Выбираем припой для пайки медных труб холодильников
Добрый день!
Сегодня снимали видео о том какой припой лучше для пайки МАПП газом и если до этого я был однозначного мнения, то после данных экспериментов я решил «переобуться»
Мы не затрагивали тему пайки меди со сталью или пайку нержавейки, это мы будем делать в следующий раз, так же мы не затронули пайку алюминия, так как это вообще отдельная тема, которая заслуживает более глубокого анализа и будет в этом году обязательно снята, испытаем и карандаш лако и припой филалу и т/д/ а сейчас про медь или Cu (купрум)

Вообще пайка меди это одно удовольствие, из-за того, что металл это довольно «благородный» и к нему прилипает практически любой припой, даже без флюса, но мы будем сравнивать четыре вида припоев
1) П-14 старый друг лучше новых двух, но очень уж много на этот припой мы слышим нареканий от мастеров и коллег по цеху «пузырит, не течет, травит», конечно же можно грешить на плохой припой, но я думаю что тут больше проблема в температуре, ну нужно сильно прогревать трубки
2) Харрис нулевка — после П 14 я немного обалдел, скользит как масло, флюса нет, протекает на 100% (так показалось в начале), короче не припой а сказка.
3) Харрис 2 % тут я думал что меня вообще полностью разорвет от счастья, еще лучше нулевки, просто супер, не могу передать словами, но шов очень гладкий и аккуратный получился
4) Харрис 40% с белым флюсом, было даже страшно его использовать, дорогущий, думал сейчас сам будет он паять, если 2 % так хорош, но немного я расстроился, не так он уж и текучий, да и флюс все обгадил, остается проверить как флюс ведет себя через пару лет, но зато при распиле швов именно 40% шов показался мне самым твердым

Вот такие картинки получились, всем удачи в ремонте и делитесь своими знаниями и опытом, так устроен человек, для того чтобы вошло что-то, нужно чтобы что-то вышло или начнет гнить и тухнуть
Источник
Пайка алюминиевого испарителя холодильника
Мы решили сравнить несколько припоев по алюминию, чтобы понять, какой лучше для пайки алюминиевого испарителя холодильника, хоть и редкость сейчас данные типы испарителей. Для пайки я применяю обычную МАПП горелку , при ее универсальности и простоте, на мой взгляд, они уже давно вне конкуренции с кислородными постами, но мастера старой закалки продолжают заправлять маленькие кислородные баллоны, которых кстати хватает на 5-10 ремонтов, что опять же с MAPP газом не идет не какое сравнение, одного баллона хватает на несколько месяцев плотной работы, но лично мне нравиться конечно больше производства USA нежели Китай, так как китайские были пару раз, которые «плевались»

Хорошая подготовка — залог успеха
Все листовые испарители покрыты очень хорошей краской и содрать ее не повредив трубки бывает не так просто, но я применяю комбинированный метод, подогреваю место будущей пайки горелкой и зачищаю металлической щеткой в гравере, получается не всегда идеально, но если набить руку, то будут очень красиво и аккуратно
Процесс пайки занимает довольно много времени, так как требуется поймать оптимальную температуру для плавления припоя и при этом не прожечь испаритель, тут поможет только опыт который можно приобрести за несколько дней тренировок, главное взять побольше разновидностей припоя и разных трубок (испарителей)

Мне понравился припой ALCOR гораздо больше чем припой филалу но возможно это сугубо мое мнение и оба этих припоя являются подходящими
Источник
Доктор холод +
Основная задача — ремонт холодильника качественно, в кратчайший срок и по приемлемой цене
ВЫЗВАТЬ МАСТЕРА ☎ (8482) 616-505 ТОЛЬЯТТИ
ВЫЗВАТЬ МАСТЕРА ☎ (8482) 616-505
Соединение металлов пайкой
При пайке швов медь-медь, медными припоями подготовленный стык помещают между горелкой и экраном и разогревают до 600°С ( темно-вишневый цвет меди). Предварительно нагретый припой окунают во флюс, плавят путем прижатия прутка к разогретому стыку. При пайке стыков медь-сталь и сталь-сталь используется серебросодержащий припой.
| шов сталь-медь | шов медь-медь |
Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. . Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Пайка труб медных осуществляется двумя методами:
Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления.
В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Пайка — образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор и последующей его кристаллизации
Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс — вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
Паяемость — свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки — совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Условия пайки — способ нагрева, среда, припой и т. д.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.

Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии
10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой — паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева — условия бездефектности паяного соединения.
Источник
Пайка при ремонте холодильника
I. РЕМОНТ АЛЮМИНИЕВЫХ ИСПАРИТЕЛЕЙ МЕТОДОМ ПАЙКИ
На некоторых предприятиях по ремонту бытовых холодильников применяется пайка испарителей. Пайка алюминиевых испарителей рекомендуется, прежде всего, при питтинговом (точечном) коррозионном разъедании алюминиевого листа испарителя.
Особенности пайки алюминия.
При газовой пайке таких тонкостенных деталей (толщина менее 1 мм), как алюминиевый лист испарителя холодильника, могут возникнуть прожоги и провалы, так как при температуре 400 °С прочность алюминия резко снижается. При нагреве до температуры плавления алюминий практически не меняет своего цвета, поэтому трудно определить границы холодного и нагретого металла и степень нагрева металла. В связи с этим пайку алюминия должны выполнять только опытные сварщики при увеличенной скорости пайки.
Наличие на поверхности металла тугоплавкой пленки окислов, резко отличающейся по своим свойствам от основного металла, требует специфической технологии пайки. Для запайки места с точечной коррозией необходимо разрушить пленку окислов. Температура плавления окислов алюминия равна 2050 °С, т.е. почти равна температуре кипения алюминия (2060 °С). Температура плавления алюминия 660 °С (а сплавов еще меньше), поэтому простым тепловым воздействием разрушить пленку окислов практически невозможно. Температура плавления других припоев, применяемых для пайки алюминия, также ниже 660 °С. Поэтому при пайке и сварке алюминия применяют специальные флюсы, разрушающие тугоплавкие оксидные пленки алюминия. Флюсы состоят главным образом из сплавов хлористых и фтористых солей щелочных и редкоземельных металлов и их природных соединений, например, креолита. Расплавленный флюс растворяет тугоплавкие окислы алюминия. Полученные сложные соединения легко плавятся и обладают небольшим удельным весом.
Подготовка испарителей к пайке.
Восстанавливаемый алюминиевый испаритель поступает в отделение мойки, где под вытяжкой смывается слой лака УВЛ (для этого применяют ацетон, смывку АФ1-1 и др.). Если испаритель покрыт эпоксидной смолой, то ее предварительно необходимо удалить. Для этого испаритель помещают в специальный смывочный раствор на 30-60 мин при температуре 50-60 °С, затем промывают горячей водой. Смывочный раствор готовят по одной из следующих рецептур: смывка АФТ-1 — 4 мас. ч., фосфорная кислота — 1 мас. ч.; растворитель РДР — 4 мас. ч., фосфорная кислота — 1 мас. ч.
Места сварки необходимо очистить от загрязнений и от оксидной пленки алюминия, препятствующих хорошему сцеплению основного материала и припоя. Пленку окислов алюминия до пайки полностью устранить невозможно, так как алюминий на воздухе снова мгновенно окисляется. Однако вновь образующаяся после очистки пленка имеет меньшую и более равномерную толщину. Старые оксидные пленки можно удалять механическим и химическим способами. Механический способ заключается в тщательной очистке поверхности металлическими ручными щетками, которые сделаны из проволок нержавеющей стали диаметром не более 0,15 мм. Щетки из проволок обычной стали использовать нельзя.
Места коррозии обезжиривают (может попасть смазочное масло) и также очищают.
Большое значение имеет тщательность обработки присадочного материала, особенно если он составлен на основе алюминия. В присадочном материале может быть гораздо больше окислов алюминия, чем на месте пайки. Для уменьшения окиси алюминия при сварке надо пользоваться проволокой возможно большего диаметра (уменьшается площадь наружной поверхности).
При пайке испарителя можно применять флюс АФ-4А, имеющий следующий состав, %: хлористый литий — 14, хлористый калий — 50, хлористый натрий — 28, фтористый натрий — 8. Припои могут быть кадмиево-цинковыми, цинковыми или алюминиевыми. Наиболее широкое распространение получили припой 34А, эвтектический силумин и проволока А1.
Для пайки можно применять бензовоздушные и газовые горелки, работающие на пропане, бытовом газе и с поддувом атмосферного воздуха. Кислородно-ацетиленовое пламя для пайки непригодно.
Окончательная обработка места пайки.
По окончании пайки остатки флюса надо немедленно и тщательно удалить, промыв места пайки сначала горячей водой с одновременным протиранием швов волосяной щеткой, а затем 2%-ным раствором хромового ангидрида в течение 2-5 мин при температуре 60-80 °С.
II. ЗАМЕНА ИСПАРИТЕЛЕЙ ХОЛОДИЛЬНИКОВ С КАПИЛЛЯРНОЙ ТРУБКОЙ, РАСПОЛОЖЕННОЙ ВНУТРИ ОТСАСЫВАЮЩЕЙ
Испаритель рекомендуется заменять в такой последовательности. Слить из кожуха мотор-компрессора масло, отпаять медную отсасывающую трубку мотор-компрессора от отсасывающей трубки испарителя в местах выхода из нее капиллярной трубки; отпаять капиллярную трубку от цеолитового патрона. Затем зачистить концы капиллярной и всасывающей трубок, отпаять осушительный цеолитовый патрон и отправить его на регенерацию.
Продуть агрегат сухим воздухом с помощью клапанных полумуфт (для этого к агрегату предварительно припаять трубку длиной 100-150 мм, на которой закрепить полумуфту) в течение 5-10 мин. Припаять отсасывающую трубку испарителя к отсасывающей трубке мотор-компрессора. Припаять новый или регенерированный цеолитовый патрон к патрубку конденсатора. Вставить капиллярную трубку в патрубок цеолитового патрона до упора в сетку, а затем вытянуть ее на 5-7 мм, после чего припаять.
III. РЕГЕНЕРАЦИЯ И ХРАНЕНИЕ ЦЕОЛИТОВЫХ ОСУШИТЕЛЬНЫХ ПАТРОНОВ
Бывшие в употреблении цеолитовые осушительные патроны продувают, как вариант, хладоном-12 для удаления из них масла. Хладон хорошо растворяет масло, поэтому масло, осевшее в процессе эксплуатации на цеолите, будет удалено из патрона. Удаление масла — необходимая подготовительная операция перед регенерацией, так как при температуре 360 °С (температура регенерации) масло образует твердые соединения, препятствующие в дальнейшем прохождению хладона через патрон. Температура хладона при продувании патронов должна быть не более 30 °С.
Патроны с медными корпусами регенерируют в сушильных печах при давлении не выше 2,7 кПа (вакуум), температуре 350-360 °С в течение 6-7 ч. По окончании регенерации необходимо охладить патроны до температуры 60-70 °С, при давлении 2,7 кПа в течение 3 ч. Затем повышают давление в печи до атмосферного, открывают дверь печи, вынимают с помощью специального приспособления кассету, вмещающую 64 патрона, переносят ее в шкаф для хранения цеолитовых патронов, где постоянно поддерживается температура 60-70 °С. Это связано с тем, что медь при высокой температуре дает окалину, которая в конечном счете может вывести холодильный агрегат из строя, засорив осушительный патрон.
Цеолитовые патроны со стальными корпусами могут сушиться при температуре 400 °С в обычных атмосферных условиях в течение 3 ч.
Новый цеолитовый патрон перед установкой его в холодильный агрегат освобождают от заглушек или отпаивают запаянные трубки от патрубков патрона, если последний был запаян. Затем патрон помещают в печь для регенерации, где его сушат, как было описано выше.
Новые цеолитовые патроны, полученные с заглушками и в хлорвиниловых пакетах, можно использовать без регенерации, предварительно прогрев их в течение 30 мин при температуре 60-70 °С. Как показали исследования, увлажнение таких патронов через год хранения достигает только 0,03 г при максимальной поглотительной способности цеолитового патрона 2 г.
Для регенерации патронов используется печь на основе шкафа ВШ-0,035. Она состоит из металлического стола 1 (рис. 1), закрытого со всех сторон металлическими листами. В нижней части стола установлен вакуумный насос 13, соединенный трубопроводом 10 с печью 5. Для контроля температуры в шкафу, в котором хранятся цеолитовые патроны, имеется термометр. Для контроля вакуума в печи установлен вакуумметр 4. Для охлаждения герметизирующих прокладок двери печи по трубопроводам 6 течет водопроводная вода, предохраняющая прокладки от сгорания. На передней панели металлического стола смонтированы два пускателя 7 и 8 для включения печи и вакуум-насоса и выключатель 11 для включения (и отключения) всей установки в электросеть.
Постоянная температура в печи поддерживается с помощью милливольтметра 12 типа МР1-02 М с температурной шкалой от 0 до 400 °С, градуированной по хромель-копелевой термопаре.
Размеры установки 1300x1900x750 мм; масса 345 кг; потребляемая мощность 3 кВт.
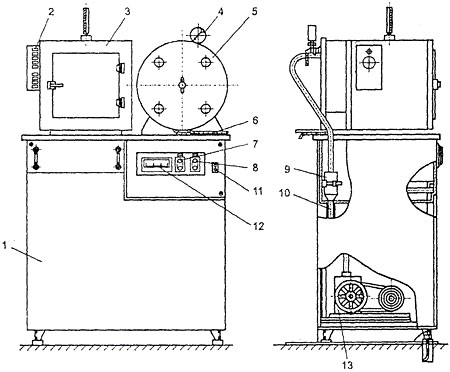
Рис. 1. Вакуумная печь для регенерации цеолитовых патронов
1 — стол; 2 — регулятор температуры шкафа; 3 — шкаф для хранения патронов; 4 — вакуумметр; 5 — вакуумная печь; 6 — трубопровод для подвода воды; 7,8 — пускатели; 9 — пульт; 10 — трубопровод; 11 — выключатель установки; 12 — милливольтметр; 13 — вакуумный насос
IV. ЗАМЕНА ЦЕОЛИТОВЫХ ОСУШИТЕЛЬНЫХ ПАТРОНОВ
Отпаять цеолитовый осушительный патрон от патрубка конденсатора и капиллярной трубки. Продуть холодильный агрегат сухим воздухом. Вынуть новый или регенерированный патрон из печи хранения цеолитовых осушительных патронов. Припаять патрон к патрубку конденсатора, а затем к капилляру, который предварительно вставить до упора в сетку фильтра, а затем вытянуть на 5-7 мм. Операция по установке цеолитового патрона должна длиться не более 2 мин после окончания продувания холодильного агрегата.
В холодильных агрегатах с фильтром и силикагелевым патроном рекомендуется при любом ремонте заменять фильтр новым или регенерированным цеолитовым патроном.
V. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОЙ ДОЗЫ СМАЗОЧНОГО МАСЛА
В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла. В Шахтинском технологическом институте проводились исследования, в результате которых был сделан следующий вывод: в тех случаях, когда поломки агрегата не оказывают существенного влияния на качество смазочного масла, за исключением, например, сгорания встроенного электродвигателя, имеющаяся в системе доза может быть использована для дальнейшей эксплуатации бытового холодильника. Полное удаление масла из системы холодильного агрегата целесообразно только при разрезании кожуха. В противном случае слив масла приводит к перераспределению эксплуатационных отложений, оседающих в масляной ванне, в пределах всей конструкции мотор-компрессора. Следствием этого явятся частые поломки в последующей эксплуатации. Особенно неблагоприятным с этой точки зрения является попадание продуктов разложения и износа в зазоры сопрягаемых пар (поршень — цилиндр, корпус — вал, ползун — обойма и т.д.) и клапанный механизм. Поэтому особое значение приобретает разработка способа определения необходимой дозы смазочного масла с целью обеспечения работоспособности герметичных агрегатов бытовых холодильников и экономии смазочных материалов.
Известен способ определения необходимой дозы масла путем его взвешивания с последующей заправкой в холодильный агрегат. Однако он не дает сведений о предельно допустимых отклонениях дозы от указанного значения.
Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным эксплуатационным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта.
Собранный холодильный агрегат после вакуумирования заправить необходимой дозой хладона и технологической дозой масла. При этом в случае замены компрессора на новый или восстановленный агрегат заправляется доза масла, являющаяся технологической и заниженной по сравнению с требованиями. При замене какого-либо вышедшего из строя другого узла холодильного агрегата технологической дозой является масло, оставшееся в системе. Таким образом, в обоих случаях в системе холодильного агрегата заведомо достигается недостаточное количество смазочного масла, что упорядочивает процесс достижения необходимой его дозы.
При обкатке и проверке холодильного агрегата на холодопроизводительность с целью сокращения времени выхода испытуемого агрегата в установившийся режим последний подвергают выдержке в термокамере в режиме максимальных эксплуатационных температур (328+0,1 °С) при подаче в течение 0,5 ч на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. При выходе испытуемого агрегата в установившийся режим наряду с проверкой обмерзания испарителя контролируют потребляемую мощность. В случае ее заниженной величины масло добавляют в кожух мотор-компрессора путем принудительной подачи до стабилизации мощности. При этом подача масла осуществляется с помощью масляного насоса при давлении, превышающем давление в кожухе мотор-компрессора, через трубопровод с малым расходом.
VI. ЗАМЕНА МОТОР-КОМПРЕССОРА С МАСЛОМ И ХЛАДОНОМ
Подготовку агрегата к замене мотор-компрессора рекомендуется проводить в такой последовательности. Отпаять отсасывающую и нагнетательную трубки у кожуха мотор-компрессора и снять мотор-компрессор, отпаять цеолитовый осушительный патрон, продуть сухим воздухом испаритель, конденсатор, трубопроводы.
Источник