Эластичные пакеры




оборудованы колесами и имеют обводной канал
Эластичные пакеры применяются для ремонта поврежденных участков трубопровода и соединений в сочетании с армирующим материалом и смолой, обеспечивающими герметичностьи соответствующую статическую прочность.
Особенности эластичных пакеров
- Пакеры SAVA изготовлены из специального каучука с армированным кордом, что обеспечивает эластичность и износостойкость. Металлические части выполнены из коррозионностойких материалов.
- С обеих сторон имеются три колеса, установленных под углом 120 градусов друг другу. Они обеспечивают стабильность и предотвращают переворачивание пакера при перемещении вдоль трубы.
- Все пакеры (кроме пакера 10-15) оборудованы обводным каналом для перепуска потока.
- Благодаря эластичности, пакер может устанавливаться в трубопровод под углом. Выпускаются в широком диапазоне диаметров, от 100 до 1200 мм. Эффективная длина пакера колеблется в диапазоне от 600 до 4500 мм.
Расчет площади контактной поверхности пакера
Пример расчета площади контактной поверхности пакера:
Технические характеристики
| Артикул | Номинальный размер | Диапазон рабочих диаметров | Рабочее давление | Вес | Габариты пакера | Диаметр обводного канала | Длина резиновой манжеты | |||
| min | max | длина | диаметр | |||||||
| EU | м. | мм. | мм. | бар | кг. | мм. | мм. | мм. | ||
| 78214 | 10-15 | 1.0 | 100 | 150 | 2.5 | 2.1 | 1080 | 65 | — | 1000 |
| 78266 | 10-15 | 2.0 | 100 | 150 | 2.5 | 3.5 | 1980 | 65 | — | 1900 |
| 78218 | 10-15 | 2.5 | 100 | 150 | 2.5 | 3.6 | 2580 | 65 | — | 2500 |
| 78231 | 10-15 | 3.0 | 100 | 150 | 2.5 | 4.2 | 3080 | 65 | — | 3000 |
| 78244 | 10-15 | 4.0 | 100 | 150 | 2.5 | 5.0 | 4080 | 65 | — | 4000 |
| 78283 | 10-15 | 5.0 | 100 | 2.5 | 6.0 | 4980 | 65 | — | 4900 | |
| 77240 | 15-25 | 1.0 | 150 | 250 | 2.0 | 8.3 | 1210 | 112 | 2″ | 1000 |
| 77614 | 15-25 | 2.0 | 150 | 250 | 2.0 | 11.0 | 2110 | 112 | 2″ | 1900 |
| 60846 | 15-25 | 2.5 | 150 | 250 | 2.0 | 12.7 | 2710 | 112 | 2″ | 2500 |
| 60497 | 15-25 | 3.0 | 150 | 250 | 2.0 | 13.9 | 3210 | 112 | 2″ | 3000 |
| 60556 | 15-25 | 4.0 | 150 | 250 | 2.0 | 17.4 | 4210 | 112 | 2″ | 4000 |
| 60585 | 15-25 | 5.0 | 150 | 250 | 2.0 | 20.5 | 5110 | 112 | 2″ | 4900 |
| 77241 | 30-40 | 1.0 | 300 | 400 | 1.5 | 18.0 | 1370 | 210 | 3″ | 1120 |
| 77680 | 30-40 | 2.0 | 300 | 400 | 1.5 | 22.0 | 2340 | 210 | 3″ | 2120 |
| 60525 | 30-40 | 2.5 | 300 | 400 | 1.5 | 25.0 | 2810 | 210 | 3″ | 2620 |
| 60587 | 30-40 | 3.0 | 300 | 400 | 1.5 | 27.0 | 3300 | 210 | 3″ | 3120 |
| 60593 | 30-40 | 4.0 | 300 | 400 | 1.5 | 32.0 | 4280 | 210 | 3″ | 4120 |
| 60594 | 30-40 | 5.0 | 300 | 400 | 1.5 | 37.0 | 5060 | 210 | 3″ | 4880 |
| 77242 | 45-60 | 1.0 | 450 | 600 | 1.2 | 33.0 | 1350 | 340 | 3″ | 1120 |
| 78718 | 45-60 | 2.0 | 450 | 600 | 1.2 | 43.0 | 2240 | 340 | 3″ | 2020 |
| 60526 | 45-60 | 2.5 | 450 | 600 | 1.2 | 48.0 | 2790 | 340 | 3″ | 2620 |
| 78860 | 45-60 | 3.0 | 450 | 600 | 1.2 | 53.0 | 3060 | 340 | 3″ | 2880 |
| 65027 | 60-80 | 1.5 | 600 | 800 | 1.0 | 50.0 | 1840 | 400 | 3″ | 1620 |
| 60120 | 60-80 | 2.0 | 600 | 800 | 1.0 | 55.0 | 2240 | 400 | 3″ | 2020 |
| 60527 | 60-80 | 2.5 | 600 | 800 | 1.0 | 61.0 | 2790 | 400 | 3″ | 2620 |
| 60598 | 60-80 | 3.0 | 600 | 800 | 1.0 | 65.0 | 3060 | 400 | 3″ | 2880 |
| 78015 | 80-100 | 1.5 | 800 | 1000 | 1.0 | 63.3 | 1780 | 535 | 3″ | 1540 |
| 79186 | 100-120 | 2.0 | 1000 | 1200 | 1.0 | 70.0 | 2180 | 535 | 3″ | 1960 |
Пример расчета площади контактной поверхности пакера:
30-40; 45-60; 60-80 Ln=Lg-(П*(D-(d-15))/2)-60
80-100; 100-120 Ln=Lg-(П*(D-(d-15))/2)-210,
Ln -длина поверхности контакта, мм.;
Lg — длина резиновой манжеты пакера, мм.;
D — диаметр трубопровода, для которого рассчитывается площадь контакта, мм.;
Источник
Телевизионные заделочные роботы и пакеры для бестраншейного ремонта трубопроводов
В данной статье описаны основные функции и характеристики заделочных роботов для трубопроводов, предназначенных для заделки локальных дефектов изнутри трубопровода при помощи шпателя и полимерного состава. Заделочные роботы в основном используются в техпроцессе бестраншейного ремонта трубопроводов (вместе с оборудование по прокладке полимерного рукава, либо напыления полимера на стенки старого трубопровода и т.п.), хотя могут и самостоятельно выполнять локальный ремонт трубопровода.
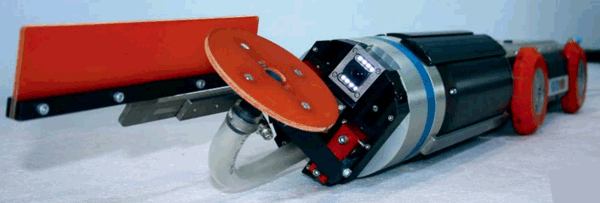
Заделочный робот представляет собой самоходную тележку с заделочной головкой (шпателем или устройством заделки стыков в тройниках и т.п.), оснащенную видеокамерой и управляемую по кабелю от поста управления, находящемся в автомобиле.

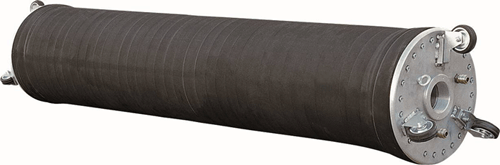
Пакер представляет собой надувной пневматический цилиндр из прочной резины, установленный на пассивные колеса, работающий совместно с самоходным роботом для телеинспекции трубопроводов или другой системой телеинспекции, перемещаемый по трубопроводу при помощи робота для телеинспекции или проталкиваемый сборными штангами. Существуют относительно короткие пакеры (длиной до 500 мм), и длинные гибкие пакеры, длиной до нескольких метров.
Короткие пакеры, как правило, применяются для установки бандажей из ленты нержавеющей стали с резиновым уплотнением и используются как на канализации, так и на водопроводе.



Длинные пакеры (длина от 0,6 до 5 метров) используются для установки исключительно полимерных бандажей (представляющих собой стеклоткань, пропитанную полимером) и в основном на канализации. Такие пакеры используют для локального ремонта труб диаметром от 35 мм до 1200 мм.
Длинные пакеры достаточно гибкие, так как при вводе в трубопровод через колодец они должны изгибаться. После ввода в трубопровод упругие свойства длинного пакера обеспечивают его распрямление в трубе и сохранение прямой формы.

К задачам заделочных роботов и пакеров относятся:
| Вид работ по бестраншейному ремонту трубопровода | Задачи заделочных роботов |
| При подготовке трубопровода к бестраншейному ремонту методом прокладки полимерного рукава, или напылением полимера или цементно-песчаной облицовки. | — заделка изнутри трубопровода больших отверстий, трещин и других дефектов, которые превышают размер, допустимый для данного вида бестраншейного ремонта;- заделка изнутри трубопровода свищей и трещин для прекращения инфильтрации воды из грунта в трубопровод;- выравнивание существенных неровностей на внутренней поверхности трубы, которые недопустимы при данном виде санации; |
| После бестраншейном ремонте прокладкой полимерного рукава | Герметизация области вокруг вскрытого фрезерным роботом бокового отвода * |
| При самостоятельном локальном ремонте трубопровода | Заделка свищей и трещин изнутри трубопровода |
* Примечание: данная операция больше характерна для Европы, так как там отводы часто расположены вне колодцев, тогда как в России отводы, как правило, располагаются в колодцах и их вскрытие и последующая заделка могут быть выполнено без помощи роботов.
Кроме того, внутренние бандажи можно использовать для локальной заделки свищей в водопроводе при аварийных ремонтах, а последовательная установка внутренних бандажей на определенном участке трубопровода при помощи пакера может являться самостоятельным методом бестраншейного ремонта.

При работе заделочных роботов и пакеров, устанавливающих полимерные бандажи, одним из наиболее критичных вопросов является выбор полимерного состава. С одной стороны данный полимерный состав должен иметь достаточно продолжительное «время жизни» — т.е. время когда этот полимер можно наносить, время от смешения двух компонентов полимера до его загустевания при котором работать им уже нельзя. Это время должно быть не менее 40 минут, иначе будет проблематично успеть ввести пакер с бандажом в трубопровод и установить его в нужном месте. С другой стороны полимерный состав должен иметь ограниченное время затвердевания до состояния, когда его можно нагружать давлением и т.п. Это время должно быть не более 24 часов (желательно меньше), так как оно влияет на общее время выполнения всех работ по бестраншейной санации, на время отключения и простоя  трубопровода.
трубопровода.
Эти два параметра (время жизни и время затвердевания до рабочего состояния) находятся в прямом противоречии, кроме того, они сильно зависят от температуры окружающей среды (т.е. они различны зимой и летом, на открытом воздухе и внутри трубопровода) и требуют самого серьезного внимания при бестраншейном ремонте трубопроводов полимерными составами.
С этой точки зрения бестраншейный ремонт трубопроводов бандажами из нержавеющей стали с резиновыми уплотнениями обладает существенным преимуществом, однако этот метод значительно дороже. Кроме того, бандажи из нержавеющей стали не могут быть установлены на неровные поверхности (стык труб с небольшим вертикальным смещением, сварной шов в месте дефекта и т.п.), тогда как для полимерных бандажей такие задачи вполне решаемы.
Видео: Бестраншейный ремонт свищей в водопроводе путем установки внутренних бандажей при помощи фрезерного робота и пакеров.
Источник
Устройство, типа «пакер», для перекрытия и ликвидации вантузов
Полезная модель относится к приспособлениям, применяемым на трубопроводном транспорте для перекрытия или полной ликвидации вантуза (отвода), присоединенного к действующему трубопроводу. Заявленное устройство предназначено для использования на действующем нефтепроводе при давлении от 0,02 до 2,0 МПа или на остановленном нефтепроводе при давлении от 0,02 до 2,5 МПа, при ликвидации непроектных вантузов, а также при замене вантузных задвижек и для ликвидации несанкционированных врезок.
Устройство включает в себя приспособление, содержащее полый цилиндрический корпус, в основании которого установлен фланец, в полости корпуса с возможностью вращения при помощи независимого ручного привода установлена пиноль, снабженная центральным штоком, на конце которого размещена отделяемая заглушка. Оделяемая заглушка выполнена в виде сменной перекрывающей головки, которая содержит прижим, неподвижно установленный на резьбовой оси, герметизатор, подвижный упор в форме клина, пружину, установленную в полости прижима, сухари и верхнюю чашку, посаженную на ось прижима через втулку, закрепленную гайкой на оси прижима, причем прижим выполнен в виде втулки с буртиком, а на цилиндрическую поверхность втулки прижима с упором в указанный буртик посажен упругий герметизатор и подвижный упор, сопряженный по внутренней поверхности с внешней поверхностью втулки прижима с возможностью скольжения, при этом внешняя поверхность подвижного упора выполнена конической формы в виде клина, на конической поверхности подвижного упора размещены сухари, прижатые к подвижному упору резиновым кольцом, сухари расположены в пазах подпружиненной чашки с возможностью перемещения по внешней поверхности подвижного упора.
Техническим результатом полезной модели является повышение экологичности при снижении трудозатрат на ликвидацию непроектных вантузов нефтепроводов, а также на операции по замене вантузных задвижек и ликвидации несанкционированных врезок, при обеспечении надежной герметизации патрубка вантуза.
Полезная модель относится к приспособлениям применяемым на трубопроводном транспорте и может быть использована для перекрытия или полной ликвидации вантуза (отвода), присоединенного к действующему трубопроводу. Заявленное устройство предназначено для использования на действующем нефтепроводе при давлении от 0,02 до 2,0 МПа или на остановленном нефтепроводе при давлении от 0,02 до 2,5 МПа, для полного перекрытия патрубков при ликвидации непроектных вантузов, а также при замене вантузных задвижек и для ликвидации несанкционированных врезок.
Из уровня техники известно устройство для перекрытия отвода трубопровода, которое может использоваться в технологии ликвидации вантузов, описанное в патенте RU 2267050, опубликованном 27.12.2005. Устройство содержит приспособление в виде приводного ключа и заглушку, состоящую из двух частей, соединенных между собой стяжным элементом, и уплотнительно-удерживающий узел, выполненный в виде эластичного кольца, имеющего две внутренние конические поверхности, зафиксированные от прокручивания одна относительно другой. Приводной ключ содержит полый цилиндрический корпус, в основании которого установлен фланец, в полости корпуса установлена пиноль, снабженная центральным штоком, на конце которого размещена отделяемая заглушка.
Недостатком устройства является сложность конструкции заглушки, ненадежность герметизации отвода вследствие выполнения части наружной поверхности эластичного кольца заглушки абразивной. Наличие абразива между стенкой вантуза и герметизатором снижает плотность его прилегания.
Заявленная полезная модель направлена на решение задачи по разработке устройства, позволяющего осуществить надежную герметизацию вантуза с дальнейшей возможностью ликвидации вантуза или проведения работ по замене вантузных задвижек и ликвидации несанкционированных врезок.
Техническим результатом полезной модели является повышение экологичности при снижении трудозатрат на ликвидацию непроектных вантузов нефтепроводов, а также на операции по замене вантузных задвижек и ликвидации несанкционированных врезок, при обеспечении надежной герметизации патрубка вантуза.
Для решения поставленной задачи заявлено устройство, которое включает в себя приспособление, содержащее полый цилиндрический корпус, в основании которого установлен фланец, в полости корпуса с возможностью вращения при помощи независимого ручного привода установлена пиноль, снабженная центральным штоком, на конце которого размещена отделяемая заглушка. Оделяемая заглушка выполнена в виде перекрывающей головки, которая содержит прижим, неподвижно установленный на резьбовой оси, герметизатор, подвижный упор в форме клина, пружину, установленную в полости прижима, сухари и верхнюю чашку, посаженную на гайку, установленную на оси прижима. Причем прижим выполнен в виде втулки с буртиком, а на цилиндрическую поверхность втулки прижима с упором в указанный буртик посажен упругий герметизатор и подвижный упор, сопряженный по внутренней поверхности с внешней поверхностью втулки прижима с возможностью скольжения, при этом внешняя поверхность подвижного упора выполнена конической формы в виде клина, на конической поверхности подвижного упора размещены сухари, прижатые к подвижному упору резиновым кольцом, сухари расположены в пазах подпружиненной чашки с возможностью перемещения по внешней поверхности подвижного упора.
Возможны частные случаи выполнения предложенного устройства, в которых: ось прижима выполнена с внутренним отверстием для разъемного крепления штока; наружная поверхность оси прижима снабжена левой резьбой, а внутреннее отверстие выполнено с правой резьбой; верхняя чашка посажена на гайку, установленную на оси прижима, через втулку; внешняя поверхность верхней части гайки, установленной на оси прижима, имеет шестигранную форму для взаимодействия с пинолью; устройство выполнено с диаметром герметизатора в диапазоне 42,5-195,6 мм для перекрытия вантузов с внутренним диаметром патрубка в диапазоне 47-199 мм.
Полезная модель иллюстрируется фигурами 1-5.
На фиг.1 показана в разрезе перекрывающая головка, введенная в патрубок вантуза.
На фиг.2 показано приспособление, типа «пакер», для ввода перекрывающей головки в патрубок вантуза.
На фиг.3 показана схема реза фланца вантуза после его герметизации.
На фиг.4 показана эллиптическая заглушка, установленная на патрубок после ликвидации вантуза.
На фиг.5 показан вид А на фиг.1.
Заявленное устройство для ликвидации вантузов включает в себя два основных узла, а именно, сменную перекрывающую головку и приспособление для ввода перекрывающей головки в патрубок вантуза, совместное использование которых позволяет осуществить надежную герметизацию вантуза с возможностью его ликвидации.
Как показано на фиг.1, перекрывающая головка состоит из прижима 1, выполненного в виде втулки с буртиком. Прижим 1 неподвижно установлен на резьбовой оси 11. Ось 11 по верхнему торцу выполнена с внутренним центральным отверстием для взаимодействия со средствами крепления. При этом наружная поверхность оси 11 снабжена левой резьбой, а внутреннее отверстие выполнено с правой резьбой. На цилиндрическую поверхность втулки прижима 1 с упором в буртик посажен герметизатор 2 и конусный подвижный упор 3. Подвижный упор 3, сопрягается своей внутренней поверхностью с внешней поверхностью втулки прижима 1 с возможностью взаимного скольжения, внешняя поверхность подвижного упора 3 выполнена конической формы (в виде конуса или клина). На пологой конической поверхности подвижного упора 3 равномерно расположены сухари 5. Равномерность расположения сухарей обеспечивает верхняя чашка 7, в пазах которой и размещены сухари 5. Расположение сухаря 5 в пазу чашки 7 и форму паза показывает фиг.5 (вид А на фиг.1). Центральным отверстием чашка 7 посажена на гайку 6, которая ходит по резьбе оси 11 прижима 1. Внешняя поверхность верхней части гайки 6 имеет шестигранную форму для взаимодействия с пинолью. Кольцо 8, прижимающее сухари 5 к подвижному упору 3 изготовлено из резины.
Перед перекрытием патрубка 10 вантуза, подлежащего ликвидации, гайка 6 перекрывающей головки 12 своей шестигранной частью вставляется в пиноль 13 приспособления 14, показанного на фиг.2, для ввода перекрывающей головки 12 в патрубок 10 вантуза. Для ее закрепления, в центральное отверстие оси прижима 11, вворачивается шток 15, удерживая, таким образом, головку 12 на конце пиноли 13. При герметизации патрубка 10, прижим 1 удерживается от вращения штоком 15 приспособления 14. Вращением пиноли штурвалом 16 против часовой стрелки, гайке 6 задается такое же вращение, и она начинает перемещаться по оси 11 прижима 1, сводя вместе подвижный упор 3 и чашку 7. За счет упругости герметизатора 2, относительное положение прижима 1 и подвижного упора 3 на данном этапе не меняется. При сведении чашки 7 и подвижного упора 3, чашка 7 перемещает сухари 5. Сухари 5 начинают перемещаться по конической поверхности подвижного упора 3, расходясь в радиальном направлении. Выбрав весь зазор, они упираются во внутреннюю поверхность патрубка 10. При дальнейшем вращении гайки 6, прижим 1, преодолевая упругость герметизатора 2, начинает перемещаться и сжимает его в осевом направлении. Наружный диаметр герметизатора 2, при осевом сжатии, увеличивается, перекрывая зазор между перекрывающей головкой и патрубком 10.
Снятие головки 12 происходит при вращении гайки 6 по часовой стрелке. За счет упругости герметизатора 2, прижим 1 и подвижный упор 3 расходятся, герметизатор 2 принимает свою первоначальную форму. Затем, под действием пружины 4, чашка 7 перемещаясь вместе с гайкой 6, за счет формы пазов, перемещает сухари 5. Под действием упругих сил кольца 8, сухари отводятся от стенок патрубка 10, освобождая перекрывающую головку 12.
Заявленное устройство применяется на действующем нефтепроводе при давлении от 0,02 до 2,0 МПа при ликвидации непроектного вантуза несанкционированной врезки.
Предварительно выполняются замеры конструктивных параметров вантуза (диаметр, длина и толщина стенки патрубка, задвижки; отклонение осей задвижки и патрубка).
Отклонение оси патрубка и плоскости фланца задвижки измеряется, например, угломером маятниковым марки ЗУРМ-М с размахом показаний не более 30 . Допустимый угол между присоединительной плоскостью фланца задвижки и осью перекрываемого патрубка не более 3°.
. Допустимый угол между присоединительной плоскостью фланца задвижки и осью перекрываемого патрубка не более 3°.
Применение заявленного устройства, типа «Пакер», с установкой перекрывающей головки 12 в патрубок 10 вантуза производят при соответствии диаметров и параметров вантуза, несанкционированной врезки размерам, указанным в таблице 1.
Как подтверждено данными, приведенными в таблице 1, заявленное устройство выполняют, преимущественно, с диаметром герметизатора в диапазоне 42,5-195,6 мм для перекрытия вантузов с внутренним диаметром патрубка в диапазоне 47-199 мм.
| Таблица 1 | ||||
| Конструктивные параметры патрубков вантузов, несанкционированных врезок для установки перекрывающих головок приспособлением «Пакер» | ||||
 | Диаметр патрубка, мм | Толщина стенки патрубка, мм | Внутренний диаметр патрубка, мм | Диаметр герметизатора, мм |
| 1 | 57±1,0 | 5 | 47+1,0 | 43-0,5 |
| 2 | 89±1,0 | 6 | 77+1,0 | 73-0,5 |
| 3 | 108±1,2 | 8 | 92+1,2 | 87-0,6 |
| 4 | 159±1,2 | 8 | 143+1,2 | 138-0,6 |
| 5 | 219±1,3 | 10 | 199+1,3 | 195-0,6 |
| 6 | 108±1,3 | 6 | 96+1,3 | 90-0,7 |
| 7 | 108±1,3 | 7 | 94+1,3 | 90-0,7 |
| 8 | 108±1,4 | 8 | 92+1,4 | 90-0,8 |
| 9 | 159±1,4 | 10 | 139+1,4 | 135-0,8 |
| 10 | 159±1,4 | 12 | 135+1,4 | 130-0,8 |
| 11 | 159±1,5 | 6 | 147+1,5 | 142-0,8 |
| 12 | 219±1,5 | 12 | 195+1,5 | 190-0,8 |
| 13 | 219±1,5 | 16 | 187+1,5 | 182-0,8 |
Перед установкой на вантуз заявленного устройства выполняется ультразвуковой контроль патрубка и сварного соединения патрубка с трубой.
Контроль качества сварных соединений и патрубка выполняется в соответствии с требованиями РД 08.00-60.30.00-КТН-046-1-05 «Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов».
При несоответствии патрубка нормам, указанным в РД 153-39.4Р-130-2002 (толщина стенки, марка стали, диаметр, менее 10,0 мм до сварного шва и т.д.) вантуз должен быть вырезан с катушкой нефтепровода, то есть, применение заявленного устройство не является эффективным.
При соответствии патрубка указанным выше нормам, применение заявленного устройство является эффективным.
Подготовку устройства к работе начинают с осмотра его основных узлов, то есть приспособления 14 (типа «пакер») для введения перекрывающей головки в патрубок вантуза и самой перекрывающей головки 12. Проверяют исправность резинового кольца 8, стягивающего сухари 5, и полимерного материала, из которого выполнен герметизатор 2. Далее проверяют усилие на штурвале 16 пиноли в режиме холостого хода, которое не должно превышать крутящий момент, указанный в таблице 2.
| Таблица 2. | ||||||
| Величины крутящих моментов на штурвале пиноли | ||||||
| п/п | Наименование характеристики | ППП-50 | ППП-80 | ППП-100 | ППП-150 | ППП-200 |
| 1 | Условный диаметр задвижек, мм | 50 | 80 | 100 | 150 | 200 |
| 2 | Крутящий момент на штурвалах, обеспечивающий гарантированную герметизацию патрубка. нм | 160 | 160 | 320 | 350 | 390 |
Крутящий момент на штурвалах приспособления 14, обеспечивающий гарантированную герметизацию патрубка регламентирован в интервале 160-390 Нм.
Затем устанавливается манометр 17 на дренажный вентиль 18 приспособления 14. Для проведения работ по герметизации вантуза снижается давление в работающем нефтепроводе на величину от 0,02 МПа до 2,0 МПа. Фланец 19 заявленного устройства устанавливается на фланец вантузной задвижки (на чертеже не показана), задвижка открывается, проверяется величина давления по присоединенному к приспособлению манометру 17. Перекрывающая головка 12 вводится в патрубок 10. Производится герметизация патрубка 10, при этом усилие на штурвале 20 штока 15 при установке перекрывающей головки 12, должно быть равно усилию, указанному в таблице 2. Затем осуществляется контроль герметичности патрубка 10 по отсутствию истечения продукта открытием контрольного вентиля 18 приспособления 14.
После того, как патрубок вантуза, подлежащего ликвидации, герметизирован выполняется демонтаж приспособления 14, которым была установлена перекрывающая головка 12. Удаляется нефть из полости задвижки и патрубка вантуза. Остатки нефти очищают с помощью ветоши, смоченной в растворителе (используется растворитель уайт-спирит по ТУ 38Л 01.693-83 или его аналоги).
После очистки указанные полости промываются водой и проводится их просушка сжатым воздухом, при этом максимальное давление воды и воздуха не должно превышать 0,12 МПа. Проводится анализ загазованности полости задвижки и патрубка 10. Выполняется демонтаж задвижки или фланца 21 патрубка 10 с применением ножовочного полотна и шлифмашинки. При демонтаже задвижки или фланца 21, он спиливается на расстоянии 10-15 мм от сварного шва в соответствии со схемой места реза, представленной фиг.3.
Из приведенного примера видно, что применение заявленного устройства не требует остановки нефтепровода и освобождения участка от нефти или нефтепродуктов, необходимо только некоторое снижение давления.
После ввода перекрывающей головки 12 и демонтажа приспособления 14 типа «Пакер», производят ликвидацию фланца 21 и части патрубка с задвижкой с применением ручной ножовки. По месту реза осуществляют монтаж сферической или эллиптической заглушки 23 как показано на фиг.4. Сварной шов 22 располагается выше перекрывающей головки. Эллиптическую заглушку 23 выполняют с технологическими отверстиями 24. Соединение нефтепровода 25 с патрубком 10 ликвидированного вантуза укрепляют усиливающей накладкой 26.
Работы по ликвидации вантуза с применением нового устройства проведены за 3 часа. Без использования заявленного устройства для ликвидации вантуза требовалось провести работу по освобождению ремонтного участка от нефти, что является трудоемким делом и занимает по времени до 12 часов, тогда полное время работ по ликвидации вантуза занимает до 15 часов.
Факторами экономической эффективности использования заявленного устройства является отсутствие затрат на откачку нефти из ремонтного участка; и отсутствие экономических потерь от простоя нефтепровода.
1. Устройство для перекрытия вантузов, включающее в себя приспособление, содержащее полый цилиндрический корпус, в основании которого установлен фланец, в полости корпуса с возможностью вращения при помощи независимого ручного привода установлена пиноль, снабженная центральным штоком, на конце которого размещена отделяемая заглушка, отличающееся тем, что отделяемая заглушка выполнена в виде перекрывающей головки, которая содержит прижим, неподвижно установленный на резьбовой оси, герметизатор, подвижный упор в форме клина, пружину, установленную в полости прижима, сухари и верхнюю чашку, посаженную на гайку, установленную на оси прижима, причем прижим выполнен в виде втулки с буртиком, а на цилиндрическую поверхность втулки прижима с упором в указанный буртик посажен упругий герметизатор и подвижный упор, сопряженный по внутренней поверхности с внешней поверхностью втулки прижима с возможностью скольжения, при этом внешняя поверхность подвижного упора выполнена конической формы в виде клина, на конической поверхности подвижного упора размещены сухари, прижатые к подвижному упору резиновым кольцом, сухари расположены в пазах подпружиненной чашки с возможностью перемещения по внешней поверхности подвижного упора.
2. Устройство по п.1, отличающееся тем, что ось прижима выполнена с внутренним отверстием для разъемного крепления штока.
3. Устройство по п.2, отличающееся тем, что наружная поверхность оси прижима снабжена левой резьбой, а внутреннее отверстие выполнено с правой резьбой.
4. Устройство по п.1, отличающееся тем, что верхняя чашка посажена на гайку, установленную на оси прижима, через втулку.
5. Устройство по п.1, отличающееся тем, что внешняя поверхность верхней части гайки, установленной на оси прижима, имеет шестигранную форму для взаимодействия с пинолью.
6. Устройство по п.1, отличающееся тем, что оно выполнено с диаметром герметизатора в диапазоне 42,5-195,6 мм для перекрытия вантузов с внутренним диаметром патрубка в диапазоне 47-199 мм.
Источник