Отделение по ремонту секций холодильника тепловоза




§ 14. Ремонт секций холодильников
При малом периодическом ремонте секции холодильников очищают и продувают сжатым воздухом с наружной поверхности, не снимая с тепловоза.
При большом периодическом, подъёмочном и заводском ремонте секции масляного холодильника снимают с тепловоза, очищают и опрессовывают. То же делают и с водяными секциями, за исключением большого периодического ремонта. При неисправности секции жалюзи и их приводы ремонтируют.
Основными неисправностями секции являются течь трубок вследствие обрыва и нарушения пайки и загрязнение внутренних и наружных поверхностей секций отложениями.
Технология ремонта секций
Очистка масляных и водяных секций с внутренней поверхности производится на стенде путём циркуляции щелочного раствора, употребляющегося для размягчения нагара у поршней.
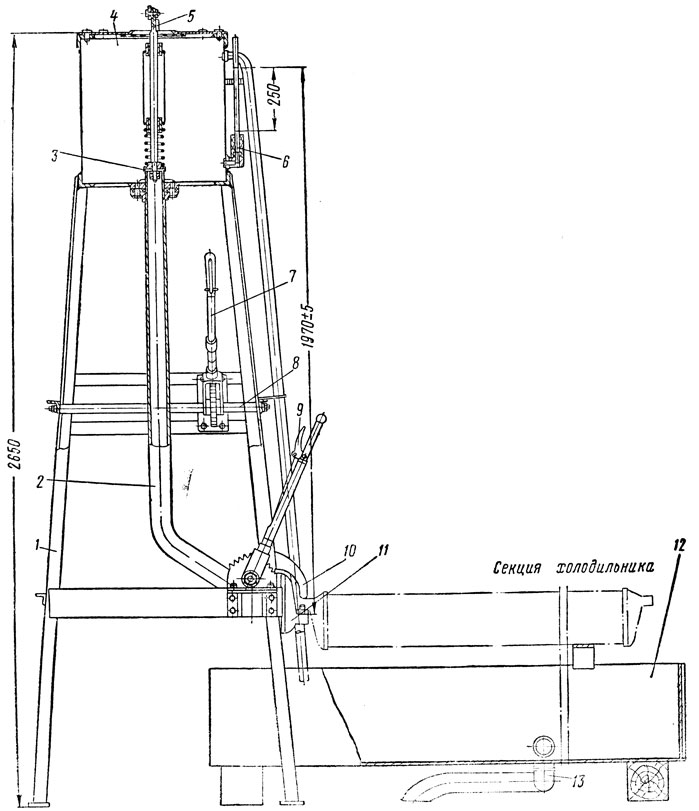
На фиг. 195 представлена схема стенда, разработанная конструкторским бюро Главного управления локомотивного хозяйства. Секции холодильников тепловозов ТЭ1, ТЭ2 и ТЭ3 на данном стенде промывают изнутри сначала раствором из бака 1, а затем горячей водой из бака 2. Одновременно на стенде промывают шесть секций. Вода в баке нагревается свежим паром посредством барбатёра 4, а раствор — при помощи теплообменника 3. Для контроля за температурой воды и раствора установлены термометры 5, снабжённые датчиками и световой сигнализацией. Датчики и сигнализация отрегулированы на подачу сигналов в пределах температур +95 и +80°С.
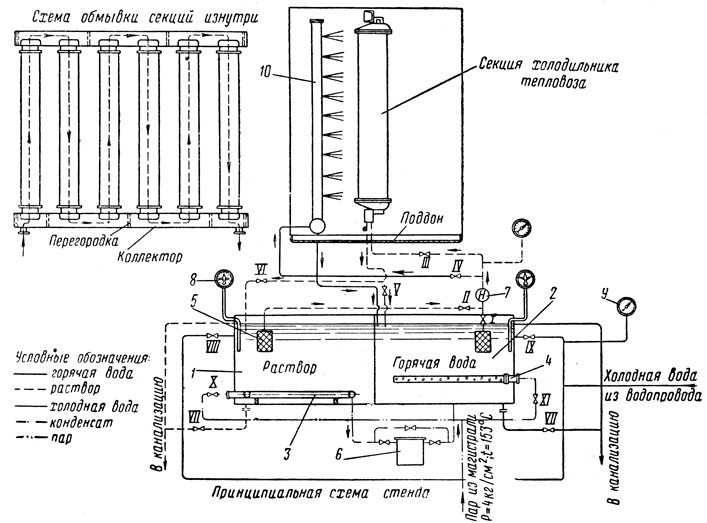
Фиг. 195. Схема стенда для промывки секций холодильников: 1 — бак с раствором; 2 — бак с горячей водой; 3 — теплообменник; 4 — барбатёр; 5 — фильтр; 6 — конденсационный горшок; 7 — нясос с электродвигателем; 8 — термометр; 9 — манометр; 10 — душевая система
Центробежный насос 7 приводится во вращение от электродвигателя и забирает через фильтр 5 раствор или воду, которую подаёт в секции, или только горячую воду, направляя её в душевую систему 10 для наружной обмывки секций. Регулирование подачи раствора или горячей воды на стенде осуществляется открытием вентилей. Очистка секций холодильника изнутри раствором производится в течение 30 мин, обмывка горячей водой — в течение 15 мин.
При промывке секций раствором должны быть открыты вентили II, III, VI и закрыты вентили I, IV, V; при промывке горячей водой открыты вентили I, III, V и закрыты II, IV, VI и при наружной обмывке открыты I и IV и закрыты II, III, V и VI Наружную обмывку секций нужно производить при закрытых дверях камеры и включённом вентиляторе отсоса пара из камеры.
Течь секций происходит в большинстве случаев вследствие появления трещин в трубках у кромки усилительной доски и в местах пайки трубок с трубной коробкой. Для доступа к трубкам обрубают шов, соединяющий трубную коробку с коллектором. Если у трубок лопнули стенки, то в повреждённую трубку вставляют пластину и отверстие запаивают наглухо. При текущем ремонте у каждой секции тепловозов ТЭ1 и ТЭ2 разрешается запаивать не более восьми трубок, а при заводском — не более четырёх.
При большем количестве текущих трубок и течи усилительной доски производится ремонт с заменой трубной коробки и усилительной доски. В этом случае концы трубок у усилительной доски обрезают и устанавливают новую доску и трубную коробку с увеличенным по высоте буртом и все трубки тщательно пропаивают с использованием медефосфористого припоя.
Технологический процесс припайки трубок секций заключается в следующем:
1) обработка концентрированной серной кислотой трубной коробки и усилительной доски в течение 5-7 мин;
2) промывка их холодной водой;
3) механическое обезжиривание сухими опилками при помощи концов;
4) промывка горячей водой (80-90°);
5) промывка холодной водой;
6) травление соляной кислотой в течение 6-8 мин, склёпанной трубной коробки и усилительной доски в сборе с секцией. Соляная кислота применяется в виде 50%-ного водного раствора, протираемого по поверхности травления мягкой стальной щёткой;
7) промывка секции водой;
8) промывка горячей водой;
9) флюсование бурой с расплавлением её газовой горелкой;
10) пайка медефосфор истым припоем, состоящим из 92,35-90,75% меди, 6,9-8,0% фосфора и 0,75-1,25% серебра.
Пайка производится при помощи ацетиленовой горелки СУ с наконечником № 2 или № 3;
11) прочистка трубок оправкой в случае попадания в них флюса или припоя.
Качество пайки трубок секции до приварки коллектора проверяют в приспособлении, изображённом на фиг. 196.
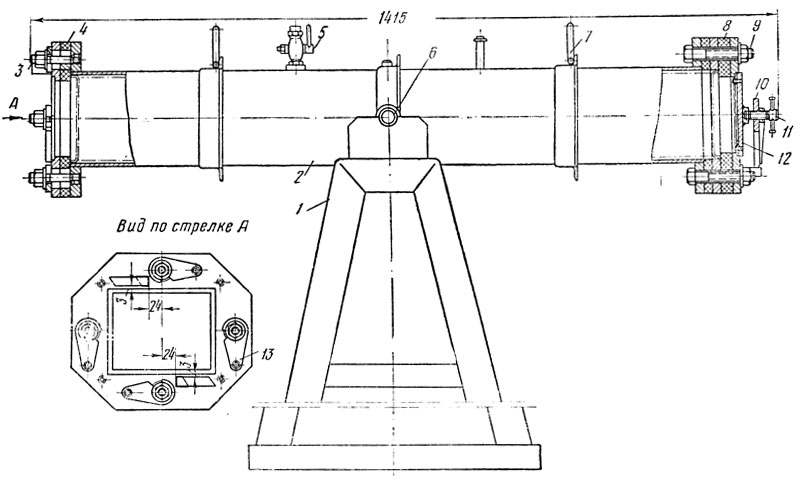
Фиг. 196. Приспособление для проверки плотности трубок секции холодильника: 1 — подставка; 2 — кожух; 3 и 9 — болты; 4 и 8 — резиновые прокладки: 5 — кран; 6 — цапфа; 7 — кольцо; 10 — траверса; 11 — винт; 12 — люк; 13 — собачка
Приспособление состоит из подставки 1 на которую укладывают кожух 2, снабжённый цапфами 6. На этих цапфах кожух можно устанавливать в различные положения. Внутри кожуха закладывают испытуемую секцию, которую зажимают болтами 3 и 9 и собачками 13 и уплотняют у трубной коробки резиновыми прокладками 4 и 8. С одной стороны приспособления предусмотрен люк 12, прижимаемый винтом 11, который проходит сквозь траверсу 10. В кожух через кран 5 подают воздух, а секцию, установленную вертикально, заполняют водой. О плотности трубок судят по отсутствию выхода из них пузырей воздуха. Для подъёма приспособления предусмотрены кольца 7.
После испытания трубок на плотность проверяют в собранном виде параллельность привалочных поверхностей секции при помощи приспособления, представленного на фиг. 197. Приспособление представляет собой подставку на которой при помощи винтов 3 укреплены планки 2. На эти планки укладывают привалочными поверхностями коллекторы секции. О правильности сборки секции судят по отсутствию зазора между планками и привалочными поверхностями секций. При наличии зазора делают подгонку коллекторов.
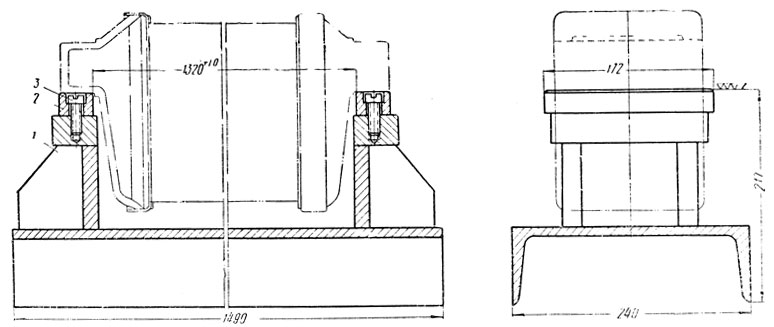
Фиг. 197. Приспособление для проверки привалочных поверхностей коллекторов секций холодильников: 1 — подставка; 2 — планка; 3 — винт
Проверенную в сборе секцию устанавливают на стенд (фиг. 198), где и осуществляют приварку коллекторов к трубной коробке. Стенд состоит из подставки 1, на которой смонтирована поперечина 2, поворачивающаяся на цапфах. Одну из цапф зажимают крышкой 5, откидным болтом 7 и гайкой 6. Штыри 4 входят в отверстия коллекторов, которые прижимаются откидными струбцинами 8. На этом стенде собранную секцию можно поворачивать на цапфах в вертикальной плоскости под любым углом. После приварки одного коллектора секцию вновь испытывают на плотность, для чего используют стенд, конструкция которого аналогична представленному на фиг. 196.
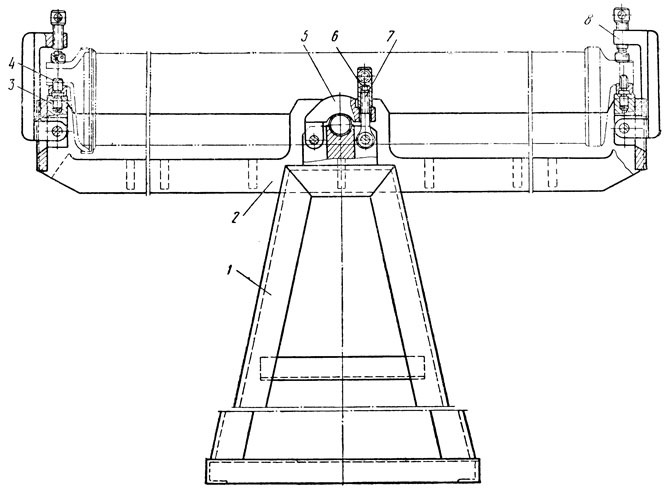
Фиг. 198. Стенд для установки свариваемых секций холодильника: 1 — подставка; 2 — поперечина; 3 — планки; 4 — штырь; 5 — крышка; 6 — гайка; 7 — откидной болт; 8 — струбцина
Трубную коробку приваривают газовым пламенем по всему периметру к коллектору припоем ПМЦ-54 или латунью Л-62. Ширина наложенного шва должна быть не менее 5 мм.
Испытание секций
Секции после ремонта испытывают на плотность и проверяют чистоту внутренних поверхностей трубок. Водяные секции испытывают на плотность водой при давлении 5 ати, а масляные — 8 ати.
Чистота .внутренних поверхностей трубок определяется на стенде (фиг. 199) по времени истечения воды из напорного бака от верхнего до нижнего уровня, которое для масляных секций тепловозов ТЭ1, ТЭ2 и ТЭ3 должно быть не более 25 сек и для водяных-не более 65 сек. Стенд состоит из каркаса 1, на котором установлен напорный бак 4, снабжённый водомерным стеклом 6 и запорным клапаном 3. Из днища бака выходит труба 2 диаметром 2 1 /2 » . К нижнему концу трубы приваривают коллектор 11, к которому при помощи рычага 10 и рукоятки 9 прижимается коллектор испытываемой секции. Для поднятия клапана предусмотрен вал 8 с рукояткой 7, воздействующий на трос 5, прикрепляемый к стержню клапана. Для слива воды из секции установлен сливной бак 12 со спускной трубой 13.
Фиг. 199. Стенд для испытаний секций холодильника на истечение воды: 1 — каркас; 2 — труба; 3 — клапан; 4 — напорный бак; 5 — трос; 6 — водомерное стекло; 7 и 9 — рукоятки; 8 — вал; 10 — рычаг; 11 — коллектор стенда; 12 — сливной бак; 13 — спускная труба
Время прохождения воды через систему стенда без секций при том же понижении уровня должно составлять 15-17 сек.
Источник
Ремонт секций холодильника. Неисправности сборочной единицы тепловоза, их причины и способы предупреждения , страница 2
2 НЕИСПРАВНОСТИ СЕКЦИЙ ХОЛОДИЛЬНИКА ТЕПЛОВОЗА, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Наиболее часто у секций холодильника встречается течь из–за обрыва трубок, которая возникает главным образом у наружных и реже у боковых трубок лобовых секций в местах входа их в усилительную доску и трубную коробку. Этот дефект является следствием интенсивного охлаждения наружных трубок воздухом, что вызывает понижение температуры стенок трубок зимой по сравнению с трубками внутренних рядов. Различные температуры металла трубок вызывают различное их удлинение, влекущее за собой появление напряжений, выходящих за пределы текучести металла трубок. Способствует обрыву также перекристаллизация металла трубок, усилительной доски и трубной коробки в местах входа трубок в решётку. Перекристаллизация возникает при пайке высокотемпературными припоями. В случае перекристаллизации возникает повреждение паяных швов, трещины.
Второй неисправностью является загрязнение внутренних поверхностей трубок образованием нагара и накипью. Это является следствием действия высоких температур воды, в результате чего соли, находящиеся в воде, оседают на поверхности трубок. Это приводит к плохому теплообмену воды с воздухом и ещё большему нагреву воды. Способом предупреждения этой неисправности является уменьшение температуры охлаждающей воды вследствие лучшего её охлаждения, а также использование лучше очищенной воды, содержащей меньше солей, использование присадок.
Третьей неисправностью является загрязнение наружных поверхностей трубок отложениями грязи и пыли. Это приводит к худшей циркуляции воздуха по секциям, вследствие чего ухудшается охлаждение воды. Возникает эта неисправность в результате использования запыленного воздуха.
Четвёртой неисправностью является погнутость охлаждающих пластин. Это приводит к худшей циркуляции воздуха, а также к уменьшению прочности секций. Причиной неисправности является повреждение секций во время установки на тепловоз и при ремонте. Способом предупреждения неисправности является более аккуратное обращение с секциями холодильников при ремонте.
Пятой неисправностью является обрыв трубок секций в результате размораживания их в зимний период. Способ предупреждения – постоянный прогрев тепловоза в зимнее время.
Шестой неисправностью является погнутость трубной коробки и усилительной доски. Это приводит к уменьшению жёсткости конструкции, худшей циркуляции воды. Причиной является механическое повреждение секций при транспортировке во время ремонта, а также при эксплуатации. Способом предупреждения неисправности является более аккуратное обращение с секциями.
3 ОБЪЁМ РАБОТ ПРИ РЕМОНТЕ СЕКЦИЙ ХОЛОДИЛЬНИКА
3.1 ОБЩИЕ ТРЕБОВАНИЯ К ОБЪЁМУ РАБОТ ПО СБОРОЧНОЙ ЕДИНИЦЕ СОГЛАСНО ПРАВИЛАМ РЕМОНТА ТЕПЛОВОЗОВ
Наружное загрязнение трубок устраняется путём продувки их сжатым воздухом.
Внутреннюю поверхность трубок промывают на стенде 010.03 нагретым до температуры 90 °С раствором в течение 30 минут, заставляя его протекать в прямом и обратном направлении, а затем горячей водой в течение 15 минут [5]. Допускается промывка секций щелочным раствором из каустической соды (3–5%), жидкого стела (1%) и хозяйственного мыла (1%). Наружную поверхность секций промывают горячей водой (90 °С) с помощью душевой системы при закрытых дверях камеры и включенном вентиляторе отсоса пара. Очищенные секции продувают сжатым воздухом для охлаждения и удаления остатков воды. Качество очистки внутренних поверхностей трубок секций проверяют на стенде по времени протекания определённого количества воды (57,6л) через испытуемую секцию. Это время не должно превышать 65с. Если время протекания превышает нормативы, секцию подвергают повторной очистке с последующей проверкой на протекание.
Источник
Отделение по ремонту секций холодильника тепловоза
Название работы: Ремонт холодильников и теплообменников
Предметная область: Производство и промышленные технологии
Описание: Неисправностями секций холодильника являются течь по трубкам при обрыве и нарушении пайки загрязнение наружной и внутренней поверхностей секций. Течь трубок по месту пайки в коробку возникает при неправильном креплении секций колебании давлений и температуры воды и масла и размораживании секций зимой при резком открывании жалюзи. Снаружи секции покрываются пылью и грязью внутри масляных секций отлагаются механические частицы нагар и продукты окисления масла на водяных секциях накипь. Загрязнение секций ухудшает теплопередачу от трубок.
Дата добавления: 2015-02-07
Размер файла: 176.34 KB
Работу скачали: 46 чел.
Ремонт холодильников и теплообменников»
Секции холодильника. Неисправностями секций холодильника являются течь по трубкам при обрыве и нарушении пайки, загрязнение наружной и внутренней поверхностей секций. Течь трубок по месту пайки в коробку возникает при неправильном креплении секций, колебании давлений и температуры воды и масла и размораживании секций зимой, при резком открывании жалюзи. Снаружи секции покрываются пылью и грязью, внутри масляных секций отлагаются механические частицы, нагар и продукты окисления масла, на водяных секциях накипь. Загрязнение секций ухудшает теплопередачу от трубок воздуху, что приводит к перегреву воды и масла. Загрязнение секций обнаруживают наощупь по разности температур вверху и внизу по сравнению с температурой соседних секций.
Секции снимают с тепловоза при текущем ремонте ТР-3. Масляные секции снимают, если они не обеспечивают нормальной температуры масла. В некоторых депо их продувают паром, а затем промывают раствором от стационарной установки без снятия с тепловоза (30 кг омыленного петролатума и 25 кг каустической соды на 1 м 3 воды), после чего промывают горячей (8095 °С) водой. При техническом обслуживании ТО-3 и текущем ремонте ТР-1 в секциях проверяют, нет ли течи воды и масла в соединениях, летом через одно техническое обслуживание ТО-3 секции продувают сжатым воздухом через открытые жалюзи.
Для снятия секций с тепловоза вначале удаляют жалюзи и отворачивают гайки крепления секций. Снимают и устанавливают секции и жалюзи на передвижных площадках высотой 1,61,7 м, оборудованных барьерами и лестницами.
В отделение для ремонта секции транспортируют краном или на тележках в контейнерах из арматурного железа, оберегая при этом от ударов и повреждений. Секции предварительно промывают на стенде, проверяют на протекание воды и испытывают герметичность трубок. Внутреннюю поверхность трубок моют также на стенде (рис. 89) щелочным раствором (кальцинированная сода 35%, жидкое стекло 1% и хозяйственное мыло 1%) при циркуляции его через секции в двух направлениях по 30 мин в каждом и последующим пропуском горячей воды в течение 15 мин. Температура раствора и воды должны быть 8090 °С. Раствор в баке подогревается теплообменником, а вода паром через отверстия барбатера. На стенде одновременно промывают шесть секций.
Для очистки от отложений шлама в трубной коробке применяется способ гидроудара. Масляные секции с турбулизаторами продувают паром и очищают в ванне раствором (30 кг омыленного петролатума и 25 кг каустической соды на 1 м 3 воды) при температуре 90 °С, после чего через секцию пропускают горячую воду с температурой 8095 °С. Секции снаружи моют горячей водой с температурой 8095 °С под давлением (1,54-2,0)10 Па через душевую систему при закрытых дверях  камеры и включенном вентиляторе отсоса пара.
камеры и включенном вентиляторе отсоса пара.
Рис 89 Схема стеида для промывки секций холодильника-
1 бак с раствором, 2 фильтр, 3 термометр, 4 коллектор, 5 перегородка, 6 душевая система, 7секция холодильника тепловоза, 8 поддон, 9 насос с электродвигателем, 10 бак с горячей водой, 11 манометр, 12 барбатер, 13 конденсационный горшок, 14 теплообменник
Загрязненные водяные секции очищают от накипи заливкой в них 50%-ного раствора технической соляной кислоты на 1520 мин и промывкой 2%-ным раствором кальцинированной соды и горячей водой, а затем на стенде раствором и горячей водой. Перед снятием секций после промывки их продувают воздухом для охлаждения и удаления остатков горячей воды.
Чистоту внутренних поверхностей трубок проверяют по времени протекания 57,6 л воды из напорного бака через испытываемую секцию на стенде (рис. 90). Это время должно быть: для водяных секций длиной I 1356 мм не более 65 с, для масляных секций не более 30 с, для масляных секций с турбулизаторами не более 75 с, для водяных секций длиной I 686 мм не более 50 с. При креплении секции на стенде надо следить, чтобы отверстия коллектора не перекрывались прокладкой. Секции с большим временем протекания очищают повторно с последующей проверкой на протекание. Герметичность секций после очистки проверяют на стенде опрессовкой в течение 5 мин водой давлением 3-10 5 Па для водяных и 8-Ю 5 Па для масляных секций, в том числе и с турбулизаторами. Течи и потения по месту пайки трубок и коллекторов не допускаются.
 Течь трубок в наружных рядах по месту заделки в усилительной доске устраняют пайкой меднофосфористым припоем без снятия трубной коробки. Течь трех и менее трубок устраняют сплошной наружной опайкой припоем ПОС-40 места стыка трубок с усилительной доской и трубной коробкой или окунанием предварительно очищенного и протравленного конца секции в ванну с расплавленным припоем.
Течь трубок в наружных рядах по месту заделки в усилительной доске устраняют пайкой меднофосфористым припоем без снятия трубной коробки. Течь трех и менее трубок устраняют сплошной наружной опайкой припоем ПОС-40 места стыка трубок с усилительной доской и трубной коробкой или окунанием предварительно очищенного и протравленного конца секции в ванну с расплавленным припоем.
Отверстия в коллекторе секции перед окунанием должны быть заглушены. В секциях с течью трех и более трубок заменяют трубную коробку и усилительную доску. С дефектного конца секции снимают коллектор, для чего секцию кладут горизонтально и вертикальный шов, соединяющий коллектор с трубной коробкой, прогревают газовой горелкой сверху вниз до температуры плавления припоя (9001100 °С) так, чтобы расплавленный припой выдувался пламенем горелки. По мере выплавления припоя кромку трубной коробки отгибают, коллектор снимают и очищают от остатков припоя. Стенки трубной коробки выправляют молотком, а ее кромки зачищают напильником.
Для выявления лопнувших трубок секцию устанавливают вертикально в приспособление (рис. 91), трубную коробку уплотняют резиновыми прокладками, секцию снизу глушат заглушкой, заливают водой до уровня трубок и внутри приспособления создают давление воздуха до 1-10 Па. Дефектные трубки определяют по выходу пузырьков воздуха. Если трещины трубок запаять невозможно, разрешается запаять их с обоих концов меднофосфористым припоем с предварительным снятием коллекторов. При ремонте в депо разрешается заглушать до восьми трубок, при ремонте на заводах не более пяти. Если обнаружена течь по месту пайки трубок к трубной коробке, разрешается после предварительной зачистки дефектное место пропаять меднофосфористым припоем. В секциях с турбулизаторами лопнувшие трубки пайке не подлежат, заглушать в таких секциях разрешается до четырех трубок.
Для замены коробки с усилительной доской на станке отрезают трубки с трубной коробкой на расстоянии 45 мм от усилительной доски. Активная длина трубок секции после обрезки при ремонте в депо должна быть не менее 1145 мм, при ремонтах на заводе не менее 1150, для турбулизаторных секций не менее 474 мм. После обрезки с трубок снимают по пять-шесть охлаждающих пластин, концы трубок расплавляют, очищают от грязи, припоя и слегка сжимают плоскогубцами. В трубках с турбулизаторами после обрезки проверяют, чтобы лепестки срезанных турбулизаторов не перекрывали каналов для прохождения масла.
Новую трубную коробку с более высокими бортами и усилительную доску после очистки опускают на 57 с в ванну с концентрированной серной кислотой, затем промывают в холодной и горячей (6070 °С) воде в течение 23 мин. Далее их соединяют медными заклепками и надевают на трубки секции так, чтобы концы трубок выступали над решеткой коробки на 1,53,5 мм. Потом концы трубок выправляют, протравливают их и поверхность трубной коробки 50%-ным раствором серной кислоты, промывают холодной и горячей (8090 °С) водой. На очищенную поверхность трубной коробки наносят техническую буру и расплавляют ее газовой горелкой, при этом не допускают попадания буры в трубки. Пайку трубок выполняют меднофосфористым припоем (90,7592,35% меди, 68% фосфора, 0,751,25% серебра) ацетиленовой горелкой №2 или №3 так, чтобы припой не затекал в трубки. После пайки концы трубок раздают оправкой так, чтобы щуп сечением 0,8X15 мм для водяных и 2,5X13,0 мм для масляных секций проходил на глубину не менее 30 мм, для турбулизаторных на 5 мм. Качество пайки трубок проверяют на приспособлении (см. рис. 91). Дефектные места повторно пропаивают. Затем секцию с коллекторами помещают в приспособление кондуктор, который обеспечивает правильное расположение коллектора, необходимую длину секции между отверстиями под шпильки и позволяет поворачивать секцию во время приварки коллектора припоем ПМЦ-54 или латунью Л-62. После ремонта секцию опрессовывают водой и испытывают на стенде на время протекания воды. На коллекторы секций, отремонтированных по указанной технологии, наносят клеймо (дату и пункт ремонта). Клеймо можно наносить белой краской на боковые щитки секции.
 Рис. 91 Приспособление для проверки плотности трубок секций холодильника.
Рис. 91 Приспособление для проверки плотности трубок секций холодильника.
1 подставка, 2 кожух, 3,7 резиновые прокладки, 4 край; 5 цапфа, 6 кольцо, 8 траверса, 9 винт, 10 люк, 11 собачка
Перед съемкой секций надо установить передвижные или переносные площадки высотой 1,61,7 м с барьерами и лестницами. Для предотвращения падения боковых жалюзи их надо предварительно подвесить на кране. Для безопасности и предупреждения ожогов рук перед снятием секций со стенда необходимо внутреннюю и наружную их поверхности продувать сжатым воздухом для удаления из секций остатков горячей воды и понижения их температуры, для чего на стенде предусмотрены специальные вентили. Стенд оборудован надежной вытяжной вентиляцией, обеспечивающей полное удаление паров, образующихся при промывке секций. Особую осторожность следует соблюдать при работе с каустической содой и соляной кислотой, так как попадание их на кожу может вызвать ожоги. Для предупреждения раздражения кожного покрова рук слесарям, занятым ремонтом и промывкой секций холодильника, необходимо применять защитные пасты и мази. Необходимо также повседневно следить за тем, чтобы люки баков, в которых нагреваются моющий раствор и вода для обмывки секций, всегда были плотно закрыты.
Для очистки от шлама и накипи внутренних поверхностей водяной системы охлаждения дизеля распоряжением МПС №С-37036 от 25.11.81 с 1982 г. введена обязательная периодическая очистка водяных систем дизелей 2Д100 и 1ОД100 и всех составных частей, входящих в них (водовоздушные секции холодильника, теплообменники, топливонагреватели, воздухоохладители и др.) с применением раствора лигносульфоновой кислоты.
Установлена следующая периодичность промывки водяных систем:
система охлаждения дизеля 10Д100 2 раза в год: весной перед наступлением лета и осенью перед наступлением зимы;
система охлаждения наддувочного воздуха и масла дизелей 10Д100, а также системы охлаждения дизелей 2Д1001 раз в год для всех железных дорог.
Калориферы и отопительные агрегаты при промывке во избежание разрушения оловянистого припоя должны быть отключены.
Установка для промывки водяных систем состоит из емкостей, двух центробежных насосов, трубопроводов, пульта управления и переносных шлангов для подключения установки к тепловозу. Очистка производится путем циркуляции концентрированного горячего раствора (температура 6570 °С) в замкнутом контуре раздельно по системе секций холодильника, системе дизеля, теплообменника и воздухоохладителей в направлении, обратном току охлаждающей воды дизеля. Состав раствора для промывки: 50 кг лигносульфоновой кислоты, 16 кг серной кислоты на 100 л конденсата.
Процесс промывки водяной системы тепловоза осуществляется в такой последовательности: после приготовления и нагревания раствора паром с тепловоза сливают охлаждающую воду в специальный бак, собирают требуемую схему очищаемого контура водяной системы, подсоединяют съемные напорный и сливной трубопроводы от установки к дизелю и приводят в действие установку для циркуляции раствора по водяной системе тепловоза. После очистки системы раствором ее промывают водой со сливом воды в канализацию, а секции холодильника очищают снаружи обдувкой паром от пароразборной колонки.
Среднее время на очистку водяной системы составляет 2,5 ч на одну секцию. Оборудование установки монтируется на подвижной платформе, что позволяет производить очистку водяной системы в теплое время вне цеха, без занятия ремонтного стойла.
Жалюзи. При осмотре жалюзи и их привода проверяют состояние бронзовых втулок, войлочного уплотнения и прилегание створок. Дефектные втулки заменяют металлокерамическими или капроновыми. Изношенные или порванные войлочные уплотнения заменяют. Привод жалюзи должен обеспечивать свободное и равномерное открытие и плотное прилегание створок при закрытии. В закрытых жалюзи между створкой и войлоком допускаются щели до 1 мм и длиной для каждой створки не более 1/3 ее длины.
Коллекторы холодильников. Эти детали холодильника снимают с тепловоза при обнаружении трещин и утечки воды и масла. Снятые коллекторы очищают от грязи и осматривают, обращая внимание на наличие трещин в сварных швах, выпучин стенок масляного коллектора. Трещины по сварным швам вырубают и заваривают электродами. Стенки коллекторов с выпучинами выправляют и усиливают накладками, которые приваривают по контуру.
После ремонта коллектор опрессовывают водой давлением 8 -10 5 Па в течение 5 мин. Течь и потение не допускаются.
Теплообменник. Перед разъединением трубопроводов и снятием теплообменника сливают воду и масло. Характерные неисправности теплообменника: загрязнение водяной и масляной полостей, течь масла по сальнику 9 (рис. 258) и течь трубок. Очищают и моют теплообменник так же, как и секции холодильника. Условно о качестве очистки внутренних поверхностей трубок судят по времени протекания определенного количества воды через теплообменник, а о качестве очистки наружных поверхностей трубок и масляной полости по разности объемов воды, которая заполняет эту полость до и после ее очистки. После очистки герметичность обеих полостей проверяют опрес- совкой горячей водой (60 75°С). Водяную полость испытывают давлением 6 кгс/см 2 , а масляную 15 кгс/см 2 . При необходимости теплообменник разбирают.
 Охлаждающий элемент 14 опрессовывают воздухом, поместив его в приспособление, аналогичное изображенному на рис. 256. К внешней стороне трубок подводят сжатый воздух (11,5 кгс/см 2 ), а трубки заполняют водой. Течь между трубной решеткой 7 или 12 и любой трубкой (по паяному шву) устраняют перепайкой мягким припоем ПОС-ЗО, а трубки с трещинами запаивают (заглушают) с обоих концов. Допускается заглушать до 5% трубок. Трещины в корпусах и рубашке устраняют сваркой. Резиновые детали заменяют новыми независимо от их состояния. Отверстия промежуточного стального кольца сальникового уплотнения 9 прочищают. После сборки герметичность соединений теплообменника проверяют опрессовкой горячей водой.
Охлаждающий элемент 14 опрессовывают воздухом, поместив его в приспособление, аналогичное изображенному на рис. 256. К внешней стороне трубок подводят сжатый воздух (11,5 кгс/см 2 ), а трубки заполняют водой. Течь между трубной решеткой 7 или 12 и любой трубкой (по паяному шву) устраняют перепайкой мягким припоем ПОС-ЗО, а трубки с трещинами запаивают (заглушают) с обоих концов. Допускается заглушать до 5% трубок. Трещины в корпусах и рубашке устраняют сваркой. Резиновые детали заменяют новыми независимо от их состояния. Отверстия промежуточного стального кольца сальникового уплотнения 9 прочищают. После сборки герметичность соединений теплообменника проверяют опрессовкой горячей водой.
Рис. 258. Теплообменник:
1,2 прокладки; 3, 4, 5 верхний, средний и нижний корпусы; 6 рубашка; 7, 12 нижняя и верхняя трубные решетки; 8, 13 нижняя и верхняя крышки; 9 резиновое кольцо сальникового уплотнения (ТЭП60-10-40-23); 10 резиновое кольцо (2ТЭ10Л-20- 35-145); 11 трубка; 14 охлаждающий элемент (2ТЭ ЮЛ-20-35-021-2)
В вентиляторных колесах холодильника могут быть следующие неисправности: ослабление крепления, трещины в лопастях, сварных швах и электрозаклепах по месту приварки лопастей, нарушение балансировки и отрыв лопастей от барабана и воротников жесткости. В подпятнике наблюдаются износ и поломки корпуса, вала, подшипников и сальниковых уплотнений. Неисправности карданного вала привода вентилятора холодильника трещины в сварных швах, выработка отверстий во фланцах вала, износ пальцев крестовин и их втулок или игольчатых подшипников.
При техническом обслуживании ТО-3 и текущем ремонте ТР-1 осматривают крыльчатки вентиляторов и их крепление на валу , состояние лопаток, проверяют надежность крепления корпусов вентиляторов к раме тепловоза и фланцу углового редуктора. Вентиляторные колеса холодильников, их подпятники, вентиляторы тяговых электродвигателей и тяговых генераторов (тепловозы типа 2ТЭ10) снимают с тепловозов для осмотра и ремонта н а текущем ТР-3 и капитальных ремонтах.
При снятии вентиляторного колеса холодильника отворачивают гайку крепления и съемником спрессовывают колесо с вала подпятника. После разборки и очистки колеса детали подпятника и карданный вал осматривают. Вентиляторные колеса холодильников тепловозов ТЭЗ и ТЭ10 заменяют, если общая длина продольных трещин превышает 300 мм (на тепловозах ТЭ10Л более 150 мм для шва приварки лопасти) или концы поперечных трещин расположены ближе 60 мм от краев лопастей. Мелкие трещины в лопастях колеса засверливают по концам, вырубают и заваривают электродами Э42.
Качество приварки лопастей проверяют балансировкой колеса и осмотром наличия трещин после испытания в течение 10 мин при частоте вращения 1700 об/мин на тепловозах ТЭЗ и ТЭ7, 1600 об/мин на тепловозах 2ТЭ10Л, 1570 об/мин для большого и 2800 об/мин для малого колес на тепловозах ТЭ10.
При замене колеса контролируют по краске прилегание конусных поверхностей вала подпятника и ступицы колеса, которое должно быть не менее 80% всей поверхности. При установке подпятника в сборе с вентиляторным колесом проверяют зазор между лопастями колеса и поверхностью диффузора, он должен быть равномерным по всей окружности и составлять 510 мм (тепловозы ТЭЗ и типа 2ТЭ 10 ), 711 мм большое колесо, 47 мм малое (тепловозы ТЭ10). Разность этого зазора для одного колеса допускается до 5 мм. Равномерный зазор по диаметру колеса устанавливают за счет зазоров между отверстиями лап подпятника и болтами. Необходимый зазор между диффузором и крыльчаткой обеспечивается приваркой круговых планок. Положение корпуса подпятника фиксируется двумя коническими штифтами.
У карданного вала магнитной дефектоскопии подвергают штангу вала, фланцы, вилки, ушки и крестовины. При обнаружении трещин детали заменяют. Пальцы крестовин с бронзовыми или капроновыми втулками с выработкой более 0,1 мм шлифуют и восстанавливают хромированием или осталиванием. Уменьшение диаметра пальца при шлифовании от чертежного размера допускается до 1 мм. Ослабшие или разработанные втулки крестовин заменяют. Крестовины с игольчатыми подшипниками заменяют комплектно с подшипниками в случае, если ее пальцы имеют двусторонние отпечатки от игл. В игольчатых подшипниках допускается замена отдельных дефектных роликов с разностью по диаметру до 0,005 мм. Износ отверстий фланцев кардана устраняют наплавкой и сверлением под чертежный размер. Если зазор между пальцем ушка крестовины и отверстием во фланце превышает 0,04 мм, то палец хромируют или осталивают и шлифуют. Для удобства смазки карданный вал при сборке вентилятора устанавливают так, чтобы масленки крестовин и шлицевого конца вала располагались примерно в одной плоскости и по одну сторону от оси вала, при этом ушки скользящей и приварной вилок кардана должны быть в одной плоскости.
Ремонт вентилятора ТЭД
 Для охлаждения тяговых электродвигателей к ним подается атмосферный воздух специальными вентиляторами. Вентиляторы установлены на раме тепловоза и засасывают воздух снаружи через фильтры. Этот воздух от вентиляторов по нагнетательным каналам, а затем через широкие гибкие рукава, называемые гармошками, подводится к тяговым электродвигателям (рис. 1).
Для охлаждения тяговых электродвигателей к ним подается атмосферный воздух специальными вентиляторами. Вентиляторы установлены на раме тепловоза и засасывают воздух снаружи через фильтры. Этот воздух от вентиляторов по нагнетательным каналам, а затем через широкие гибкие рукава, называемые гармошками, подводится к тяговым электродвигателям (рис. 1).
Рис. 1. Схема установки и охлаждения тяговых электродвигателей
 Далее воздух проходит через специальное окно в станине двигателя, охлаждает коллекторы, щеткодержатели, проходит через двигатель параллельно его валу, отводит тепло от якоря, полюсов и выбрасывается наружу через окна с противоположной от коллектора стороны. Внутри двигателя поддерживается небольшое избыточное давление воздуха, препятствующее попаданию пыли, влаги, снега.
Далее воздух проходит через специальное окно в станине двигателя, охлаждает коллекторы, щеткодержатели, проходит через двигатель параллельно его валу, отводит тепло от якоря, полюсов и выбрасывается наружу через окна с противоположной от коллектора стороны. Внутри двигателя поддерживается небольшое избыточное давление воздуха, препятствующее попаданию пыли, влаги, снега.
Устройство центробежного вентилятора показано на рис. 2.
Рис. 2. Вентилятор охлаждения тяговых электродвигателей
Неисправностями вентиляторов тяговых электродвигателей являются обрыв заклепок и повреждение лопаток колеса, трещины сварных швов корпуса, износ войлочного уплотнения, ослабление крепления корпуса вентилятора к раме тепловоза или фланцу углового редуктора, повреждения брезентовых рукавов.
При техническом обслуживании ТО-3 и текущем ремонте ТР-1 осматривают крыльчатки вентиляторов и их крепление на валу, состояние лопаток, проверяют надежность крепления корпусов вентиляторов к раме тепловоза и фланцу углового редуктора. Вентиляторы тяговых электродвигателей снимают с тепловозов для осмотра и ремонта на текущем ТР-3 и капитальных ремонтах.
Для снятия вентиляторов тяговых двигателей тепловозов отсоединяют привод и крепление их к раме тепловоза. На тепловозах отсоединяют всасывающие каналы, брезентовый рукав нагнетательного канала и корпуса вентилятора от рамы тепловоза, снимают входной патрубок, отворачивают гайку и спрессовывают колеса вентилятора.
После разборки детали вентиляторов очищают, промывают в керосине и осматривают. Трещины в сварных швах корпуса вырубают и заваривают электродами Э42. Дефектные подшипники и войлочные уплотнения заменяют. В вентиляторных колесах ослабшие заклепки и дефектные лопатки снимают и ставят новые, при этом лопатки по размерам должны соответствовать чертежу. В отдельных случаях допускается комплектная замена алюминиевых лопаток стальными, отклонение в шаге любой пары лопаток допускают не более 0,5 мм. Изготовленные по шаблону лопатки подбирают группами по массе с разностью по длине до 0,3 мм. Отклонение в массе лопаток одной группы для вентиляторов тепловозов допускается до 1 г, причем одинаковые по массе лопатки располагают на противоположных сторонах колеса. В лопатках не допускаются трещины, надрывы и заусенцы.
Износ внутренней поверхности ступицы вентиляторного колеса ликвидируют наплавкой с расточкой отверстия под чертежный размер и под восстановление шпоночного паза. Посадочные поверхности вала под вентиляторное колесо и подшипники восстанавливают хромированием или осталиванием, а износ в шлицах вибродуговой наплавкой с последующей механической обработкой. Конические поверхности ступицы колеса и вала после ремонта притирают друг к другу, при этом прилегание по краске должно быть равномерным и составлять не менее 60% всей поверхности. Вентиляторные колеса статически балансируют на станке. Небаланс вентиляторного колеса тепловоза ТЭЗ допускается 15- 10
4 Н-м. Небаланс колеса устраняют креплением на колесе уравнительного груза массой не более 60 г, при этом допускается размещать два груза по 30 г на каждый диск. Грузы приваривают к несущему диску и крепят заклепками к покрывающему диску. Небаланс устанавливают также сверлением отверстий диаметром 15 мм на внутренней стороне ступицы по радиусу 80 мм. Небаланс колес вентиляторов тепловозов составляет 3,0-10
3 Н-м, при этом общую массу уравнительного груза допускают не более 30 г. Балансируют приваркой к несущему диску груза массой 30 г и клепанием груза массой 15 г (вместе с заклепками) к покрывающему диску на радиусе (225±1) мм. После балансировки колеса испытывают в течение 5 мин при частоте вращения 3200 — 2200 об/мин.
Вентиляторы собирают в последовательности, обратной разборке, с соблюдением посадок, предусмотренных чертежами и правилами ремонта. При сборке биение валов по посадочным поверхностям допускается до 0,030,05 мм, по резьбовому хвостовику и шлицам до 0,01 мм. Биение торцовых поверхностей покрывающего и несущего дисков по наибольшему диаметру и радиальное биение по поверхности лопаток возможно до 0,5 мм. В собранном вентиляторе вал с колесом должен вращаться свободно, без заеданий. Работу вентиляторов проверяют на тепловозе при работающем дизеле на всех оборотах вала, при этом не должно быть постороннего шума и стука, грения подшипников и течи смазки через уплотнения.
При работающих вентиляторах контролируют статический напор воздуха над коллектором каждого тягового двигателя при открытых выпускных окнах, который при частоте вращения л = 850 об/мин коленчатого вала должен быть не менее 510 Па ст..
При ремонте вентиляторов особую осторожность следует соблюдать при испытании колес на разнос после сварочных работ, так как при отрыве лопасти возможны аварии и несчастные случаи.
Разрешаю, сделать ксерок опию и вклеить с п/о 2 курса с конспекта.
Источник