Основы организации производства по ремонту автомобилей
В автотранспортных предприятиях применяются различные методы организации производства по техническому обслуживанию и эксплуатационному ремонту автомобилей. Наибольшее применение получили следующие методы:
1) специализированных бригад;
2) комплексных бригад;
3) агрегатно-участковый.
Кроме перечисленных, применяются также методы, представляющие определенное сочетание метода комплексных и специализированных бригад и агрегатно-участкового метода.
Метод специализированных бригад. При этом методе весь производственно-технический персонал профилактория и мастерских разбивается на специализированные бригады. Одна из бригад (группа рабочих во главе с бригадиром) производит
Рекламные предложения на основе ваших интересов:
ТО-1. вторая — ТО-2, третья — текущий ремонт, четвертая — ремонт агрегатов и узлов, снятых с автомобиля. При этом специа-пизированная бригада может обслуживать закрепленные и не закрепленные за ней автомобили.
Специализированные бригады состоят из рабочих различных профессий и квалификаций, необходимых для выполнения установленного комплекса работ (слесарей-регулировщиков, смазчиков, электриков, карбюраторщиков, шинников и т. п.). На каждую бригаду в зависимости от объема работ планируется свой штат и свой фонд заработной платы.
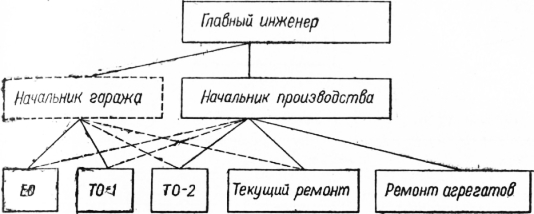
При такой организации производства отсутствует персональная ответственность рабочих за надежную работу автомобилей на линии и техническую готовность парка. Результаты труда оцениваются лишь по количеству автомобилей, прошедших техническое обслуживание. Выполнение только своего определенного комплекса работ, без связи с другими бригадами и без анализа причин выхода из строя агрегатов, а также отсутствие материальной заинтересованности в повышении долговечности и эксплуатационной надежности автомобилей приводит к большим технико-экономическим потерям в автотранспортном предприятии (рис. 160).
Специфика производства по техническому обслуживанию автомобилей (большое количество операций, разномарочность машин и различный уровень их технического состояния) затрудняет эффективный контроль качества работ. В результате этого в ряде случаев техническое обслуживание выполняется формально и в неполном объеме, что приводит к резкому увеличению объемов текущих ремонтов и снижению коэффициента технической готовности парка.
Стремление автотранспортных предприятий повысить коэффициент выпуска автомобилей на линию обусловливает необходимость перераспределения рабочих, занятых на техническом обслуживании и ремонте автомобилей, в сторону увеличения количества рабочих, занятых ремонтом. В конечном счете это приводит к нарушению основнего принципа планово-предупредительной системы технического обслуживания автомобилей — ее профилактического характера со всеми вытекающими последствиями.
Метод комплескных бригад. При этом методе производства из рабочих профилактория и мастерских создаются комплексные бригады, в состав которых включаются рабочие различных профессий и квалификаций.
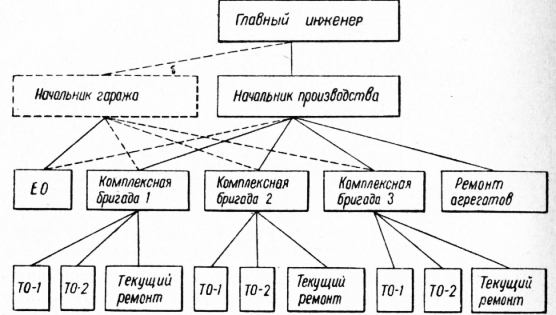
Комплексные бригады занимаются выполнением работ по текущему ремонту автомобилей и одновременно одного или двух видов технических обслуживаний закрепленных или не закрепленных за бригадой автомобилей. В ряде случаев рабочие комплексной бригады выполняют все виды технических обслуживаний и ремонтов автомобилей, закрепленных за бригадой (рис. 2).
При таком методе организации труда также сохраняется обезличка в ответственности за качество технического обслуживания и ремонта. Однако она ограничивается размером бригады. Стремление каждой бригады иметь свои рабочие посты и оборудование для обслуживания и ремонта автомобилей приводит к распылению материально-технических средств автотранспортного предприятия и неэффективному их использованию. Затрудняется также применение поточного метода обслуживания автомобилей, рациональное использование запасных частей и агрегатов обменного фонда.
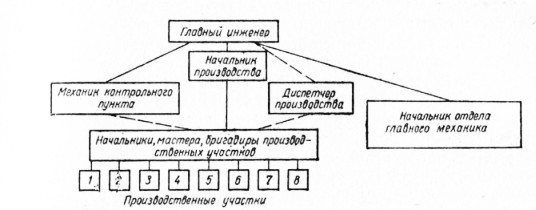
Агрегатно-участковый метод. В настоящее время широкое применение получил новый, агрегатно-участковый метод организации производства по техническому обслуживанию и текущему ремонту автомобилей, разработанный НИИАТ . При этом методе организации производства создаются специализированные производственные участки (группы рабочих во главе с механиком, мастером или бригадиром). Каждый из производственных участков выполняет работы по всем видам технического обслуживания и текущего ремонта деталей, агрегатов и механизмов, закрепленных за участком, и по всем автомобилям автотранспортного предприятия. Количество производственных участков зависит от размеров парка, типов автомобилей и их технического состояния. Обычно рекомендуется создавать восемь производственных участков, из них шесть — основных и два—вспомогательных: 7-й — слесарно-механический и 8-й — уборочно-моечный участки.
При формировании участков предварительно составляется подробный перечень деталей, механизмов, агрегатов и систем, обслуживаемых и ремонтируемых на соответствующих участках. Затем, зная периодичность и трудоемкость работ, можно определить количество рабочих, необходимое на каждом производственном участке, их специальность и разряд. В небольших автотранспортных предприятиях допускается объединение производственных участков. Наиболее целесообразно объединить 6 и 3, 2 и 1, 7 и 5. В автотранспортных предприятиях, где нет необходимой производственной базы, участок 8 не создается, а все работы по уборке и мойке автомобилей выполняются шоферами. В крупных автотранспортных предприятиях для ремонта и обслуживания оборудования создается специальный отдел или участок.
Организацией работ по техническому обслуживанию и текущему ремонту всех автомобилей руководит начальник производства. Для улучшения оперативного руководства работой производственных участков в помощь начальнику производства выделяется диспетчер производства.
При таком методе организации работ устанавливается четкая ответственность за качество выполненных работ по техническому обслуживанию и ремонту агрегатов и механизмов, что позволяет систематически анализировать состояние производства и вести целеустремленную работу по повышению долговечности и эксплуатационной надежности автомобилей.
Высокая специализация работ, выполняемых на участках, дает возможность применять высокопроизводительное гаражное оборудование, механизировать и автоматизировать работы, и на основе этого повышать качество работ и снижать их себестоимость.
Наряду с положительными свойствами агрегатно-участковому методу производства присущи и недостатки. Этот метод направляет основное внимание работников автотранспортных предприятий на совершенствование текущего ремонта автомобилей. В действительности основным содержанием технической службы автотранспортного предприятия должна быть работа по совершенствованию и внедрению рациональных приемов и методов технического обслуживания автомобилей, и особенно работа по профилактике.
При обслуживании автомобиля, у которого обнаружены одновременно неисправности по нескольким агрегатам и системам, неизбежно маневрирование автомобиля (по специализированным постам) или рабочих, что ведет к излишним затратам времени; не предусмотрен производственный участок для технического обслуживания и ремонта прицепов и полупринепов; не предусмотрена рациональная организация централизованного технического контроля и диагностики автомобилей; усложнена система учета.
Передовые автотранспортные предприятия непрерывно совершенствуют агрегатно-участковую организацию производства, используя все ее прогрессивные свойства с учетом специфики работы и развития материально-технической базы автомобильного транспорта.
Важное значение при внедрении агрегатно-участкового метода технического обслуживания и текущего ремонта автомобилей имеет правильное комплектование оборотного фонда агрегатов, узлов, приборов и деталей.
Источник
Основы организации производственного процесса на авторемонтном предприятии
В условиях АРП возможно применение различных организационных форм выполнения ремонтных работ:
ремонт на универсальных рабочих местах;
ремонт на специализированных рабочих местах;
поточный ремонт автомобилей и агрегатов.
Основы организации рабочих мест
Рабочее место — первичное и основное звено структуры предприятия, где размещены исполнители работы, технологическое оборудование, оснастка и предметы труда.
Оснащение рабочего места включает организационную и технологическую оснастку.
К организационной оснастке относятся устройства для хранения и размещения при работе инструмента, приспособлений, технической документации и предметов ухода за рабочим местом (верстаки, инструментальные шкафы); устройства для временного размещения на рабочем месте заготовок, деталей, узлов и агрегатов (стеллажи, подставки, специальная тара), устройства для обеспечения наиболее удобной рабочей позы и безопасных условий труда (подъемно-поворотные стулья, решетки под ноги, упоры для ног и подлокотники, щитки, защитные экраны и очки, крючки для снятия стружки и т.д.); средства для поддержания чистоты, порядка и обеспечения благоприятных условий труда (щетки, совки, урны для отходов, короба для стружки); светильники для местного освещения, местные вентиляционные и пылеотсасывающие устройства и пр.
Технологическая оснастка включает оборудование и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию.
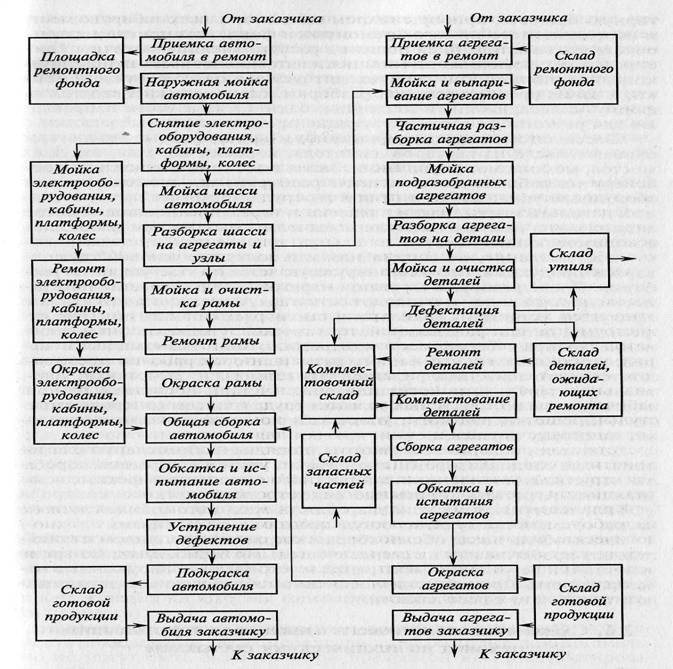
Схемы технологических процессов капитального ремонта автомобилей и их составных частей
Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений.
При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Схема технологического процесса централизованного ремонта по техническому состоянию
Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта.
Определение технического состояния частично разобранного агрегата позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров.
Схема технологического процесса централизованного ремонта автомобильных агрегатов по техническому состоянию показана на рис. 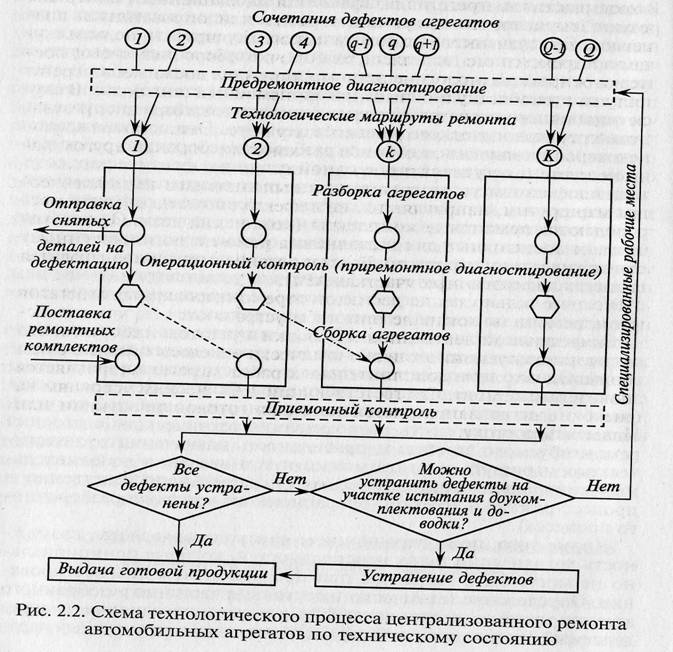
Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам ,причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута. В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты. Восстановление деталей производится на специализированных участках АРП.
Дата добавления: 2018-04-15 ; просмотров: 870 ; Мы поможем в написании вашей работы!
Источник
ЛЕКЦИЯ ОСНОВЫ ОРГАНИЗАЦИИ КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ




![]()
![]()
1. ОРГАНИЗАЦИЯ РЕМОНТА ПОДВИЖНОГО СОСТАВА АВТОТРАНСПОРТА
Проведение капитальных ремонтов подвижного состава автомобильного транспорта организуется по территориальному .принципу:
каждое АРП выполняет ремонты для ДТП, размещающихся в определенной территориальной зоне. Такой порядок способствует сокращению потерь времени и средств на транспортирование техники в связи с ремонтом.
Число АРП и места их расположения зависят в основном от количества автотранспортных средств и условий их использования и размещения, а также от производственно-технических, социально-экономических, демографических и других особенностей в обслуживаемой зоне.
Основанием для рассмотрения вопроса о направлении автомобилей и агрегатов в КР является достижение ими установленной до ремонтной и межремонтной наработки. Утвержденные нормы наработки до КР для автомобилей и их агрегатов считаются минимальными. Организация и проведение ТО и ТР автомобильной техники должны обеспечивать их перекрытие.
Направление автомобилей и агрегатов в КР производится на основании тщательного анализа их действительного технического состояния с учетом наработки с начала эксплуатации до или после КР, а также расхода запасных частей.
Доставка отремонтированных автомобилей и агрегатов на АТП и ремонтного фонда на АРП осуществляется партиями в плановом порядке. Отремонтированные автомобили и агрегаты должны выдаваться авторемонтными предприятиями в порядке прямого обмена на объекты, сдаваемые в ремонт.
Техническое состояние и комплектность подвижного состава и его агрегатов при сдаче в КР авторемонтным предприятиям и при получении из ремонта должны соответствовать действующим единым техническим условиям.
Автомобили, непригодные по техническому состоянию ни к дальнейшему использованию, ни к КР и отслужившие установленные амортизационные сроки, списываются.
2. КЛАССИФИКАЦИЯ РЕМОНТНЫХ ПРЕДПРИЯТИЙ
КР автотранспортных средств выполняют различные АРП, которые в зависимости от масштаба производства, назначения (специализации) и типа производства классифицируются следующим образом.
По масштабу производства АРПиделятся на две группы: ремонтные заводы и ремонтные мастерские. По основному назначению с учетом специализации АРП могут быть разделены на виды, каждый из которых определяется номенклатурой товарной продукции. Различают следующие виды авторемонтных предприятий:
— по ремонту автомобилей, для которых товарной продукцией являются отремонтированные автомобили;
— по ремонту полнокомплектных автомобилей и агрегатов, выпускающих отремонтированные автомобили и комплекты агрегатов, включая или исключая двигатели;
— по ремонту автомобилей на всех готовых агрегатах или только при готовом двигателе — здесь товарную продукцию составляют отремонтированные автомобили;
— по ремонту полного или неполного комплекта автомобильных агрегатов, товарной продукцией которых могут быть полный комплект агрегатов автомобиля, агрегаты ограниченной номенклатуры или только двигатели и силовые агрегаты;
— по ремонту и изготовлению полнокомплектного прицепного состава, для которых товарной продукцией являются отремонтированные и изготовленные прицепы и полуприцепы;
— по восстановлению деталей или по ремонту отдельных сборочных единиц (аккумуляторные батареи, приборы электрооборудования и питания, кузова, кабины, рамы, рессоры, шины, карданные валы, радиаторы и т. п.), товарной продукцией которых являются восстановленные детали и отремонтированные сборочные единицы.
Тип производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Различают единичное, серийное, массовое производство. Одной из основных характеристик типа производства является коэффициент закрепления операций, количественно представляющий собой отношение числа всех различных операций, выполняемых в течение «Месяца» к числу рабочих мест.

Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. При единичном производстве, что характерно для ремонтных мастерских, автомобили и агрегаты ремонтируются, как правило, не обезличенным методом. Применяемое оборудование и инструмент имеют универсальное назначение, расстановка оборудования производится по групповому принципу, уровень механизации процессов низкий, квалификация рабочего персонала высокая и широкопрофильная.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелко-, средне- и крупносерийное производства. Коэффициент закрепления операций принимается равным для мелкосерийного производства 20.. .40, для среднесерийного производства 10.. .20, для крупносерийного 1. 10. Для серийного типа производства характерно применение универсального оборудования со специальными приспособлениями и инструментом. Для средне- и крупносерийного производств свойственно применение поточного метода ремонта. Технологическое оборудование в условиях серийного производства размещается смешанно — по групповому и поточному принципам. Уровень квалификации рабочих колеблется в широких пределах и с возрастанием серийности понижается.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимают равным 1. Закрепление за каждым рабочим местом одной технологической операции позволяет применять конвейеры, широко использовать специальное оборудование, механизировать и автоматизировать трудоемкие процессы. Требования к уровню квалификации рабочих при этом существенно снижаются.
На принципах единичного производства осуществляются ремонт большегрузных автомобилей и разномарочных автобусов в авторемонтных мастерских, а также ремонт и изготовление прицепного состава на заводах и в мастерских. Серийное производство характерно для ремонта основных типов автомобилей и агрегатов на ремонтных заводах. К условиям массового производства приближается ремонт двигателей и других агрегатов и сборочных единиц на специализированных ремонтных заводах с большим установившимся объемом выпуска продукции.
3. СТРУКТУРА АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
Структура АРП определяется в основном производственной программой, объемом и характером выполняемых ремонтных работ, а также группой предприятия по оплате труда. Наибольший перечень работ и соответственно наиболее развитая организационная структура характерны для предприятий серийного типа по КР полнокомплектных автомобилей.
Организационная структура такого предприятия включает руководство (директор, главный инженер, заместители директора), подразделения управления производством (производственно-диспетчерский отдел), службы и подразделения главного инженера (службы главного конструктора, главного технолога, главного механика и главного энергетика, отдел механизации и автоматизации производственных процессов, заводская лаборатория), подразделения обеспечения производства (бухгалтерия, планово-экономический отдел, отдел технического контроля, отдел труда и заработной платы, отдел кадров), подразделения снабжения и сбыта (административно-хозяйственный отдел, отдел снабжения, отдел сбыта, транспортный отдел и др.), производственные подразделения (основные производственные цехи или участки, службы вспомогательного производства и склады).
Рассмотрим производственные подразделения АРП.
Разборочный цех включает участки:
разборочно-моечный, на котором производятся подразборка и разборка, предварительная и окончательная мойка автомобилей и агрегатов, мойка и очистка деталей;
контрольно-сортировочный, где детали дефектуются и сортируются на группы годных, подлежащих восстановлению, и негодных, а также назначаются маршруты их восстановления.
Имеются склады деталей, ожидающих ремонта, для учета и хранения подлежащих восстановлению деталей и для комплектования партий деталей по маршрутам восстановления.
Сборочный цех состоит из участков:
— комплектовочного и слесарно-подгоночного, на котором осуществляются номенклатурный подбор деталей для сборочных групп, комплектование пар деталей для групповой сборки и слесарно-подгоночные работы;
— агрегатно-сборочного, на котором собираются, испытываются и окрашиваются все агрегаты, за исключением двигателя;
— двигателей, предназначенного для
— сборки, испытаний и окраски двигателей;
— рамного, где разбираются, переклепываются и окрашиваются рамы; ^
— сборки автомобилей, где осуществляется сборка автомобилей из агрегатов;
— регулировочного, на котором производится испытание автомобилей и устраняются обнаруженные неисправности;
— медницко-радиаторного, где восстанавливаются радиаторы, топливные баки и трубопроводы;
— шиномоитажного и шиноремонтного для восстановления колес, покрышек и камер, балансировки и окраски колес;
— по ремонту электрооборудования, где проводятся работы по ремонту электроагрегатов, приборов и электропроводки автомобиля;
— приборов питания, на котором ремонтируются топливные насосы, карбюраторы, форсунки;
— аккумуляторного для ремонта и заряда аккумуляторных батарей.
Кузовной цех имеет следующие участки:
— деревообделочный, где сушится и обрабатывается древесина для деревянных платформ;
— по ремонту деревянных платформ;
— по ремонту металлических платформ и кузовов автомобилей-самосвалов, на котором очищаются, ремонтируются и окрашиваются металлические платформы и кузова;
— жестяницкий и арматурно-слесарный, где восстанавливаются крылья, двери кабины, арматура кабины, брызговики с применением сварочных работ и полимерных материалов и проводится подготовка к их окраске;
— малярный, где окрашиваются кабины, все кузовные детали и узлы;
— обойный, предназначенный для ремонта подушек и спинок сидений и обивки кабины автомобиля.
Цех восстановления и изготовления деталей включает участки:
— кузнечно-рессорный. где ремонтируются упругие элементы подвесок с устранением остаточных деформаций, восстанавливаются детали других узлов методом пластического деформирования; сварочный, на котором осуществляется восстановление деталей с применением различных видов сварки;
— гальванический, предназначенный для размерного и декоративного покрытия деталей гальваническим способом;
— металлизационный, где восстанавливаются изношенные детали напылением расплавленного металла;
— восстановления деталей с применением синтетических материалов;
— термический для термической и химико-термической обработки деталей;
— слесарно-механический, служащий для восстановления деталей механической и слесарной обработкой.
Участки вспомогательного производства:
— инструментальный, на котором изготавливаются и ремонтируются средства технологической оснастки и инструмента, затачивается режущий инструмент, хранятся и выдаются приспособления и инструмент;
— ремонтно-механический отдела главного механика, предназначенный для обслуживания и ремонта технологического оборудования и санитарно-технических установок, а также для изготовления не стандартизированного оборудования;
— электроремонтный, осуществляющий ремонт электродвигателей и электрических установок, ремонт и обслуживание компрессорных систем, уход за осветительной сетью;
— ремонтно — строительный, выполняющий работы по обслуживанию и ремонту водопровода, канализации, очистных систем, зданий, сооружений и подъездных путей.
Общезаводские склады служат для приемки, переработки, хранения и выдачи различных материалов и полуфабрикатов. К общезаводским складам относят склады материалов и химикатов, металла, запасных частей, лесоматериалов, ремонтного фонда, готовой продукции, топлива и смазки, утиля.
4. ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА НА АВТОРЕМОНТНОМ ПРЕДПРИЯТИИ
Исходными данными для организации производственного процесса КР автомобилей и агрегатов являются производственная программа предприятия по видам ремонтируемых объектов и принимаемые технологические процессы ремонта.
В условиях АРП возможно применение различных организационных форм выполнения ремонтных работ:
— ремонт на универсальных постах;
— ремонт на специализированных постах;
— поточный ремонт автомобилей и агрегатов.
Ремонт на универсальных постах производится в том случае, если производственная программа по данному типу изделий мала, а их конструкция не допускает обезличивания составных частей. Эта форма организации ремонта является наиболее простой и применяется обычно в условиях небольших мастерских. При ней весь ремонт выполняется одной бригадой рабочих, которая производит все работы от начала до конца. Детали, требующие для восстановления специального оборудования, которого нет на универсальных постах, направляются на соответствующие участки предприятия. Недостатками такой формы являются длительный простой объекта в ремонте, потребность в высококвалифицированной рабочей силе и высокая стоимость ремонта. Ее положительной стороной считается сравнительная простота организации работ и определенность исполнителя, отвечающего за качество выполненных работ.
При значительной производственной программе ремонт организуется на специализированных постах. В условиях такой организации работ на каждом посту выполняется ремонт одного узла или совокупность заранее определенных технологических операций. Применение специализированных постов позволяет повысить производительность труда, снизить требования к уровню квалификации рабочих и уменьшить за счет этого стоимость ремонта.
Эта форма организации работ применяется на ремонтных заводах и в крупных мастерских по ремонту автотранспортных средств.
Наиболее совершенной и поэтому наиболее распространенной формой организации производства является поточная форма организации производственного процесса. Поточное производство — производство, характеризуемое расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и определенным интервалом выпуска изделий. При этой форме технологические операции закрепляются за рабочими постами, расположенными в последовательном порядке согласно технологическому процессу ремонта. Перемещение объектов осуществляется механизированным способом непрерывно или с перерывом через некоторые промежутки времени, соответствующие такту выпуска продукции. Такт выпуска — интервал времени, через который периодически производится выпуск изделий или заготовок определенного наименования, типоразмера и исполнения. Поточное производство требует ритмичной синхронной работы всех рабочих постов, четкого и бесперебойного функционирования всех производственных подразделений предприятия, обслуживающих поточные линии. Поточная форма организации работ обеспечивает:
— наивысшую производительность труда;
— не требует использования высококвалифицированных рабочих — и, следовательно, снижает стоимость ремонта.
5. ОСНОВЫ ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ
Рабочее место — элементарная единица структуры предприятия, где размещены исполнители работы, технологическое оборудование, часть конвейера, оснастка и предметы труда.
Это первичное и основное звено производства. Правильная организация рабочего места предполагает четкое определение объема и характера выполняемых на нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда.
На каждое рабочее место составляется паспорт, в котором указываются: содержание выполняемой работы, годовое задание в человеко-часах, режим и условия работы, планировка, оснащение и порядок обслуживания рабочего места, и порядок размещения на нем обрабатываемых изделий.
Оснащение рабочего места осуществляется по утвержденной технической документации на выполнение работ. Оно включает организационную и технологическую оснастку. К организационной оснастке относятся: устройства для хранения и размещения при работе инструмента, приспособлений, конструкторско-технологической документации и предметов ухода за рабочим местом (верстаки, инструментальные шкафы, штативы и т. д.); устройства для временного размещения на рабочем месте заготовок, деталей, узлов и агрегатов (стеллажи, подставки, специальная тара и т. д.); устройства для обеспечения наиболее удобной рабочей позы и безопасных условий труда (подъемно-поворотные стулья, решетки под ноги, упоры для ног и подлокотники, щитки, защитные экраны и очки, крючки для снятия стружки и т. д.); средства для поддержания чистоты и порядка и обеспечения благоприятных условий труда (щетки, сметки, совки, урны для отходов, короба для стружки); светильники для местного освещения, местные вентиляционные и пылеотсасывающие устройства и пр.; подъемные механизмы и устройства для межоперационного транспортирования изделий (тележки, рольганги, скаты и др.).
Количество и номенклатура организационной оснастки должны обеспечивать непрерывность работы, ее высокую производительность и удобства.
Количество и номенклатура средств технологической оснастки на рабочем месте определяются работами по принятому технологическому процессу. Технологическое оснащение включает оборудование и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию. Средства технологического оснащения на рабочем месте должны размещаться в определенном, удобном для работы порядке с тем, чтобы исключить потери времени на поиски и перекладывание с места на место.
Для осуществления мероприятий по совершенствованию организации рабочих мест 2 раза в год проводят комплексный анализ условий труда. По результатам анализа разрабатывают мероприятия с целью совершенствования рабочих мест.
В последние годы в промышленности получила широкое применение практика аттестации рабочих мест. Аттестация проводится периодически в плановом порядке и имеет целью оценку степени соответствия рабочего места передовой технологии и разработку мероприятий по его совершенствованию.
Такая аттестация, проводимая по рабочим местам всей технологической цепочки, позволяет за счет улучшения оснащения рабочих мест и рационализации объема и характера, выполняемых на них работ повысить производительность труда, улучшить качество продукции и уменьшить численность рабочих.
6. ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА НА АВТОРЕМОНТНОМ ПРЕДПРИЯТИИ
Контроль качества продукции заключается в проверке соответствия показателей качества продукции установленным требованиям, зафиксированным в стандартах, технических условиях, паспорте изделия или других документах. Для контроля качества продукции на АРП организуется служба технического контроля качества. Основная общая ее задача заключается в предотвращении выпуска отремонтированных объектов, не соответствующих установленным требованиям, при минимальном уровне внутризаводского брака. Частные задачи службы технического контроля авторемонтного предприятия включают:
— входной контроль качества поступающих на предприятие сырья, материалов, полуфабрикатов и комплектующих изделий;
— контроль точности применяемых технологических процессов и точности используемых технологического оборудования и технологической оснастки;
— контроль качества изготавливаемых на предприятии инструмента и средств технологической оснастки;
— инспекционный контроль хранения сырья, материалов и полуфабрикатов;
— приемочный контроль деталей, узлов, агрегатов и автомобилей после ремонта;
— клеймение принятой и забракованной продукции и ее -документальное оформление;
— контроль комплектности, упаковки и консервации готовой продукции;
— анализ дефектов, появляющихся в процессе производства и обнаруживаемых при испытаниях и в эксплуатации;
— участие в работе по управлению качеством продукции на предприятии.
Систематизация видов контроля, используемых в авторемонтном производстве по основным признакам, представлена на рис. 6.1. Каждый вид контроля характеризуется следующим образом. Входной контроль служит для контроля продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции. Операционный контроль — это контроль во время выполнения или после завершения технологической операции. Приемочный контроль проводится с целью принятия решения о пригодности продукции к поставкам и (или) использованию. Инспекционный контроль осуществляется специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля. Сплошной контроль — контроль каждой единицы продукции в партии. Выборочный контроль характеризуется проверкой одной или нескольких единиц из определенной партии или потока продукции. Летучий контроль проводится ‘в случайное время.
При непрерывном контроле поступление информации о контролируемых параметрах происходит непрерывно. Периодический контроль характеризуется поступлением информации о контролируемых параметрах через установленные интервалы времени. Измерительный контроль осуществляется с применением средств измерений. Регистрационный контроль производится с регистрацией значений контролируемых параметров продукции или процессов.
Технический осмотр осуществляется в основном при помощи органов чувств и в случае необходимости средств контроля,номенклатура которых устанавливается соответствующей документацией.

Рис. 6.1. Систематизация видов контроля по основным признакам
Источник
