- Оценка эффективности ремонтного обслуживания производства
- Оценка работ при ремонте оборудования
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ НА СТАДИИ ОСВОЕНИЯ РЕМОНТНОГО ПРОИЗВОДСТВА
- 3. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ НА СТАДИИ СЕРИЙНОГО И МАССОВОГО РЕМОНТНОГО ПРОИЗВОДСТВА
- 4. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
Оценка эффективности ремонтного обслуживания производства
материал предоставил СИДОРОВ Александр Владимирович
Основной целью ремонтной службы (РС) предприятия является поддержание работоспособного состояния оборудования с обеспечением минимального уровня затрат на техническое обслуживание и ремонт (ТОиР).
Действенная методика оценки эффективности ремонтного обслуживания производства позволяет не только качественно выполнять анализ системы ТОиР, результативности деятельности РС, обеспечивать информационное сопровождение процесса принятия решений, но и оперативно выявлять имеющиеся недостатки, определять пути совершенствования и развития.
Различают технические и экономические подходы к оценке эффективности РС предприятия. Технические подходы [1] направлены на оценку показателей, характеризующих работоспособность оборудования. Экономические подходы [2] ориентированы на сопоставление затрат на ТОиР и потерь производства, обусловленных состоянием оборудования.
В настоящее время вопрос обобщённой технико-экономической оценки эффективности ремонтного обслуживания производства, которая бы позволяла выполнять комплексный анализ результативности системы ТОиР оборудования, следует отнести к разряду проработанных недостаточно.
В связи с этим предложен подход к комплексной технико-экономической оценке эффективности ремонтного обслуживания производства, объединяющий и совершенствующий существующие методики [1, 2, 3, 4].
Комплексная технико-экономическая оценка эффективности системы ТОиР включает рассмотрение и сопоставление прямых и косвенных затрат (издержек), обусловленных ремонтным обслуживанием производства и состоянием оборудования.
Прямые затраты на ТОиР оборудования, в том числе на содержание РС, (ПЗ) являются возрастающей функцией интенсивности (объёма) ТОиР оборудования.
Издержки, обусловленные потерями производства, (ПП) являются суммой двух функций:
- потерь производства от простоя оборудования по причине выполнения плановых ТОиР, которые являются возрастающей функцией интенсивности (объёма) ТОиР оборудования;
- потерь производства от простоя оборудования по причине выполнения неплановых ремонтов (устранения аварийных отказов), которые являются убывающей функции интенсивности (объёма) ТОиР оборудования. Сюда же включаются потери производства, обусловленные снижением производительности оборудования и качества выпускаемой продукции (брак).
Кривая суммарных издержек имеет минимум (рисунок 1) – оптимум РС. Поиск оптимума РС является математической постановкой задачи формирования эффективной системы ТОиР оборудования.
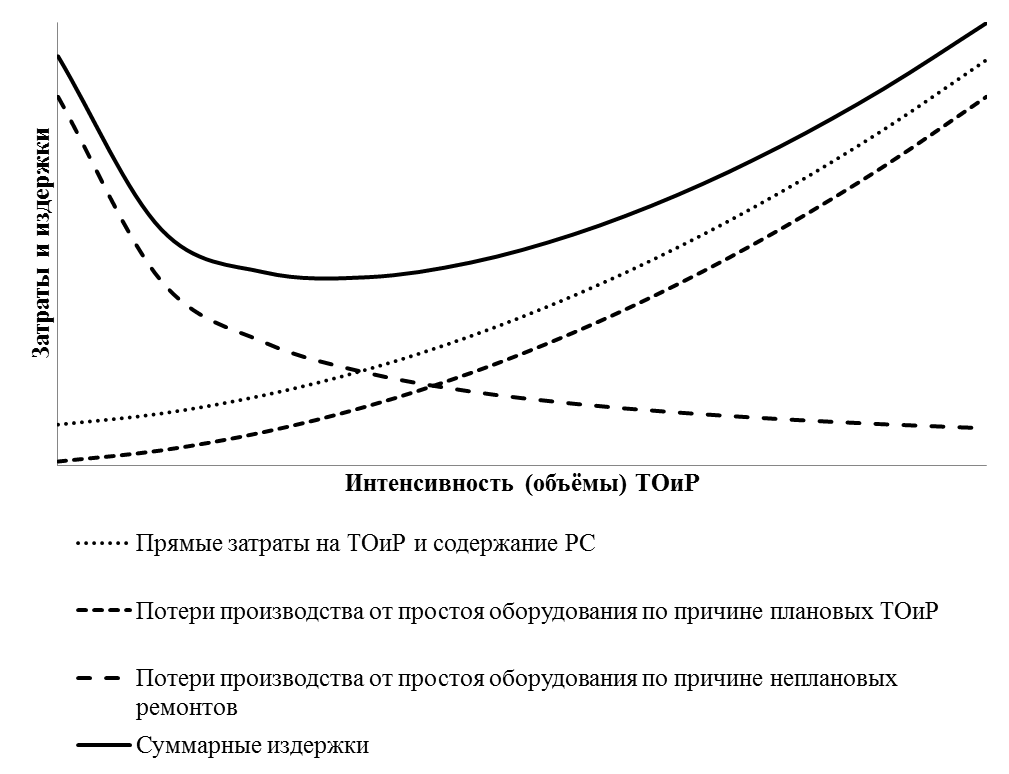
Рисунок 1 – Характерное поведение кривых затрат и издержек на ТОиР
В качестве технического показателя, характеризующего обеспечение работоспособности оборудования, используется расширенный показатель общей эффективности оборудования (Overall Equipment Effectiveness, OEE).
Факторы ОЕЕ включают в себя три критерия эффективности:
- доступность (Availability, A);
- производительность (Performance, P);
- качество (Quality, Q).
OEE-анализ отталкивается от общего времени работы предприятия (Plant Operating Time, POT) и исследует его потери по трём основным категориям:
- потери на остановки (Down Time Loss, DTL);
- потери в скорости (производительности) (Speed Loss, SL);
- потери в качестве (Quality Loss, QL).
Критерий доступности анализирует потери на остановки (DTL), включающие в себя любые плановые и неплановые простои. Рабочее время, оставшееся после учёта простоев, называется операционным временем (Operating Time, OT):
Расчёт критерия доступности:
Критерий производительности учитывает потери в скорости (SL), которые включают факторы, вызывающие снижение производительности оборудования. Расчёт критерия производительности:
P = ICT / (OT / TP) = (TP / OT) / IRR,
где ICT – идеальное время цикла (Ideal Cycle Time) – теоретическое минимальное время, необходимое для выпуска единицы продукции; IRR – идеальная норма производства (Ideal Run Rate) – теоретически максимальное количество продукции, производимое в единицу времени (величина, обратная ICT); TP – выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Критерий качества учитывает потери в качестве (QL), которые включают в себя производство продукции, несоответствующей стандартам. Расчёт критерия качества:
где GP – выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время OT.
Расчёт OEE осуществляется следующим образом:
В качестве экономического показателя, характеризующего выполнение предприятием производственных задач, используется суммарная стоимость произведенной продукции (ССПП), изготавливаемой предприятием для продажи.
ССПП может быть выражена через ОЕЕ следующим образом:
ССПП = ∑ (ОЕЕ × РОТ × IRR × PRICE),
где PRICE – цена единицы продукции, изготавливаемой предприятием для продажи.
ПП = ∑ ([1 – ОЕЕ] × РОТ × IRR × PRICE).
Для комплексной технико-экономической оценки эффективности ремонтного обслуживания производства предлагается использовать показатель относительных издержек на ТОиР (ОИТОиР), экономический смысл которого заключается в установлении доли издержек на ТОиР оборудования на единицу стоимости продукции, изготавливаемой предприятием для продажи:
ОИТОиР = (ПЗ + ПП) / ССПП = ПЗ / ССПП + ∑ ([1 – ОЕЕ] / ОЕЕ).
При этом первое слагаемое в формуле учитывает прямые затраты на выполнение работ по ТОиР и содержание РС, а второе – характеризует издержки, обусловленные потерями производства (времени, производительности, качества). Минимизация ОИТОиР формулирует направление совершенствования системы ТОиР и свидетельствует о повышении эффективности ремонтного обслуживания производства.
Источник
Оценка работ при ремонте оборудования
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Система технического обслуживания и ремонта техники
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА
ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ
System of equipment maintenance and repair.
Procedure of repaired equipment quality estimation
Дата введения 1976-07-01
ВВЕДЕН постановлением Государственного комитета стандартов Совета Министров СССР от 15 мая 1975 г. N 1304
Переиздание. Январь 1991 г.
Настоящий стандарт устанавливает порядок проведения работ по оценке качества отремонтированных изделий машиностроения, являющихся товарной продукцией предприятия.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Оценка качества отремонтированных изделий должна производиться на этапе освоения ремонтного производства и на этапе серийного и массового ремонтного производства.
Порядок проведения работ по оценке качества изделий при единичном ремонтом производстве должен устанавливаться в отраслевых стандартах применительно к конкретным видам продукции.
1.2. Оценка качества отремонтированного опытного образца (опытной партии) на этапе освоения ремонтного производства производится с целью установления возможности постановки изделия на серийное и массовое ремонтное производство.
Под отремонтированным опытным образцом понимается образец продукции, подвергаемый опытному ремонту.
1.3. Оценка качества отремонтированных изделий на этапе серийного и массового ремонтного производства производится с целью:
оценки соответствия конкретных изделий (партии изделий) заданному уровню качества (в дальнейшем — текущая оценка);
определения стабильности качества отремонтированных изделий (в дальнейшем — периодическая оценка);
проверки эффективности изменений, внесенных в конструкцию ремонтируемого изделия и (или) технологию его ремонта (в дальнейшем — типовая оценка);
определения уровня качества отремонтированных изделий и отнесения отремонтированных изделий к одной из групп качества (в дальнейшем — аттестационная оценка).
1.4. На основании настоящего стандарта должны разрабатываться отраслевые стандарты, руководящие и методические материалы, устанавливающие порядок проведения оценки качества отремонтированных изделий с учетом специфики продукции.
1.5. В зависимости от вида и назначения ремонтируемого изделия, этапа производства, цели и характера связей между исполнителями ремонта и потребителями оценка качества отремонтированных изделий должна производиться службой технического контроля предприятия-исполнителя ремонта или специально созданными комиссиями предприятия, ведомственными и межведомственными, с привлечением службы надежности предприятия-исполнителя ремонта.
1.6. Межведомственная комиссия назначается в оговоренных в настоящем стандарте случаях, когда заказчик и предприятие-исполнитель ремонта представляют различные министерства (ведомства), приказом по министерству (ведомству) по подчиненности предприятия. В состав межведомственной комиссии включаются представители:
министерства (ведомства), назначившего комиссию;
министерства (ведомства) потребителя.
При необходимости в работе комиссии принимает участие представитель Госстандарта СССР.
К работе в комиссии могут привлекаться представители других министерств (ведомств), ведущих научно-исследовательских и проектных организации, в том числе головных и базовых организаций по стандартизации, предприятий-изготовителей изделия и др.
1.7. Порядок принятия решения и оформления актов комиссиями устанавливается министерством (ведомством) — исполнителем ремонта.
1.8. Оценка качества отремонтированных изделий может производиться:
по показателям качества отремонтированных изделий;
по факторам, характеризующим ремонт и определяющим качество отремонтированных изделий (в дальнейшем — факторы);
по показателям дефектности отремонтированных изделий.
1.9. Оценка качества отремонтированных изделий может производиться дифференциальным, комплексным и смешанным методами (определение методов — по ГОСТ 15467-79).
1.10. Номенклатура показателей качества отремонтированных изделий устанавливается в отраслевых документах по согласованию с заказчиком, при этом обязательному включению в номенклатуру показателей подлежат показатели назначения и надежности, которые могут изменяться в процессе ремонта.
1.11. За значения базовых показателей качества отремонтированных изделий принимаются:
при текущей, периодической и типовой оценках по показателям качества отремонтированных изделий — значения показателей качества, установленные соответствующими документами на отремонтированные изделия;
при аттестационной оценке ни показателям качества отремонтированных изделий — значения показателей качества, установленные в соответствующих документах на изделия, выпускаемые предприятиями-изготовителями;
при оценке по факторам — значения факторов, достигнутые на передовых предприятиях отрасли;
при оценке по показателям дефектности — допустимые значения показателей дефектности, имеющие место на передовых предприятиях отрасли.
2. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ
ИЗДЕЛИЙ НА СТАДИИ ОСВОЕНИЯ РЕМОНТНОГО ПРОИЗВОДСТВА
2.1. Оценка качества отремонтированного опытного образца (опытной партии) производится приемочной комиссией (ведомственной или межведомственной).
2.2. Приемочная комиссия производит оценку качества по показателям качества отремонтированных изделий, установленным в технической документации, утвержденной в установленном порядке.
2.3. Оценка показателей качества отремонтированных изделий производится путем проведения приемочных испытаний.
2.4. Приемочная комиссия работает по специальной программе, согласованной с потребителем и утвержденной министерством (ведомством) — исполнителем ремонта.
2.5. Результаты работы комиссии по оценке качества отремонтированных изделий отражаются в актах приемки, которые утверждаются министерством (ведомством) — исполнителем ремонта.
2.6. При установлении возможности постановки продукции на серийное и массовое ремонтное производство комиссия определяет объем доработок отремонтированных изделий и технической документации и дает предложения по поставке изделий на серийное и массовое ремонтное производство.
2.7. Результаты оценки качества отремонтированных изделий оформляются актом, к которому прилагаются протоколы испытаний и оценки факторов, определяющих качество ремонта.
Акт подписывается всеми членами комиссии и утверждается руководителем организации (предприятия), назначившей комиссию. Рекомендуемая форма акта оценки качества отремонтированных изделий приведена в приложении 1.
3. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ
ИЗДЕЛИЙ НА СТАДИИ СЕРИЙНОГО И МАССОВОГО РЕМОНТНОГО ПРОИЗВОДСТВА
3.1. Текущая оценка качества отремонтированных изделий производится службой технического контроля предприятия-исполнителя ремонта по показателям качества готовой продукции.
3.2. Периодическая и типовая оценки производятся комиссией предприятия с участием представителя основного потребителя и при необходимости — разработчика изделия. Периодическая оценка производится по показателям качества отремонтированных изделий и дополнительно по факторам, определяющим качество ремонта, типовая оценка — по показателям качества отремонтированных изделий.
3.3. Аттестационная оценка производится ведомственной или межведомственной комиссией по показателям качества отремонтированного изделия.
Допускается по согласованию с потребителем производить оценку качества по факторам или по показателям дефектности отремонтированных изделий.
3.4. Определение показателей качества отремонтированных изделий производится:
при текущей оценке — по результатам приемо-сдаточных испытаний;
при периодической оценке — по результатам периодических испытаний;
при типовой оценке — по результатам типовых испытаний;
при аттестационной оценке — по результатам аттестационных испытаний или по результатам анализа имеющейся информации.
4. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
4.1. Методы и средства испытаний должны обеспечивать возможность получения значений показателей качества, установленных технической документацией.
4.2. Разработка программ и методик испытаний должна проводиться в соответствии с требованиями ГОСТ 2.106-68.
4.3. Выбор средств испытаний производится в соответствии с требованиями нормативно-технической документации.
4.4. Испытания проводятся на предприятии-исполнителе ремонта. Если предприятие-исполнитель ремонта не имеет условий для проведения соответствующих испытаний, оно должно обеспечить проведение испытаний и других организациях.
4.5. Приемочные испытания
4.5.1. Приемочным испытаниям подвергаются опытные образцы (опытные партии) отремонтированных изделий.
4.5.2. К приемочным испытаниям допускаются отремонтированные изделия, которые по объему ремонтных воздействий являются типичными представителями отремонтированных изделий данного вида.
4.5.3. Программа приемочных испытаний разрабатывается министерством (ведомством) — исполнителем ремонта и согласовывается с потребителем.
4.5.4. По результатам приемочных испытаний комиссия составляет протокол испытаний опытного образца (опытной партии). Рекомендуемая форма протокола приемочных испытаний отремонтированных изделий приведена в приложении 2.
4.6. Приемо-сдаточные испытания
4.6.1. Приемо-сдаточным испытаниям подвергается каждое изделие или выборка из каждой партии изделий, определяемая в зависимости от вида, назначения и объема выпуска изделий.
4.6.2. Конкретный перечень показателей качества отремонтированных изделий, подлежащих оценке при приемо-сдаточных испытаниях, устанавливается в ремонтных документах в зависимости от вида изделия и его целевого назначения в соответствии с ГОСТ 2.602-68.
4.6.3. Результаты приемо-сдаточных испытаний отражаются в сопроводительной документации к отремонтированным изделиям (отметка о приемке, а при необходимости, фактические результаты испытаний). Вид сопроводительных документов — по ГОСТ 2.602-68.
4.6.4. Приемо-сдаточные испытания в обязательном порядке должны предшествовать приемочным, периодическим, типовым и аттестационным испытаниям.
4.7. Периодические испытания
4.7.1. Периодическим испытаниям подвергаются отремонтированные изделия серийного и массового ремонтного производства.
4.7.2. Правила выбора образцов, программа и методика испытаний, а также периодичность и объем испытаний указываются в отраслевых нормативно-технических документах.
Примечание. Если периодичность, продолжительность и методы проведения испытаний не указаны в нормативно-технических документах, то они устанавливаются министерством (ведомством) — исполнителем ремонта по согласованию с потребителем.
4.7.3. Результаты периодических испытаний отражаются в протоколе. Рекомендуемая форма протокола периодических испытаний отремонтированных изделий приведена в приложении 3.
4.8. Типовые испытания
4.8.1. К типовым испытаниям допускаются изделия, имеющие изменения в конструкции или технологии ремонта по сравнению с изделиями, ремонтируемыми серийно.
4.8.2. Типовые испытания должны проводиться по программе, разработанной предприятием-исполнителем ремонта и при необходимости согласованной с разработчиком и потребителем.
4.8.3. Программа типовых испытаний должна обеспечивать сопоставимость результатов испытаний до и после внесения изменений в конструкцию и (или) технологию ремонта. Объем и методы испытаний (если они не оговорены в нормативно-технических документах) устанавливает предприятие-исполнитель ремонта.
4.9. Аттестационные испытания
4.9.1. Аттестационные испытания проводятся в случае отсутствия достаточной информации (результатов периодических испытаний, эксплуатационных наблюдений и т.д.) для принятия обоснованного решения об уровне качества отремонтированных изделий.
4.9.2. Аттестационным испытаниям подвергаются образцы изделия серийного и массового ремонтного производства по требованию аттестационной комиссии.
4.9.3. Программа, объем и методы аттестационных испытаний определяются аттестационной комиссией при обязательном согласовании с представителем потребителя, представленным в комиссии.
4.10. При проведении приемочных испытаний опытного образца (опытной партии), периодических и аттестационных испытаний определение значения показателя надежности является обязательным независимо от наличия его в нормативно-технических документах.
Источник