Основные неисправности рамы тележки и технологическая схема ремонта. Детали рессорного подвешивания в процессе эксплуатации
Страницы работы
Содержание работы
2.4 Основные неисправности рамы тележки и технологическая
В процессе эксплуатации тележки подвержены действию значительных нагрузок, которые наряду с естественным износом и коррозией приводят к трещинам и надрывам в элементах рамы, ослаблению заклепочных, болтовых и сварных соединений, деформациям.
К основным неисправностям рамы тележки относятся: трещины в местах сварки ; трещины в поперечных, продольных и шкворневой балках; трещины в кронштейнах тормозной системы, гасителей колебаний; излом и деформация кронштейнов тормозной системы, гасителей колебаний, подвески ТЭД; выработка накладок вертикальных и горизонтальных упоров, втулок кронштейнов тормозной системы, рессорного подвешивания, подвески ТЭД; срыв резьбы резьбовых соединений; прогиб поперечных балок, боковин рамы, шкворневой балки; изгиб листов и переходов воздушных каналов.
Втулки кронштейнов подлежат замене в случае ослабления посадки в гнездах кронштейнов и предельного износа.
В рессорном подвешивании возможны случаи возникновения трещин, поломки пружин и потеря упругости; излом и скол опорных поверхностей пружин; трещины в подвесках и балансирах; возможны перекос балансиров и задевание их о раму тележки; ослабление втулок в подвесках и балансирах.
Причинами неисправностей рессорного подвешивания могут быть плохая и несвоевременная смазка, перекос балансиров, заклинивание деталей.
Детали рессорного подвешивания в процессе эксплуатации подвергаются значительным динамическим нагрузкам, что способствует быстрому износу.
Кожуха зубчатой передачи имеют неисправности в виде трещин, пробоин, короблений, вмятин. Кожух зубчатой передачи подлежит замене при наличии: сквозных трещин проходящих через все сечение листа; коробление кожуха и значительных пробоин, неподдающихся исправлению.
Гидравлические гасители колебаний имеют такие неисправности, как риски, задиры, износ, трещины, вмятины на корпусе, штоке и цилиндре. На гасителе возможен излом и просадка пружины клапана, дефекты резьбы, износ и овальность отверстий проушин головок.
Характерными неисправностями колесных пар являются износ бандажей, ослабление бандажа, колесного центра, зубчатого колеса, отколы зубьев, трещины и забоины на шейках оси.
Неисправности тормозной рычажной передачи: ослабление посадки втулок, износ отверстий втулок по сопряжению с валиками, износ отверстий под втулку, износ валиков.
Тяговый электродвигатель опирается с одной стороны через пружинную опору на раму тележки, а с другой через вкладыши подшипников на ось колесной пары. Пружинные опоры могут иметь трещины и излом пружин, стержней, болтов, срыв резьбы. Во вкладышах подшипников возможен откол баббита, нарушение наружного диаметра, износ буртов вкладышей.
Песочное устройство тележки имеет такие неисправности, как нарушение крепления, трещины песочных труб и резиновых соединений.
Технологическая схема капитального ремонта тележки наглядно моделирует производственный процесс с четким отражением взаимосвязей операций, взаимообусловленность всех работ, входящий в данный производственный процесс.
Выкатка тележек происходит в тепловозном отделении, после чего они транспортируются по рельсовым путям с использованием специального приспособления на участок по ремонту тележек. Обмывку тележек перед разборкой не производят, так как попадание моющих растворов в ТЭД вызывает значительно увеличение объема их ремонта. Тележки устанавливают на рельсовый путь участка и далее при помощи мостового крана грузоподъемностью 30 тонн на позицию разборки.
В процессе разборки с нее снимают гидравлические гасители колебаний, отсоединяют тяги рычажной передачи, автотормозное оборудование, песочные трубы, цилиндрические пружины рессорного подвешивания, колесно-моторный блок. Сборочные единицы тележки очищают и моют. Раму тележки подают на обмывку в моечную машину. Затем рама тележки окончательно разбирается на позиции ремонта рамы. Снимают шплинты с валиков и болтов, снимают рычаги тормозной рычажной передачи. Тормозную рычажную передачу, пружинные подвески ТЭД осматривают и восстанавливают.
Раму тележки осматривают, проверяют ультразвуковым дефектоскопом сварные швы и на установке лазерного контроля проверяют геометрические параметры. Затем раму восстанавливают путем разделки и заварки трещин, обработки клиновидных пазов кронштейнов.
Колесно-моторный блок разбирают на специальном стенде.
Колесные пары транспортируются в колесное отделение. Тяговые электродвигатели по рельсовому пути участка на тележке транспортируются в электромашинное отделение.
Автотормозное оборудование, гидравлические гасители колебаний, редукторы, детали песочной системы ремонтируются в специализированных участках.
Колесно-моторный блок, после ремонта его сборочных единиц, подвергается сборке и испытанию.
Раму тележки после ремонта направляют на контрольную оптическую проверку, затем устанавливают на ней детали тормозной рычажной передачи, рессорного подвешивания, песочной системы, после чего при помощи мостового крана транспортируют в окрасочно-сушильную камеру, где происходит её окраска и сушка.
После окраски и сушки ведут окончательную сборку тележки с установкой колесно-моторного блоков, валиков балансиров, тормозной рычажной передачи, гидравлических гасителей колебаний, автотормозного оборудования. В процессе сборки контролируется регулировочные зазоры, затягиваются резьбовые соединения и стопорятся шплинтами.
Отремонтированная тележка транспортируется в установленное графиком время в тепловозное отделение для подкатки под тепловоз.
На листе графической части проекта представлена технологическая схема ремонта тележки тепловоза ЧМЭ3.
Источник
Неисправности рам тележек
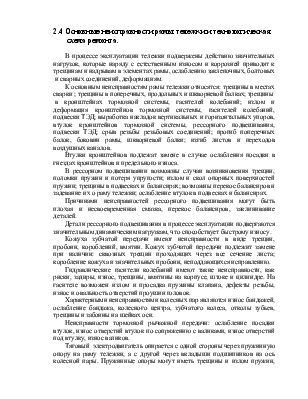
Основные неисправности рам тележек представлены на рис. 12.8:
• нарушение сварных швов и образование трещин в продольных 1, концевых 4 и поперечных балках 2;
Рис. 8. Неисправности рам тележек КВ3-ЦНИИ
• коррозионные повреждения элементов рамы;
• прогибы продольных тормозных балок 3;
• трещины по сварным швам приварки кронштейнов подвески рычажной передачи б и кронштейнов для крепления гасителей колебаний 9;
• износы боковых 7 и торцевых 8 вертикальных скользунов.
Нарушение сварных швов и образование трещин по ним возможно в различных зонах рамы тележки, однако чаще встречаются центральной части тележки.
Эти трещины являются следствием недостаточной усталостной прочности металла сварных швов и околошовной зоны под действием вибрационной нагрузки.
В настоящее время с целью устранения этих дефектов рекомендуется применять при изготовлении рам сплошное упрочнение сварных швов.
Эта операция может осуществляться механической обработке сварных швов шлифовальным кругом или фрезой для снятия поверхностных дефектов сварного шва и придания швам плавного очертания на границе перехода от металла шва к основному металлу.
Другой метод упрочнения разработан в институте электросварки им. Е.О. Патона и заключается в том, что плавный переход с шва к основному металлу создается оплавлением границ шва электрической дугой неплавящимся вольфрамовым электродом в среде аргона. В процессе оплавления устраняются пограничные дефекты сварного шва типа подреза.
Повышение усталостной прочности осуществляется за счет совместного эффекта, создаваемого снижением концентрации напряжений, уменьшением количества неметаллических включений и остаточного водорода в околошовной зоне.
Кроме того, целесообразно производить поверхностный наклеп сварных швов специальными упрочнителями или обкаткой ролика . Повышение усталостной прочности достигается за счет создания в поверхностных слоях остаточных напряжений сжатия,
достигающих предела текучести металла.
Трещины в продольных и поперечных балках устраняются в соответствии с Инструкцией [18].
Участки рам, пораженные коррозией, разрешается восстанавливать наплавкой при условии, что толщина металла в зоне не менее 50 % альбомной величины.
В эксплуатации встречаются прогибы тормозных балок. При капитальном ремонте не допускаются прогибы балок более 10 мм и пропеллерность более б мм. При наличии деформаций выше указанных величин они устраняются правкой.
При устранении прогибов и пропеллерности рамы необходимо обеспечить, чтобы ее поверхность и опоры, на которые устанавливаются шпинтоны 5 (см. рис. 8), были в одной плоскости. для этого их необходимо выровнять. Лучшим способом выравнивания плоскости опор рамы является фрезерование этих поверхностей с одного установа на продольно-фрезерном станке. При отсутствии такого станка выравнивание производится путем подбора пластин по толщине и зачисткё, что требует больших трудовых затрат и времени.
После выравнивания опорных плоскостей рама должна проверяться на стенде, который представляет собой стол с восемью площадками (по числу опор шпинтонов). Рама накладывается на стенд своими опорными плоскостями. Желательно, чтобы все опоры рамы плотно прилегали к опорным площадкам стенда. допускаются равномерное неприлегание одной или больше опор рамы к опорам стенда по всей плоскости на величину, не превышающую при капитальном ремонте б мм, а для вновь изготавливаемой рамы не более 2 мм.
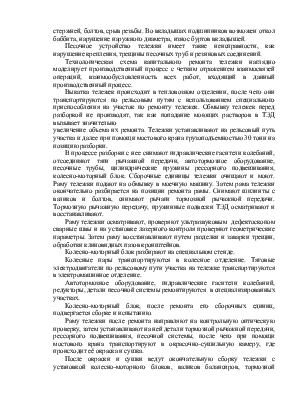
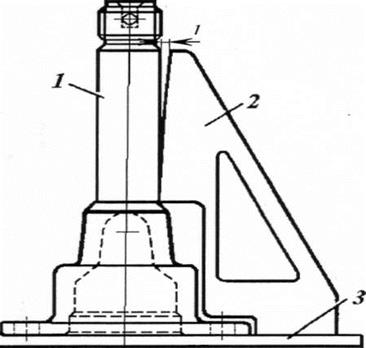
После проверки опорных поверхностей производится установка шпинтонов и их закрепление, после чего рама еще раз подвергается проверке. При этом проверяются следующие параметры, представленные на рис.9:
• перпендикулярность шпинтонов к привалочным поверхностям рамы. Проверка производится угольником З (рис.9,а). Отклонение допускается не более 1 мм;
центры четырех шпинтонов одной стороны тележки находятся на одной линии (рис. 9, 6). Проверка производится приложением линейки 5 к обработанной поверхности шпинтона. Зазор между линейкой и шпинтоном допускается не более 2 мм;
• колебания в высоте шпинтонов не превышают 2 мм.Проверка производится линейкой, как показано на рис.9:
• продольная база тележки (рис. 9, г). Разница в размерах, измерений по обеим сторонам тележки не должна быть более;
• поперечная база тележки (рис.9, д);
• диагонали тележки (рис.9, е). Разница по диагонали должна превышать 5 мм.
Все проверки производятся с помощью центрирующих план штихмаса.
Кроме указанных проверок производятся также измерения стояний:
• между скользунами средних поперечных балок;
• между скользунами продольных балок;
• между кронштейнами подвески тормозных башмаков;
• между кронштейнами рычажной передачи.
Для нормальной работы тележки важно соблюдение зазоров между боковыми скользунами рамы 7 (см. рис. 8), торцевыми вертикальными скользунами 8 и скользунами надрессорной балки. Зазоры в боковых скользунах тележки КВЗ-ЦНИИ должны быть в пределах (суммарно с обеих сторон надрессорной балки) З. 5 мм, а в торцевых скользунах 85 мм.
Вкладыши скользунов, имеющие износ более 2 мм, ремонтируют нагiлавкой или заменяют новыми. Накладки скользунов изготавливаются из Ст.45 с последующей термической обработкой до твердости 30.. .40 НRС.
Рис.9. Проверка правильности сборки рамы:
1 — рама тележки; 2— шпинтон; З — угольник; 4— осевая линия установки шпинтонов; 5 — линейка; б — плоскость цилиндрической части шпинтона; 7— трубки, надеваемые на шейки шпинтонов и служащие опорами для центрирующих планок; 8— центрирующие планки; 9— штихмас .
Дата добавления: 2015-12-22 ; просмотров: 13094 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Возможные неисправности пассажирских тележек и способы
Их устранения
В процессе эксплуатации тележек типов ЦМВ, КВЗ-5 и КВЗ-ЦНИИ пассажирских вагонов выявлены некоторые неисправности, присущие всем типам независимо от вида вагона и его эксплуатации, к ним относятся:
— нарушение прочности сварных швов и образование трещин в местах сварки и основном металле на концевых, продольных и поперечных балках рамы, надрессорных и подрессорных балках;
— износ отверстий для валиков в кронштейнах мертвой точки, подвесках тормозных рычагов, башмаков и люлечных балок, в ушках тормозных траверс; изгиб и излом проушин кронштейнов;
— повреждения и износы боковых и продольных скользунов, подпятников, цапф, роликовых подшипников, колесных пар;
— изломы и просадки эллиптических рессор и спиральных пружин; износ хвостовиков шпинтонов, втулок и резиновых шайб буксового подвешивания; повреждения элементов подвешивания генератора.
В процессе эксплуатации тележек типа КВЗ-ЦНИИ возникают неисправности: износ резьбы шпинтонов и ослабление их втулок, нарушение работы надбуксовых гасителей колебаний, ослабление крепления поводков из-за просадки и повреждений резиновых шайб пакетов, трещины тяги поводков, разработка вертикальных скользунов поперечной и продольной балки рамы.
Неисправности тележек в эксплуатации вызываются следующими основными причинами: износом деталей, нарушением правил ремонта, сборки и регулировки узлов, просадкой и разрушением резиновых деталей, неисправностью автотормозов, конструктивными недостатками отдельных деталей и узлов тележки
В рамах тележек иногда появляются трещины и нарушения сварных швов в концевых, поперечных и продольных балках, прогибы продольных тормозных балочек и выработка в кронштейнах для подвески тормозных устройств. Обнаруженные трещины засверливают по концам сверлом диаметром 10 мм и после разделки их кромок вырубкой под углом 55-60° заваривают электродами марки Э42 диаметром 4-5 мм при сварочном токе 160-180 А. На завариваемую трещину ставят усиливающую накладку толщиной 10-12 мм из листовой стали марки Ст.З.
В шпинтонах тележек встречают износы цилиндрической части, резьбы хвостовика, местные износы конической части. Износ шпинтонов бывает нормальный и преждевременный. Нормальный износ возникает при правильной сборке и надлежащем содержании буксового узла в эксплуатации. В этом случае изнашивается в основном заплечник шпинтона (рисунок 3.1), взаимодействующий с втулкой 151.

1-поврежденная резьба; 2-износ цилиндрической поверхности; 3-износ галтели (заплечника); 4-трещина в основании шпинтона
Рисунок 1.6 — Дефекты шпинтонов: а) шпинтон тележки КВЗ-ЦНИИ,
б) шпинтон тележки КВЗ-5
При равномерном износе по диаметру до 10 мм или одностороннем до 5 мм на сторону, цилиндрическую поверхность наплавляют с последующей ее механической обработкой.
Если гайка шпинтона затянута недостаточно, при движении вагона происходит перемещение втулки относительно шпинтона, которое влечет за собой интенсивный износ цилиндрической части, заплечника и разработку резьбы хвостовика шпинтона.
Галтели наплавляют до установленных чертежами размеров при толщине стенки в месте износа до 9 мм. При обнаружении усадочных раковин в любых местах галтелей шпинтон бракуется. Трещины в основании шпинтонов завариваются только после подогрева до 250-300 °С и последующего медленного охлаждения.
Отремонтированные шпинтоны до установки на раму тележки проверяют на перпендикулярность их осей шаблонами в двух плоскостях под углом 90°. Перпендикулярность шпинтона относительно проверочной плиты 3 (рисунок 1.7) проверяют специальным угольником 2, малый катет которого прикладывают к плите, а большой к — цилиндрической поверхности шпинтона 1. Зазор между шпинтоном и угольником допускается не более 1 мм, что проверяется щупом 121.
1-шпинтон2-шаблон; 3-проверочная плита
Рисунок 1.7 — Схема определения допустимого отклонения от перпендикулярности оси шпинтона относительно опорной плоскости.
Все шпинтоны на одной продольной балке рамы тележки должны иметь одинаковую высоту и находиться в одной плоскости. Проверка высоты и плоскости осуществляется с помощью специальной линейки, укладываемой на шпинтоны. Зазор между линейкой и цилиндрической частью шпинтона допускается не более 2 мм.
Правильность положения на раме вновь установленных шпинтонов отремонтированных или новых проверяют измерением расстояний между шпин-тонами вдоль рамы, я так же расстояний между серединами межшпинтонного пространства вдоль, поперек и по диагонали (рисунок 1.8).
Допускаются отклонения в размерах: при измерении вдоль оси тележки (L иL1) не более +5 мм при разности их не свыше 2 мм; поперек оси b и b1\ не более ±2 мм при разности не свыше 2 мм; по диагоналям (с ис1) не более +5 мм при разности не свыше 5 мм и между шпинтонами L2±1 мм.
Перекосы шпинтонов устраняют постановкой не более двух клинообразных подкладок под их основание общей толщиной до 8 мм. Прокладки приваривают прерывистым швом и крепят не менее чем двумя болтами
Рисунок 1.8 — Схема проверки правильности постановки шпинтонов
на раме тележки
В надрессорных балках основными неисправностями являются износы трущихся частей: опорных поверхностей подпятников, боковых вертикальных и горизонтальных скользунов, встречаются трещины в кронштейнах для крепления гидравлических гасителях колебаний (рисунок 1.9)
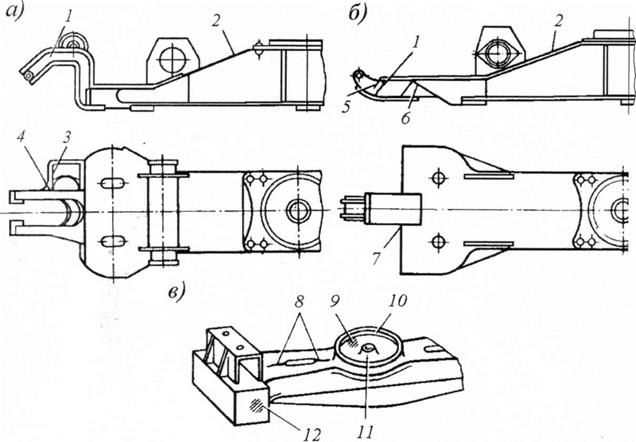
1 — излом кронштейна надрессорной балки; 2 — трещина в сварном шве надрессорной балки; 3 — трещина в сварном шве соединения кронштейна поводка с опорной плитой; 4 — трещина в сварном шве соединения опорной плиты с кронштейном надрессорной балки; 5 — трещина в ребре кронштейна; 6 — трещина в среднем листе; 7 — трещина в сварном шве кронштейна; 8 — трещины в верхнем поясе; 9 — наружной поверхности бурта; 10 — износ внутренней поверхности бурта; 11 — износ наружной поверхности внутри бурта; 12 — износ вертикальных скользунов
Рисунок 1.9 — Дефекты надрессорной балки тележек
У надрессорных балок тележек КВЗ-5 и КВЗ-ЦНИИ можно заваривать трещины в любых местах кронштейнов для крепления гидравлических гасителей колебания, приваривать новые кронштейны, заваривать поврежденные сварные швы, разработанное отверстие под подпятник восстанавливается постановкой втулки с обязательной приваркой по периметру.
У надрессорных балок тележек ЦМВ завариваются трещины суммарной длинной не более 250 мм только в верхнем поясе, трещина при этом не должна доходить до бурта подпятника. Сам подпятник при глубине износа опорной поверхности не более 7 мм, оставшейся толщине внутреннего бурта не менее 7 мм или наружного не менее 11 мм наплавляют с последующей механической обработкой до чертежных размеров. Вертикальные скользуны наплавляют, если износ не превышает 8 мм, горизонтальные скользуны при износе более 5 мм восстанавливают наплавкой с последующей механической обработкой.
В надрессорных балках во время эксплуатации встречаются трещины у отверстий для укрепляющих болтов по концам и в средней части балки. Трещины и износы заваривают с постановкой усиливающих накладок. В процессе эксплуатации в люлечных подвесках (рисунок 1.10) изнашиваются: тяга, серьги, валики соединяющие тягу с серьгами и серьги с поддоном, опорные шайбы, опорный валик, подшипник, втулка тяги.
1-тяга;2-валик;3-серьга;4-опорная шайба; 5-втулка тяги; 6-опорный валик; 7-подшипник
Рисунок 1.10 — Люлечная подвеска тележки типа КВЗ-ЦНИИ
Верхний опорный валик изнашивается в середине, в месте контакта с тягой подвески и по концам в местах опоры на подшипник.
Тяги наплавляют в среде углекислого газа сварочной проволокой марок Св-0,82С или Св-0,8Г2С с предварительным подогревом головки тяги. Люлечные балки с трещинами или надрывами не ремонтируют, их заменяют новыми. При износе поверхности шеек до 7 мм по диаметру наплавляют после предварительной проверки дефектоскопом при местном подогреве до 250-300°С с последующей механической обработкой. Люлечные подвески, пружины и валики при наличии трещин заменяют новыми. Валики подвески люлечной при наличии трещины заменяют новыми, при износе до 5 мм на сторону, валики восстанавливают наплавкой с предварительным подогревом до 250-300°С. После восстановления детали люлечного подвешивания испытываются на растяжение поверяются дефектоскопом.
Предохранительные стержни центрального рессорного подвешивания, имеющие поврежденную резьбу, восстанавливают наплавкой с последующим нарезанием резьбы, проверкой дефектоскопом и испытанием на растяжение усилием 130 кН.
Поводок тележки предназначен для упругого ограничения перемещений надрессорной балки в горизонтальной плоскости (рисунок 1.11). Он состоит из тяги, резиновых пакетов, тарелей, шайб и гаек. Длина поводка, зазоры между надрессорной и поперечными балками рамы регулируют при помощи гаек 1 и 5 за счет запаса резьбы на левой цапфе тяги. При установке поводков должна обеспечиваться расчетная затяжка резиновых пакетов путем сжатия каждого из них на величину 2-3 мм, что соответствует1/2-3/4 оборота гаек. При недостаточной первоначальной затяжке резиновых пакетов появляются остаточные деформации, которые приводят к образованию люфтов в шарнирах поводков, так же происходит изменение их внутреннего и наружного диаметра
Наиболее часто встречаются радиальные трещины тарелей (рисунок 3.7) примыкающих к резиновым деталям. Наличие трещин ухудшает условия работы резиновых деталей и приводит к преждевременному выходу их из строя.
 |
1-гайка; 2-резиновый пакет; 3-тарель; 4-шайба; 5-гайка; 6-тяга.
Рисунок 1.11 — Направляющий поводок
 |
Резиновые пакеты поводков, поврежденные и просевшие по высоте более чем на 5 мм каждый, заменяются новыми.
Изношенная и поврежденная резьба тяги поводка восстанавливается наплавкой с последующей механической обработкой. Трещины в сварных швах кронштейнов крепления поводков вырубаются до чистого металла и заваривают.
Нагрузка от кузова вагона передается на тележку КВЗ-ЦНИИ через боковые опорные нижние и верхние скользуны, расположенные на надрессорной балке тележки и шкворневой балке вагона. Боковые скользуны выполняют две функции: передают вертикальную нагрузку от кузова на тележку, а так же благодаря наличию сил трения между верхними и нижними скользунами противодействуют повороту тележки при ее извилистом движении (вилянии). Скользун, расположенный на надрессорной балке тележки, изготавливается из серого чугуна СЧ 23-40 или полимерной композиции КСГ. На верхней плоскости делаются две концевые выточки глубиной 3 мм, в которые закладываются противозадирная смазка.
В процессе эксплуатации состояние опорных поверхностей скользунов изменяется, уменьшается наличие смазки, что приводит к сухому трению и появлению задиров, повышенному их износу.
Металлические вкладыши торцевых скользунов тележек типа КВЗ-5 и КВЗ-ЦНИИ с износом более 3 мм ремонтируются наплавкой с последующим шлифованием поверхности до шероховатости Ra = 2,5 мкм. Металлические вкладыши боковых скользунов тележек КВЗ-5 имеющие износ восстанавливают наплавкой или заменяют новыми.
Буксовый фрикционный гаситель колебания состоит из втулки, шести сухарей, двух колец и пружины, тарельчатой пружины и гайки (рисунок 1.4). Втулка с сухарем образует фрикционную пару. Втулка насаживается на хвостовик шпинтона, одним концом упирается в его галтель, а другим закрепляется с помощью корончатой гайки и тарельчатой пружины. В процессе колебаний вагона и рамы тележки на надбуксовых пружинах втулка вместе со шпинтоном, перемещаясь в вертикальном направлении относительно прижатых к ней сухарей, изнашивается по наружной цилиндрической поверхности (рисунок 1.13), так же происходит износ ее опорной поверхности и возможны появление изломов и тещин на поверхности втулки.
По глубине вдоль образующей и по окружности втулка изнашивается неравномерно за счет различной величины силы прижатая к ней отдельных сухарей и состояния наклонных поверхностей сухарей и колец.
Изношенные опорные поверхности при размерах более 086мм (КВЗ-ЦНИИ) и более 082 мм (КВЗ-5) и цилиндрические поверхности при размерах более 077мм (КВЗ-ЦНИИ) и более 073 мм (КВЗ-5) наплавляют порошковой проводкой ПП-ТН350 с предварительным нагревом втулки до температуры 250-300 °С, твердость наплавленного слоя HRC 45. Затем производят механическую обработку наплавленной поверхности до чертежных размеров.
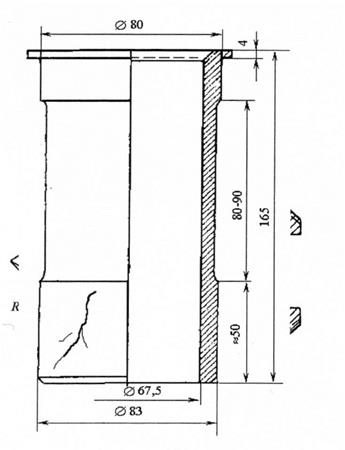
Рисунок 1.13 — Характерный износ втулки
Между сухарями предусматриваются зазоры 7 мм, которые обеспечивают радиальное перемещение их по мере износа цилиндрической части втулки
Вследствие горизонтальных и вертикальных перемещений сухарей относительно втулки происходит их износ по трем поверхностям: одной цилиндрической и двум коническим. Наибольший износ фрикционного клина происходит по цилиндрической поверхности а. В эксплуатации встречаются изломы сухарей, которые происходят в момент соударения с уступами, образовавшимися при износе фрикционной втулки.
Изношенная цилиндрическая поверхность сухарей до 6 м, коническая до 4 мм, восстанавливается наплавкой порошковой проводкой ПП-ТН350. Откол торца клина допускается до 4 мм .
В результате взаимодействия с конической поверхность сухарей кольца гасителя колебаний изнашиваются (рисунок 1.14,а).
Верхние и нижние кольца изнашиваются примерно с одинаковой интенсивностью, их износ контролируется шаблоном (рисунок 1.14, б). Так же в кольце в процессе эксплуатации могут появляться трещины.
Износ конической части кольца наплавляется при износе не более 4 мм. Наплавку производят порошковой проволокой ПП-ТН350.
Имеются случаи повреждения резиновых колец, на которые опираются регулировочные диски и нижние кольца фрикционного гасителя колебания. К ним относятся износ, изменение толщины, появление трещин. Амортизатор толщиной менее 33 мм и при толщине бурта менее 6 мм заменяют новым.
 |
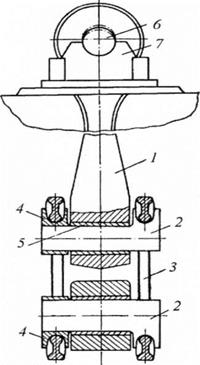
При сборке фрикционных гасителей, клинья подбирают комплектно по 6 штук в приспособление показанное на рисунке 1.15. Зазор между верхним нажимным кольцом приспособления и конической поверхностью не должен превышать 0,5 мм 151.
1-нижнее кольцо; 2-верхнее кольцо; 3-втулка
Рисунок 1.15- Приспособление для комплектации клиньев буксового гасителя
Гидравлические гасители колебаний подвергают ревизии и ремонту с разборкой. Наиболее часто в гидравлических гасителях колебаний выходят из строя верхние и нижние клапаны, резьбовое соединение, крепление монтажной гайки, повреждающиеся резиновые уплотнения, поршневые кольца сварные швы, на рабочих поверхностях клапанов появляются задиры. Неисправные клапаны, резиновые прокладки и поршневые кольца заменяют новыми, резьбовые соединения восстанавливают. Следы коррозии зачищают с последующей притиркой сопряженных поверхностей тарелок и седел клапанов, изношенные поверхности штока, верхний и нижней головок наплавляют.
По окончании ремонта гидравлический гаситель колебаний собирают, заливают в него 0,9 кг приборного масла МВП и испытывают на специальном стенде со снятием рабочей характеристики.
Под действием динамических нагрузок в элементах рессорного подвешивания могут появиться различные износы и неисправности. Происходит износ опорных поверхностей пружин, хомутов рессор. Изнашиваются соприкасающиеся поверхности наконечников эллиптических рессор. Характерными неисправностями пружин являются их просадка, излом, трещина.
При ремонте пружины нагревают в специальной печи до 800 920°С, а затем подвергают правке — раздвигают витки так, что бы зазор между ними (шаг) был одинаковым в пределах установленных допусков 121.
Источник