- Отделение по ремонту электрических аппаратов
- 2. Основные отделения депо по ремонту электрооборудования
- Структура цеха по ремонту электрических машин и пускорегулирующей аппаратуры
- Разработка отделения по ремонту электрических аппаратов
- Определение продолжительности работ по результатам хронометрических наблюдений. Расчет таблицы технико-экономических показателей. Производственный процесс ремонта электромагнитного контактора. Аспекты организации охраны труда в аппаратном отделении.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Отделение по ремонту электрических аппаратов




2. Основные отделения депо по ремонту электрооборудования
Во всех локомотивных депо с приписным парком тепловозов имеются ремонтные участки технического обслуживания ТО-3 и текущего ремонта ТР-1. Участок технического обслуживания ТО-2 в депо организуется в зависимости от зон& обращения локомотивов, условий эксплуатации и нормативов их содержания. В депо могут быть отдельные участки по ремонту ТР-3 и ТР-2. Если в депо выполняются текущие ремонты ТР-3 и ТР-2 вместе, то в зависимости от программы ремонта, применяемой организации и технологии создают один общий или два разных ремонтных участка.
На ремонтных участках технических обслуживании ТО-2, ТО-3 и текущих ремонтов ТР-1, ТР-2 рабочим местом слесарей-ремонтников является ремонтное стойло, которое оборудовано смотровой канавой для осмотра и ремонта сборочных единиц (узлов), расположенных под тепловозом (тяговых электродвигателей, моторно-осевых подшипников и др.), и высокими бетонными или металлическими платформами для удобного выполнения ремонта в кузове тепловоза. Для удобства работ по экипажу тепловоза пол в проходе между канавами опущен на 400 мм. В стойлах ТО-2, где параллельно с техническим обслуживанием производят и экипировку тепловоза, устанавливают колонки для набора топлива, охлаждающей воды, масла, бак дистиллированной воды для доливания в аккумуляторные батареи. Стойла оборудованы трубопроводами сжатого воздуха для продувки электрических машин и работы пневмоинструмента, освещением, штепсельными розетками осветительной (подключаются лампы-переноски напряжением 24 или 36 В) и силовой цепей (для электрического инструмента — 380 В), водопроводом и канализацией.
Для сварочных работ на участках имеются выносные посты, а для заряда аккумуляторных батарей без снятия с тепловоза подведена цепь постоянного тока и устроена система отсоса газов, образующихся при заряде батарей. Ремонтные участки цехов ТО-3, ТР-1 и ТР-2 оснащены мостовыми кранами грузоподъемностью 10 т.
Характерной особенностью текущего ремонта ТР-3 является большой объем ремонтных работ с выемкой дизель-генератора, ремонтом тяговых электродвигателей, тяговых генераторов и другого электрооборудования, выкаткой и полной разработкой тележек. Участок оборудован мостовыми кранами грузоподъемностью 10 и 30 т, 30-тонный кран используют для снятия дизель-генератора с тепловоза. Участок оборудован поточными линиями разборки и сборки тепловоза, ремонта дизелей, тележек и других агрегатов.
После снятия с тепловоза электрические машины, электрические аппараты и аккумуляторные батареи направляются для выполнения работ по дефектации, испытаниям, сборке и ремонта соответственно в отделениях ремонта электрических машин (электромашинное), электрических аппаратов (электроаппаратное) и ремонта и заряда аккумуляторных батарей.
В депо с большой программой ремонта электрические машины ремонтируют на поточных линиях. В отделении обычно монтируются поточные линии по разборке и сборке тяговых электродвигателей, ремонту тяговых генераторов, возбудителей, вспомогательных генераторов, якорей и подшипниковых щитов тяговых электродвигателей. Кроме поточных линий, в отделении имеются участки обработки коллекторов и бандажировки якорей, ремонта щеткодержателей и щеток, букс и польстеров моторно-осевых подшипников, катушек полюсов.
Поточные линии и специализированные участки оборудованы продувочными камерами, кантователями, прессами, пневматическими гайковертами, подъемными механизмами (мостовые краны, тельферы, домкраты и т. д.) и другими приспособлениями. В отделении имеются станки по обточке и продорожке коллекторов, замене бандажей и балансировке якорей. Широко используются передаточные тележки, рольганги и конвейеры.
На поточной линии по разборке и сборке тяговых электродвигателей применяется шагающий конвейер, который одновременно перемещает на соседние позиции все тяговые двигатели одновременно. Конвейер представляет собой раму, которая опирается на рамки домкратов. После окончания работ на всех позициях конвейер включают, домкраты приподнимают раму и перемещают на один шаг, затем домкраты опускают и тяговый электродвигатель или его остов устанавливается на следующей позиции, а рама в опущенном состоянии возвращается в исходное положение.
В отделении на площади, не занятой поточными линиями, располагаются подставки, стеллажи, установки для притирки щеток и др.
В отдельном помещении располагается пропиточно-сушильный участок, в задачу которого входит пропитка якорей и катушек специальными изолирующими составами с последующей сушкой в печах. Пропитку производят в вакуумно-нагнетательной установке, сушильные печи оборудуются автоматикой для поддержания заданного температурного режима.
После сборки тяговые генераторы, тяговые электродвигатели, двухмашинные агрегаты проверяют на специальных стендах в работе на холостом ходу и нагрузке на испытательной станции отделения.
В электроаппаратном отделении ремонтируют, испытывают и регулируют реле, регуляторы, контакторы, контроллеры машиниста, реверсоры, панели резисторов и электропневматические вентили. Во многих депо ремонт электрических аппаратов производят на поточной линии, где аппараты с позиции на позицию перемещаются с помощью цепного конвейера. На такой линии выполняются следующие технические операции: очистка от пыли (в специальной продувочной камере), оценка состояния и снятие неисправных деталей (на ремонтном столе), окраска и сушка (в специальной камере), сборка и испытание на стенде. Линия оборудована приспособлениями для разборки, сборки и контроля электрических аппаратов.
Отделение ремонта и заряда аккумуляторных батарей состоит из ремонтного, электролитного, зарядного и генераторного помещений, причем первые три должны быть раздельными для кислотных и щелочных батарей. В качестве зарядного агрегата применяют автоматическую зарядно-разрядную станцию А-202, которая позволяет при заряде или разряде поддерживать автоматически постоянство зарядного или разрядного тока независимо от степени заряда или разряда батареи и своевременное снижение зарядного тока при второй ступеци заряда. После окончания заряда или разряда отключение станции происходит автоматически.
Зарядное помещение оборудовано стеллажами с рольгангами, чтобы на одном стеллаже размещался комплект ящиков аккумуляторной батареи. Число стеллажей зависит от типа батареи (кислотные батареи 32 ТН-450 заряжаются одновременно две, а щелочные 46 ТПЖИ-550 — по одной), поэтому дополнительно оборудуют 1-2 стеллажа.
Источник
Структура цеха по ремонту электрических машин и пускорегулирующей аппаратуры
Структура электроремонтного предприятия и состав его оборудования определяются в основном номенклатурой и объемом ремонтируемого оборудования. Поскольку форма организации ремонта электрических машин, трансформаторов и другого электротехнического оборудования является цеховой, то далее будем рассматривать именно эту форму организации ремонта. Следует отметить, что ремонтный цех может быть как самостоятельной производственной единицей, так и являться одним из цехов крупного отраслевого предприятия. В последнем случае на предприятии создается дополнительно центральная электротехническая лаборатория.
В ремонтном цехе производятся следующие работы:
-капитальный ремонт электрических машин, включая их реконструкцию и модернизацию;
-средний и текущий ремонт;
-ремонт и изготовление пускорегулирующей аппаратуры;
-изготовление запасных частей для электрических машин и аппаратов;
-изготовление электромонтажных узлов и заготовок;
-ремонт и изготовление технологической оснастки для ремонта.
Все работы, проводимые в этом цехе, можно разбить на восемь основных видов: предремонтные, разборочно-дефектировочные, изоляционно-обмоточные, слесарно-механические, комплектовочные, сборочные, отделочные и послеремонтные. Соответственно в состав этого цеха должны входить следующие отделения и участки:
-склады поступающей и готовой продукции (территориально они могут быть объединены в один склад);
-участок разборки, мойки и дефектации машин и аппаратов;
-отделение ремонта контактных колец, коллекторов и щеточных аппаратов электрических машин и восстановление контактов электрических аппаратов;
-участок восстановления обмоточных проводов (в ряде случаев здесь осуществляется и изготовление нового обмоточного провода);
-пропиточно-сушильный участок с отделением окраски;
-участок комплектации и сборки электрических машин и аппаратов;
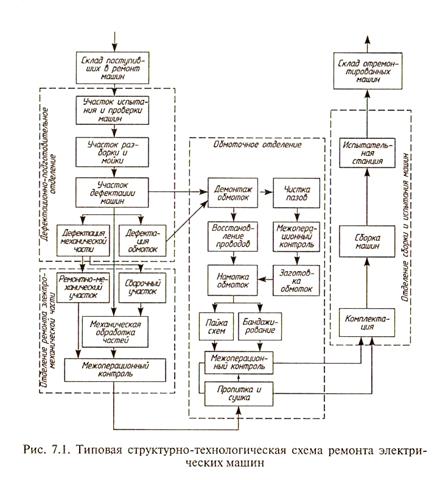
Кроме указанных участков, в цехе могут быть участки гальванопластики и столярная мастерская. Типовая схема ремонта представлена на рис. 7.1. Отметим, что ремонт электрических аппаратов может быть выделен в отдельное производство (отделение).
Испытательный участок. Здесь проводят предремонтные испытания для выявления неисправностей электрических машин, поступивших в ремонт. Помимо внешнего осмотра здесь измеряют активные сопротивления и сопротивление изоляции обмоток, проверяют целостность подшипников (при работе машины на холостом ходу), правильность и плотность прилегания щеток к коллектору и контактным кольцам, проверяют уровень вибрации.
Участок должен быть оснащен подъемно-транспортным и электроизмерительным оборудованием, а также испытательными стендами.
Участок разборки, мойки и дефектации. Здесь производят очистку машин перед разборкой, разбирают ее на отдельные узлы и детали и производят их дефектацию (определяют их состояние и степень износа, объем необходимого ремонта), передают неисправные детали и узлы для ремонта на соответствующие участки, а исправные — на участок комплектации. По итогам дефектации составляется дефектная ведомость и определяются необходимый объем ремонта и потребность в комплектующих изделиях.
Участок должен быть оснащен подъемно-транспортным и моечным оборудованием, механическими и электрическими инструментами для разборки машин, станками для удаления обмотки, печью для выжига (нагрева) изоляции, приспособлениями для выведения ротора из статора.
Ремонтно-механический и кузнечно-сварочный участки. Здесь ремонтируют изношенные и изготавливают новые конструктивные детали электрических машин и аппаратов — валы, корпуса подшипников скольжения, крышки подшипников и др. Здесь же ремонтируют и изготавливают новые токоведущие части, такие как контактные кольца, коллекторы, щеточные механизмы, контакты. На этом участке производят ремонт и перешихтовку магнитопроводов (сердечников), а также механическую обработку и восстановление резьбовых соединений. Кроме того, на этом участке изготавливают необходимую для ремонта технологическую оснастку.
Участки оснащены соответствующим парком универсальных станков для механической обработки деталей, подъемно-транспортным оборудованием, прессами и ножницами для резки металла, универсальным сварочным и слесарным оборудованием.
Обмоточное отделение. Здесь ремонтируют старые и изготавливают новые обмотки электрических машин и аппаратов, восстанавливают поврежденный обмоточный провод, осуществляют укладку, пропитку и сушку обмоток, производят сборку рабочей схемы соединения обмоток и осуществляют контроль изоляции обмоток в процессе ее изготовления и укладки.
Участок пропитки и сушки должен иметь хорошую вытяжную вентиляцию. Подъемно-транспортное оборудование рассчитывается на узлы, имеющие максимальную массу (как правило, это статоры наиболее крупных машин).
В отделении окраски проводят отделочные работы и окраску машин и аппаратов после сборки и испытаний. Там устанавливаются станки для очистки и изолировки проводов, намотки обмоток, резки и формовки изоляции, пресса для формовки катушек из прямоугольного провода, специальные станки для бандажировки обмоток. Отделение оснащено инструментом для пайки и сварки проводов, необходимым пропиточным оборудованием и сушильными шкафами.
Участок комплектации и сборки. Сюда направляются исправные чистые узлы и детали с участка разборки и дефектации, отремонтированные узлы и детали из остальных отделений, а также недостающие комплектующие детали (крепеж, подшипники качения и т. п.). Полный машинокомплект поступает на сборку, где осуществляются поузловая и общая сборка электрических машин и аппаратов. Здесь производится и балансировка роторов электрических машин.
Участок оснащен практически тем же оборудованием, что и участок разборки (за исключением моечного оборудования и оборудования для удаления обмоток). Кроме того, здесь установлены балансировочные станки.
Испытательная станция. Здесь проводятся послеремонтные испытания электрических машин и аппаратов по соответствующим программам, а также испытания новых конструкции, узлов и деталей, изготовленных в процессе реконструкции или модернизации.
Станция оснащена подъемно-транспортным оборудованием и испытательными стендами, включая стенды для высоковольтных испытаний, а также соответствующим защитным оборудованием. Территория станции имеет ограждение для предотвращения доступа на нее постороннего персонала предприятия.
Источник
Разработка отделения по ремонту электрических аппаратов
Определение продолжительности работ по результатам хронометрических наблюдений. Расчет таблицы технико-экономических показателей. Производственный процесс ремонта электромагнитного контактора. Аспекты организации охраны труда в аппаратном отделении.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 11.11.2013 |
| Размер файла | 33,6 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Задание и исходные данные на курсовую работу
1. Производственный процесс ремонта электромагнитного контактора
2. Режим работы и фонды времени
3. Определение балльности депо
4. Определение продолжительности работ по результатам хронометрических наблюдений
5. Расчет оборотного фонда узлов и агрегатов
6. Расчет необходимого количества основного оборудования
7. Расчет численности рабочих отделения
8. Расчет сетевого графика
9. Определение размеров отделения и размещение поъемно-транспортного оборудования
10. Организация охраны труда в аппаратном отделении
11. Расчет таблицы технико-экономических показателей
Основными задачами транспорта являются своевременное, качественное и полное удовлетворение потребностей народного хозяйства и населения в перевозках, повышение экономической эффективности его работы. Для этого необходимо обеспечить совершенствование организации эксплуатационной работы железных дорог, ремонта и содержание пути и подвижного состава; значительно повысить производительность локомотивов и вагонов, средний вес грузовых поездов; увеличить скорости движения поездов; ускорить оборот вагонов; обеспечить дальнейшее развитие и техническое перевооружение локомотивных и вагонных депо, заводов по ремонту подвижного состава, производству запасных частей и стрелочных переводов.
Ремонтная индустрия железнодорожного транспорта — это сложная постоянно развивающаяся динамическая система с большим количеством предприятий. Повышение эффективности производства на ремонтных заводах зависит от ускорения научно-технического прогресса и прежде всего от технического перевооружения, совершенствования организации производства и технологии ремонта локомотивов, вагонов, путевых машин, изготовления запасных частей и замены морально устаревшего станочного парка. В настоящее время техническая база локомотиворемонтных заводов усиливается за счет оснащения их автоматическими линиями, установки станков с числовым программным управлением, применения специальных станков и современного кузнечнопрессового оборудования.
Важный фактор повышения эффективности ремонтного производства — рост производительности труда. Повышение производительности труда на локомотиворемонтных заводах только на 1 % позволяет увеличить выпуск продукции в среднем на 20 млн. руб. в год.
Экономия и рациональное использование всех видов ресурсов — также важный фактор повышения экономической эффективности при минимуме затрат.
Реализация поставленных перед железнодорожным транспортом и его ремонтной индустрией задач требует от инженерно-технических кадров предприятий более глубокого изучения организации, планирования, управления и экономики производства.
ремонт электромагнитный контактор
Задание и исходные данные на курсовую работу
В курсовой работе необходимо дать краткое введение, также необходимо отразить следующие пункты:
1. Описать производственный процесс ремонта объекта в проектируемом отделении от момента поступления в отделение и до его сдачи.
2. Описать режим работы и рассчитать фонды времени работы отделения, оборудования и рабочих в проектируемом отделении.
3. Определить группу депо по балльности показателей.
4. Определить продолжительность работ — одну из операций по результатам хронометрических наблюдений.
5. Определить величину оборотного фонда агрегатов и узлов.
6. Рассчитать по укрупненным показателям необходимое количество основного оборудования.
7. Рассчитать численность работающих в отделении.
8. Рассчитать сетевой график ремонта узла.
9. Определить размеры и площадь отделения, а также потребность в подъемно-транспортном оборудовании.
10. Изложить основы охраны труда в отделении.
11. Рассчитать и составить таблицу основных технико-экономических показателей.
12. Вычертить на отдельном листе эскизный план отделения с расположением оборудования.
Серия локомотивов — ТЭМ2, ЧМЭ3.
Годовая программа ремонта локомотивов:
Эксплуатируемый парк тепловозов: ТЭМ2 — 15 ед., ЧМЭ3 — 85 ед.
1. Производственный процесс ремонта электромагнитного контактора
Ремонт электромагнитных контакторов при ремонте проводят с полной их разборкой. Его удобно производить на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением 50В для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.
Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.
Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.
Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; замеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу.
Включающую катушку контактора — промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.
Ремонт катушек с их полной разборкой выполняют при наличии в них обрывов проводников или межвитковых замыканий. Если у катушек повреждена покровная изоляция, то при ремонте ограничиваются только сменой изоляции. У катушек допускается восстановление двух обрывов обмотки. Концы обмоточных проводов в местах обрыва зачищают, скучивают и пропаивают припоем ПОС-40.
Катушки с оплавлением витков более 3% площади их сечения или с трещинами шин подлежат ремонту. Прогары, оплавления или трещины зачищают и проваривают латунью газовой сваркой. При более глубоких прожогах катушки заменяют. Катушки, прошедшие ремонт, пропитывают в лаке. Поврежденную оплетку выводов заделывают прорезиненной липкой лентой.
Якорь магнитопровод, сердечник промывают от грязи и при необходимости оцинковывают. Втулки с разработанными отверстиями в контактодержателе, якоря распрессовывают и устанавливают новые. Оси и валики очищают от грязи, опалины, подгаров, оцинковывают и перед постановкой смазывают.
Дугогасительная камера. Снятую с контактора дугогасительную камеру продувают сжатым воздухом, очищают от копоти, подгаров и брызг металла и разбирают. Асбестоцементные стенки, перегородки и решетки очищают на сталеструйной или установке. Стенки с толщиной менее 4 мм, со сколами, трещинами и прогарами глубиной более 25% их толщины их заменяют. Места более глубоких трещин и прогаров разделывают, тщательно зачищают напильником, крупнозернистой шлифовальной бумагой или обрабатывают в пескоструйной камере, очищают от пыли и песка и заделывают специальной замазкой или эпоксидной смолой.
В качестве замазки применяют асбестоцементный порошок, разведенный жидким стеклом, или смесь из равных частей гипсового порошка и асбестового волокна на щелочном лаке. Замазку наносят так, чтобы ее уровень был немного выше ремонтируемой поверхности, так как по мере затвердевания она дает усадку. Замазку на жидком стекле сушат при температуре 25-30°С, а щелочную — в сушильной печи при температуре 70-80°С в течение 7-8ч.
Сквозные прожоги и трещины можно устранить специальной мастикой. Замазку наносят немедленно после ее изготовления, так как у нее быстро начинается процесс полимеризации и через 30-40 мин. она уже затвердевает. Перед нанесением мастики ремонтируемое мест тщательно обезжиривают ацетоном или бензином. После окончательной обработки для повышения влагостойкости асбестоцементные стенки и перегородки пропитывают льняным маслом. Убедившись в исправности всех деталей камеру собирают.
Изоляционные планки и панели оснований, рычаги, стойки должны иметь чистую глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК.
Поверхностную изоляцию, имеющую трещины, сколы, прожоги или повреждения до половины ее толщины, снимают полностью или частично. Небольшие прогары зачищают напильником и шлифуют мелкой стеклянной бумагой. Ремонтируемое место промывают бензином и дважды покрывают эмалью.
Пружины снимают, промывают и проверяют по основным размерам. Пружины, имеющие следы ржавчины, оцинковывают с последующим обезводораживанием. Растянутые или просевшие, но не имеющие механических повреждений пружины восстанавливают. Для этого пружину отпускают, нагревая до температуры 920-980°С, сжимают или растягивают до чертежных размеров и для придания необходимой упругости подвергают закалке. Концевые винты пружины должны иметь ровную горизонтальную поверхность. Пружины с трещинами и не соответствующие характеристике заменяют.
Шарнирные соединения. Они должны обеспечивать свободное без заеданий движение соединяемых деталей и не иметь повышенного люфта. Для ремонта шарнирное соединение разбирают. Неисправные оси и валики не ремонтируют, а заменяют новыми. Разработанные отверстия заваривают и рассверливают под чертежный размер или на больший диаметр с последующей установкой в него втулки с соответствующими внутренним и наружным диаметрами.
Перед сборкой трущиеся поверхности шарнирных соединений покрывают смазкой, а после сборки контролируют зазор в шарнире.
После ремонта всех узлов и деталей контактор собирают в обратной разборке последовательности.
2. Режим работы и фонды времени
В электроаппаратном отделении работают ремонтные бригады по односменному графику по 2 дня с 8 до 20 часов и обеденным перерывом с 12 до 13 часов.
Годовой фонд времени работы отделения Fц, ч определяется по формуле:
где Др — число рабочих дней в году, принимается из расчета 365 рабочих дня;
ts — продолжительность рабочей смены, ts=12ч;
h — число праздничных дней в году, который совпадают с рабочими днями, h=13 дней;
tn — время сокращения продолжительности смены в предпраздничные дни, tn=1;
S — число рабочих смен в рабочих сутках, принимаем S=1.
Fц=(365·12-13·1)·1 =4367 ч.
Годовой фонд времени оборудования, ч:
где цо — коэффициент простоя оборудования в планово-предупредительных ремонтах, принимаем цо=0,96.
Годовой фонд времени рабочего, ч, при определении списочного количества рабочих определяется по формуле:
где До — продолжительность очередного отпуска рабочего, До=24 рабочих дней;
цро — коэффициент отсутствия рабочего на работе по уважительным причинам, принимаем цро=0,95.
Fрс = [(183-24)?12 -13?1]?0,95 =1800 ч.
Годовой фонд времени рабочего, ч, при определении явочного количества рабочих определяется по формуле:
Fря = 183?12 — 13?1 = 2183 ч.
3. Определение балльности депо
В зависимости от объема поездной работы, эксплуатируемого парка, а также программы ремонта по техническому обслуживанию и текущему ремонту локомотивные депо классифицируются на три группы:
I группа — депо, имеющее свыше 360 баллов;
II группа — депо, имеющее от 136 до 360 баллов;
группа — депо, имеющее от 61 до 135 баллов;
Оценочная шкала определения балльности локомотивного депо приведена ниже в таблице 1.
Таблица 1 Нормативная таблица для определения балльности локомотивного депо
Источник
