Pereosnastka.ru
Обработка дерева и металла
Ремонт упругой пальцевой муфты
У пальцевой муфты изнашиваются отверстия полумуфты, в которые входят кольца, а также сами кольца, которые начинают проворачиваться на пальцах. Иногда ослабляются и начинают проворачиваться пальцы, что приводит к износу посадочных мест под пальцы и самих пальцев в полумуфте.
Упругие пальцевые муфты ремонтируются так: растачивают посадочные отверстия для пальцев в полумуфте и отверстия для колец в полумуфте, а затем изготовляют новые пальцы и кольца. Наружный диаметр новых колец должен в точности отвечать диаметру расточенных отверстий в полумуфте. Кроме того, при расточке необходимо обеспечить совпадение центров отверстий под пальцы в обеих полумуфтах. Нарушенную посадку муфты на валу восстанавливают запрессовкой втулки в ее ступицу. Если изношены и другие поверхности муфты, ее заменяют новой.
Ремонт крестовых муфт
У крестовых муфт изнашиваются пазы полумуфт, а также выступы детали. Пазы исправляют фрезерованием, так что их размеры несколько увеличиваются. Промежуточную деталь, как правило,заменяют новой, причем выступы на торцах новой детали должны соответствовать увеличившимся размерам пазов во фланцах.
Детали изготовляют из низкоуглеродистых сталей, которые подвергают цементации и последующей термообработке до твердости HRC45—55. Промежуточную деталь в малонагруженных муфтах изготовляют из текстолита или древеснослоистых пластиков.
Ремонт конусных фрикционных муфт
У этих муфт износ наблюдается в сопряжении конических поверхностей полумуфт, причем он достигает такой величины, что торцы и начинают соприкасаться. В результате достаточного сцепления обеих частей муфты не получается.
Простейший ремонт конических полумуфт фрикциона заключается в зачистке наждачной шкуркой конических поверхностей и в обточке торцов и с целью создать зазор для осевого перемещения полумуфты. В более сложных случаях растачивают коническую часть полу-муфты, а после этого запрессовывают в нее компенсирующее кольцо. Чтобы кольцо не проворачивалось, его закрепляют штифтом. В некоторых случаях стачивают коническую поверхность полумуфты и насаживают компенсирующее колесо.
При ремонте конусных фрикционных муфт рекомендуется устанавливать кольца не запрессовкой, а на эпоксидном клее. При этом сначала их сопрягают с диском ходовой посадкой, создавая в сопряжении равномерный тонкий слой клея.
С применением эпоксидного клея можно ремонтировать также – полумуфты, у которых более или менее значительная расточка отверстий или обточка наружного конуса невозможна по конструктивным соображениям. В этих случаях полумуфты обтачивают или растачивают. Сняв слой металла толщиной 2—3 мм, устанавливают на эпоксидном клее компенсирующее кольцо из чугуна, стали или текстолита, имеющее припуск на последующую обработку. Когда клей затвердеет, полумуфту с кольцом обрабатывают на токарном станке, придавая форму и размеры, обеспечивающие полное прилегание конических поверхностей.
Конусные фрикционные муфты небольших размеров — обе части или только Одну часть — иногда бывает целесообразно изготовить вновь. Конические части муфты тщательно пригоняют, добиваясь полного взаимного прилегания сопрягаемых поверхностей.
Ремонт дисковых фрикционных муфт
При эксплуатации дисковых фрикционных муфт их периодически приходится регулировать, добиваясь плотного сопряжения дисков при включении муфты и свободного вращения дисков после их выключения. Однако нельзя допускать в первом случае чрезмерного натяга дисков, потому что из-за недостаточного зазора между дисками муфта не сможет раздвинуть кулачки.
Нагрев и износ дисков появляются также при недостаточном на тяге.
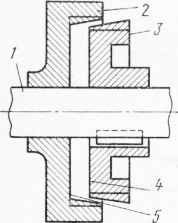
Рис. 2. Схема ремонта конусной фрикционной муфты:
1 — вал, 2, — полумуфты. 1, — внутренние торцы полумуфт
Иногда износ дисков оказывается настолько большим, что его уже нельзя компенсировать регулировкой. В этих случаях муфту разбирают и проверяют состояние дисков. Если возможно, их шлифуют, затем добавляют в комплект два дополнительных диска. Если фрикционные диски сильно изношены, то их заменяют новыми. Так же поступают с изношенными или сломанными кулачками, но иногда их восстанавливают наплавкой.
При шлифовании фрикционных дисков нужно учитывать, что они имеют цементационный слой не больше 0,8 мм. Поэтому шлифовать диски следует с обеих сторон; такое шлифование, кроме того, улучшает плоскостность поверхностей трения, которая должна составлять 0,02—0,03 мм.
Ремонт обгонных муфт
В процессе эксплуатации происходит износ внутренней поверхности обоймы, роликов и поверхности контакта ролика со звездочкой. Даже при незначительных износах появляются отказы в замыкании муфты (буксует).
При ремонте шлифуют внутреннюю поверхность обоймы, шлифуют опорную поверхность вкладыша или изготавливают вновь (учитывая величину износа). Малогабаритные муфты (без вкладышей) также шлифуют и заменяют ролики. Шлифование поверхности вкладыша осуществляют в сборе со звездочкой на плоскошлифовальном станке с помощью делительного приспособления, базируясь на внутренний диаметр.
При сборке добиваются плавного движения, четкого замыкания (заклинивания роликов) муфты, толкателей в гнездах звездочки, а пружинки подбирают в соответствии со стандартом.
Отремонтированную муфту монтируют в механизм, однако до этого необходимо проверить соосность соединяемых деталей, допускается отклонение 0,02—0,03 мм.
Источник
Ремонт муфт
1. Упругие пальцевые муфты
Эти муфты широко применяют для соединения валов при не вполне точной установке, в частности, для присоединения электродвигателя. Предназначаются для установки в приводах, работающих с колебаниями нагрузки. Так как практически большая часть передач в процессе эксплуатации неизбежно испытывает удары той или иной интенсивности, то упругие муфты получили весьма широкое распространение.
Упругая муфта (рис. 1) смягчает толчки и удары. Упругим элементом служит набор резиновых или кожаных шайб или резиновая втулка. Максимальное допускаемое несовпадение осей 0,3–0,6 мм, в зависимости от размера муфты. Максимальный угол перекоса осей 1°.
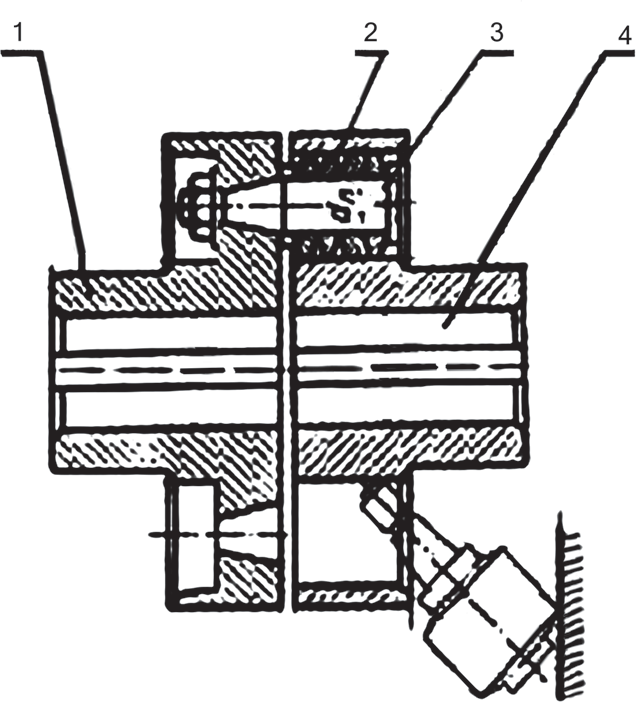
Рис. 1. Упругая муфта: 1, 4 — корпус; 2 — упругие элементы; 3 — палец
При рабочей нагрузке муфта не должна издавать звуков похожих на удары. Упругие элементы не должны быть деформированы и не должны выступать из корпуса муфты. При сборке муфты необходимо обращать внимание, чтобы коническая часть пальцев при проверке «по краске» соответствовала коническим отверстиям в корпусе муфты и чтобы пальцы надежно были закреплены в корпусе муфты.
Под действием циклических нагрузок упругие элементы теряют эластичность и стойкость и преждевременно разрушаются, что может вызвать поломку пальцев и выработку с искажением формы отверстий муфты. Поэтому рекомендуется периодически производить замену упругих элементов, не дожидаясь признаков их разрушения.
2. Фрикционные муфты
Эти муфты применяют при частых включениях и выключениях исполнительных механизмов при включенном главном приводе. Они обеспечивают плавное сцепление ведомого вала с вращающимся ведущим, при перегрузках должны пробуксовывать, предохраняя механизмы от поломок.
Широкое применение находят многодисковые фрикционные муфты (рис. 2). Диски 3 имеют внутренние зубья и связаны с полумуфтой 1, а диски 4 своими наружными зубьями зацепляются с внутренними зубьями полумуфты 2. Крутящий момент от вала I к валу II передается за счет сил трения между дисками 3 и 4, сжатыми силой р, которая может быть получена от механического, гидравлического, пневматического или электрического устройств.
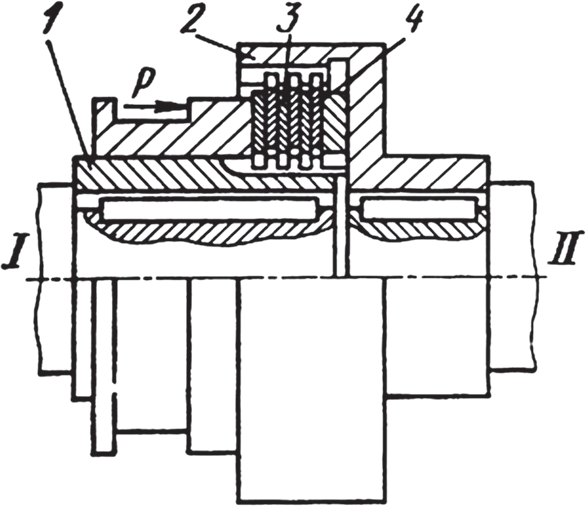
Рис. 2. Сцепная муфта
Наибольшее распространение получили муфты с металлическими дисками, работающими в масле. Замыкание дисков может производиться вручную механически от рукоятки переключения и встроенным электромагнитом.
Подвижные и неподвижные диски образуют пакет определенной толщины. В процессе работы муфты в основном изнашиваются диски. Поэтому рекомендуется их периодически заменять новыми или перешлифовывать, а недостающий размер пакета дополнять новыми или запасными перешлифованными дисками.
Фрикционные муфты в механизмах станков должны быть отрегулированы так, чтобы было обеспечено сцепление для передачи наибольшего крутящего момента, установленного в руководстве по эксплуатации.
3. Муфты обгона или свободного хода
Они обеспечивают сцепление ведомого вала с вращающимся ведущим в одном направлении. При изменении направления, падении частоты вращения или остановке ведущего вала сцепление между ведущим и ведомым валом прерывается. Наиболее распространены муфты обгона, работающие за счет заклинивания цилиндрических роликов (рис. 3). Основные требования к роликам и контактирующим с ними поверхностям — параллельность замыкаемых роликом поверхностей образующим ролика и твердость не ниже предъявляемой к твердости деталей роликоподшипников.
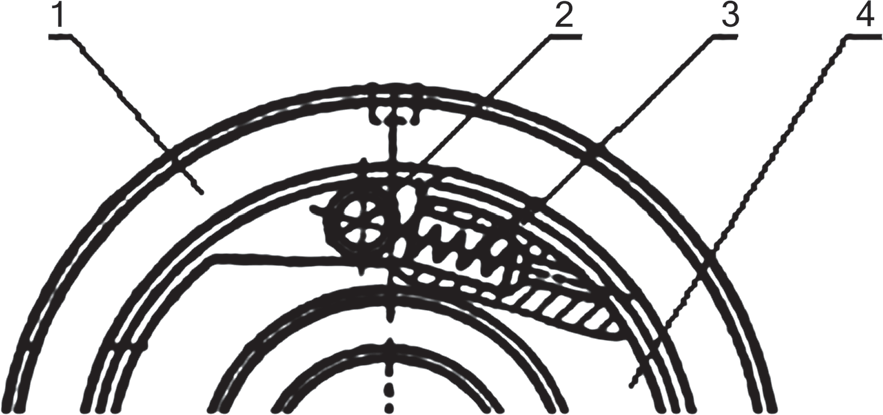
Рис. 3. Обгонная муфта: 1 — кольцо; 2 — ролик; 3 — пружина; 4 — звездочка
При работе у муфты обычно изнашиваются ролики и прямолинейные участки звездочки, по которым перемещаются ролики. С прямолинейных участков следует удалить неровности и обеспечить параллельность их оси. На место изношенных роликов необходимо установить новые ролики.
Размер роликов должен быть таким, чтобы при вынутой пружине зазор между образующей ролика и кольцом был не более 0,1 мм. Длина пружины подбирается такой, чтобы без ролика она выступала из отверстия не более 1,0 диаметра пружины. Пружина должна иметь возможность своим диаметром свободно утапливаться в отверстии без продольного изгиба. Часто вместо внутреннего диаметра наружного кольца используется внутренний диаметр звездочки, шестерни и других деталей. В этих условиях необходимо скруглить острые кромки на роликах с тем, чтобы исключить торможение роликов об ограничительные шайбы, которые удерживают ролики от выпадения.
Следует заметить, что износ муфт во многом связан с установкой концов валов сборочных единиц, которые они соединяют. Поэтому после восстановления муфты необходимо проверить установку и состояние концов валов. Необходимо проверить состояние посадочных диаметров валов, шпоночных пазов и шпонок, а также соосность и перекос их осей в горизонтальной и вертикальной плоскости. Наличие отклонений более 0,5 мм свидетельствует о том, что основание, на котором установлены соединяемые муфтой сборочные единицы, имеет деформацию, выходящую за допустимые пределы, или сборочные единицы не выставлены и закреплены, или неравномерно затянут крепеж, или на основании имеются забоины и посторонние предметы, или новые сборочные единицы (после ремонта) не стыкуются по высоте и др. со старыми сборочными единицами и т.д. Обычно перед монтажом сборочных единиц их устанавливают на плите и проверяют совмещение концов валов и возможность установки муфты. Затем проверяют основание, на котором будут монтировать сборочные единицы. При этом принимают решение о наличии и величине компенсаторов и после этого производят монтаж всех компонентов.
Соединение муфтой невыставленных концов валов может привести не только к выходу из строя муфты, но и к более тяжелым последствиям — аварии, т.е. выходу из строя сборочных единиц.
Источник
Ремонт соединительных муфт
Необходимость ремонта соединительной муфты или монтаж вставки кабеля и двух соединительных муфт устанавливается после осмотра муфты и ее разборки.
В том случае, если пробой произошел с места пайки жилы или с гильзы на корпус свинцовой муфты и разрушение от пробоя имеет не-большие размеры и изоляция не увлажнена, производится последовательная разборка муфты и разборка поврежденной части изоляции. За-тем восстанавливается изоляция бумажными роликами или лентой ЛЭТСАР и прошпаривается массой МП-1. Устанавливается разрезной корпус муфты, и выполняются все дальнейшие операции по монтажу муфты.
В случае если пробой произошел в шейке муфты с жилы на край оболочки и изоляция не увлажнена, производится разборка муфты. За-тем отрезается участок брони и оболочки на длину, необходимую для удобного разведения жил. Восстанавливается изоляция у поврежденной жилы, и выполняется прошпарка. Устанавливается удлиненный разрез-ной корпус свинцовой муфты, и выполняются все операции по монтажу муфты.
Если невозможно выполнить удлиненную муфту из-за больших разрушений, то применяется вставка кабеля с монтажом двух муфт по технологии, предусмотренной технической документацией.
В большинстве случаев повреждения в соединительных муфтах происходят при профилактических испытаниях повышенным напряжением. И если к ремонту не приступили сразу же после определения места повреждения, в муфту начинает поступать влага. В этом случае ремонт поврежденной соединительной муфты осуществляется вырезанием дефектной муфты и участков кабеля. Как правило, чем больше лежит в земле поврежденная и не отремонтированная муфта, тем длиннее приходится делать вставку кабеля для восстановления при ремонте кабельной линии.
Ремонт концевых заделок
При разрушении корпуса заделки и выгорании жил в корешке ремонт заделок выполняется так же, как и ремонт концевых муфт, за исключением того, что корпус заделки и детали нельзя использовать повторно.
Ремонт концевых заделок в стальных воронках при разрушении изоляции жил выполняется в следующей последовательности:
разрушенную изоляцию жил или пришедшую в негодность (загрязнение, увлажнение) удаляют с жил;
сматывают один слой бумажной изоляции;
производят подмотку в пять слоев с 50 %-м перекрытием липкой поливинилхлоридной лентой или тремя слоями прорезиненной ленты с последующим покрытием изоляционными лентами или красками. Вместо указанных лент ремонт может быть выполнен с применением ленты ЛЭТСАР (два слоя) и ленты ПВХ (один слой).
При растрескивании, отслаивании, частичном уходе и значительном загрязнении заливочного состава, особенно когда эти дефекты со-провождаются заметным смещением жил между собой или к корпусу воронки (что может в свою очередь вызываться неправильным положением или отсутствием распорной пластины), следует сделать полную перезаливку стальной воронки.
Старый заливочный состав удаляется (выплавляется), воронка опускается вниз и очищается от копоти и грязи. Производится подмотка нового уплотнения (под воронку), и воронка ставится на место.
Горловина воронки подматывается смоляной лентой, и воронка вместе с кабелем крепится к опорной конструкции хомутом. Проверяется правильность положения фарфоровых втулок. Производится заливка воронки заливочным составом (МБ-70, МБ-90).
Ремонт концевых заделок из поливинилхлоридных лент производится при наличии пропиточного состава в корешке или на жилах, при растрескивании и обрывах лент. Технология ремонта заключается в демонтаже старых лент и подмотке на жилах новых лент ПВХ или ЛЭТСАР.
Ремонт эпоксидных концевых заделок при разрушении подмоток на жилах выполняется с демонтажем старых лент, восстановлением новых лент ЛЭТСАР и дополнительной подливкой эпоксидного компаунда с таким расчетом, чтобы ленты заходили в заливаемый компаунд не менее чем на 15 мм.
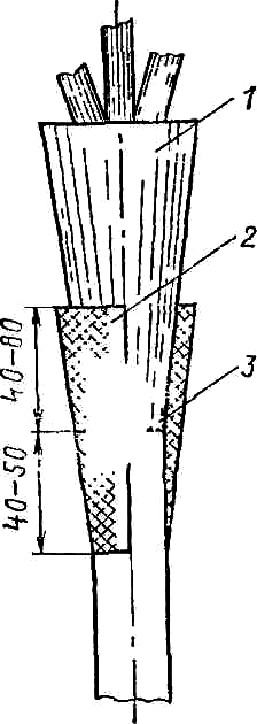
При течи пропитывающего состава по кабелю в корешке заделки обезжириваются нижняя часть заделки на участке 40…50 мм и на таком же расстояний участок брони или оболочки (для небронированных ка-белей). На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной 15…20 мм накладывается двухслойная подмотка из смазанной эпоксидным компаундом хлопчатобумажной ленты. Устанавливается ремонтная форма (рис. 4.8), заливка которой производится эпоксидным компаундом.
При нарушении герметичности в месте выхода жил из корпуса заделки обезжириваются верхняя плоская часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу. Устанавливается съемная ремонтная форма (рис. 4.9), размеры которой выбираются в зависимости от типоразмера заделки. Заливка формы компаундом производится так же, как и в предыдущем случае.
При нарушении герметичности на жилах обезжиривается дефектный участок трубки или подмотки жилы накладывается ремонтная двухслойная подмотка из хлопчатобумажных лент и обильной смазкой эпоксидным компаундом каждого витка обмотки или лента ЛЭТСАР в три слоя.
При нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника обезжириваются поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывается двухслойная подмотка из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх подмотки накладывается плотный бандаж из крученого шпагата и также обмазывается эпоксидным компаундом.
 Установка ремонтной формы для устранения
Установка ремонтной формы для устранения
течи в месте выхода жил из корпуса заделки:
1 – ремонтная форма; 2 – место течи, 3 – корпус заделки
Установка ремонтной формы для устранения течи
пропитывающего состава в месте ввода кабеля в корпус заделки:
1 – корпус заделки; 2 – ремонтная форма; 3 – место течи
11. Эксплуатация КЛ. Осмотры трасс КЛ. Виды и нормы профилактических измерений и испытаний?
Правилами охраны электрических сетей для КЛ, проложенной в земле, устанавливается охранная зона в размере 1м с каждой стороны от крайних кабелей. Любые работы в охранной зоне КЛ должны выполняться с разрешения и под наблюдением организации, эксплуатирую-щей КЛ.

В местах выхода кабеля из земли, например на стену здания или опору ВЛ, должна быть защита кабеля от механических повреждений. Осмотры КЛ, проложенных в кабельных сооружениях (тоннелях, эстакадах и других), должны проводить два человека. В первую очередь проверяется с помощью газоанализатора отсутствие в кабельных сооружениях газов, состояние освещения и вентиляции. Проверяется общее состояние кабельных сооружений, наличие средств пожаротушения, отсутствие посторонних предметов. Все металлические конструкции кабельных сооружений должны быть покрыты негорючим антикоррозийным составом.
При техническом обслуживании кабельных линий (КЛ) периодически проводят их осмотры с целью визуального обнаружения неисправностей и дефектов. КЛ на напряжение до 35 кВ, проложенные от-крыто, должны осматриваться не реже 1 раза в 6 месяцев; проложенные в земле – не реже 1 раза в 3 месяца.
Не реже 1 раза в 6 месяцев выборочные осмотры КЛ должны про-водиться административно-техническим персоналом. Внеочередные осмотры КЛ должны проводиться в период паводков и после ливневых дождей, когда возможны сдвиги почвы и попадание грунтовых вод в подземные кабельные сооружения, а также после отключения КЛ релейной защитой. При осмотрах трасс КЛ, проложенных в земле, проверяется наличие знаков привязки линии к постоянным ориентирам (или пикетов на незастроенной территории), обозначающих трассу. На трассе КЛ не должно быть вспучивания или проседания грунта, не должно производиться каких-либо работ, раскопок, складирования строительных материалов, свалок мусора.
Проверяется состояние антикоррозийного покрова металлических оболочек кабелей, расстояния между кабелями, состояние соединительных и концевых кабельных муфт, отсутствие следов вытекания масла или кабельной мастики.
Все замеченные при осмотрах дефекты и неисправности КЛ заносятся в листок осмотра. Эти дефекты и неисправности в зависимости от их характера устраняются при текущем техническом обслуживании. Повреждения аварийного характера должны быть устранены немедленно.
Кабельные туннели должны быть оборудованы средствами для от-вода ливневых и почвенных вод. Эти средства должны находиться в исправном состоянии.
По температуре внутри кабельных сооружений косвенно контролируется тепловой режим кабелей. Температура воздуха внутри сооружений должна превышать температуру наружного воздуха не более чем на 10°С.
На открыто проложенных кабелях должны быть стойкие к воздействию окружающей среды бирки, прикрепляемые в начале и в конце ка-беля и через 50 м. На этих бирках указываются: марка и сечение кабеля, напряжение, номер или другое условное обозначение линии. На бирках муфт должны быть отмечены номер муфты и дата ее монтажа.
Источник