочими на определенных рабочих местах, расположенных на поточной линии. Ремонтируемая машина (агрегат) при сборке перемещается от одного рабочего места к другому специальными транспортными средствами конвейерного типа или вручную по рольгангам, рельсовому пути, на тележках и другими способами.
Поточная форма организации труда обеспечивает высшую ступень специализации, высокие производительность труда и качество ремонта и низкую себестоимость процесса.
Поточную форму организации ремонта применяют в крупных специализированных мастерских и на ремонтных заводах с серийным и массовым типом производства.
Источник
