Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
При организации ремонта различают централизованный, децентрализованный и смешанный способы ремонта.
При централизованном способе ремонтные работы выполняют силами ремонтно-механического цеха — РМЦ предприятия (на крупных предприятиях цехом централизованного ремонта ЦЦР) или подрядной организацией. Централизованный способ применяют при большом количестве однотипного оборудования и большом количестве оборудования небольшой массы, удобного для демонтажа и перевозки. Централизация ремонтных работ позволяет повысить производительность труда путем предметной специализации, когда определенные виды оборудования ремонтируют на специально оснащенном участке, или профессиональной специализации, когда рабочие одной специальности выполняют однотипные, узко ограниченные рыботы на оборудовании различных типов.
При децентрализованном способе ремонтные работы выполняют силами цехового персонала. Децентрализованный способ применяют при большой разнотипности оборудования. В этом случае ремонтно-механический цех изготовляет только запасные части и выполняет отдельные виды работ, которые не могут быть выполнены рабочими производственного цеха.
В большинстве случаев применяют смешанный способ, при котором капитальный ремонт выполняют централизованно, а текущие осмотры и ремонты децентрализованно.
Выбор способа организации ремонта должен быть экономически обоснован и зависит от многих факторов: типа предприятия и его структуры, типов и количества ремонтируемого оборудования, оснащенности и квалификации ремонтного персонала, возможности создания стендов и оснастки для специализированных участков, возможности привлечения межзаводской ремонтной организации или специализированного треста и др. Степень централизации ремонта, как прогрессивного явления, оценивают отношением централизованно выполняемого объема ремонтных работ к общему объему ремонтных работ.
Методы ремонта оборудования. В зависимости от вида, типа и количества оборудования, его размеров и массы, квалификации и оснащенности ремонтников, принятого на предприятии способа ремонта применяют различные методы ремонта.
Индивидуальный метод применяют для ремонта оборудования, имеющегося на предприятии в небольших количествах. Используя индивидуальный метод, ремонтники маркируют детали и сборочные единицы и после восстановления или замены изношенных деталей устанавливают их на ту же машину. Метод требует высокой квалификации ремонтников, продолжительного простоя в ремонте и затрудняет использование механизации процесса ремонта. Для повышения производительности труда требуется профессиональная специализация. Так, на предприятиях по производству азотных минеральных удобрений центробежные холодильные компрессоры ремонтируются бригадами, специализирующимися на ремонте турбин и центробежных компрессоров.
Узловой метод применяют для ремонта однотипного оборудования, имеющегося на предприятии в большом количестве. При узловом методе неисправные детали и сборочные единицы заменяют, а снятые восстанавливают и хранят как запасные, что позволяет сократить продолжительность простоя в ремонте и снизить его себестоимость. Однако для применения метода необходим оборотный фонд сборочных единиц и деталей. Узловой метод широко применяется при ремонте холодильных установок средней и малой производительности.
Последовательно-узловой метод применяют для ремонта оборудования, имеющего конструктивно обособленные сборочные единицы.
Агрегатный метод используют при централизованном способе ремонта, когда не требуется больших затрат на демонтаж и перевозку оборудования до ремонтной базы. При использовании специализированных ремонтных заводов для капитального ремонта холодильных агрегатов экономически целесообразно перевозить оборудование на расстояние не более 300-500 км.
Поточный метод применяют только при ремонте холодильных агрегатов в производственных комбинатах на конвейере или поточной линии. Поточный метод позволяет повысить производительность труда и качество ремонта, снизить себестоимость работ.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Методы ремонта




![]()
![]()
Под методами ремонта понимают совокупность технических и организационных правил выполнения операции ремонта оборудования. Использование различных методов ремонта обусловлено следующими факторами: количественным составом и разнотипностью оборудования на предприятиях, его конструктивными особенностями, ремонтопригодностью, производственными условиями проведения ремонтов, производственной программой ремонтных предприятий ремонтных предприятий и т.д. в связи с этим ремонт оборудования может проводиться следующими организационно-технологическими методами: обезличенным, необезличенным, агрегатным и поточным.
При обезличенном методе ремонта снимаемые с машин сборочные единицы и детали при необходимости заменяют новыми или отремонтированными, полученными со склада.
При необезличенном (индивидуальном) методе в ремонт ставится полнокомплектная машина. Снимаемые с нее сборочные единицы и детали после ремонта устанавливают на ту же машину. В результате этого сборочные единицы и детали не обезличиваются и тем самым более полно используется их ресурс. На рис. 13.2 приведена схема технологического процесса ремонта машин необезличенным методом. Общую продолжительность ремонта этим методом определяют продолжительностью разборочно-сборочных операций и операций по ремонту и изготовлению необходимых деталей. Метод применяют на предприятиях с небольшим числом машин различных типов. Недостаток необезличенного метода ремонта – большая продолжительность простоя машин в ремонте.
Сущность агрегатного (сменно-узлового) ремонта заключена в том, что ремонтное предприятие, имея определенный оборотный фонд обезличенных сборочных единиц и агрегатов, разбирает ремонтируемую машину на отдельные агрегаты (сборочные единицы), выполняет ремонт базисных деталей и производит сборку машины из сборочных единиц и агрегатов оборотного фонда (рис. 13.3). Снятые с машины сборочные единицы и агрегаты ремонтируют, а затем направляют на склад ремонтной базы. Разделение по времени и месту выполнения разборочно-сборочных работ, а также работ по ремонту и изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, в этом случае продолжительность ремонта машин определяется длительностью разборочно-сборочных операций и не зависит от продолжительности восстановления и изготовления деталей.

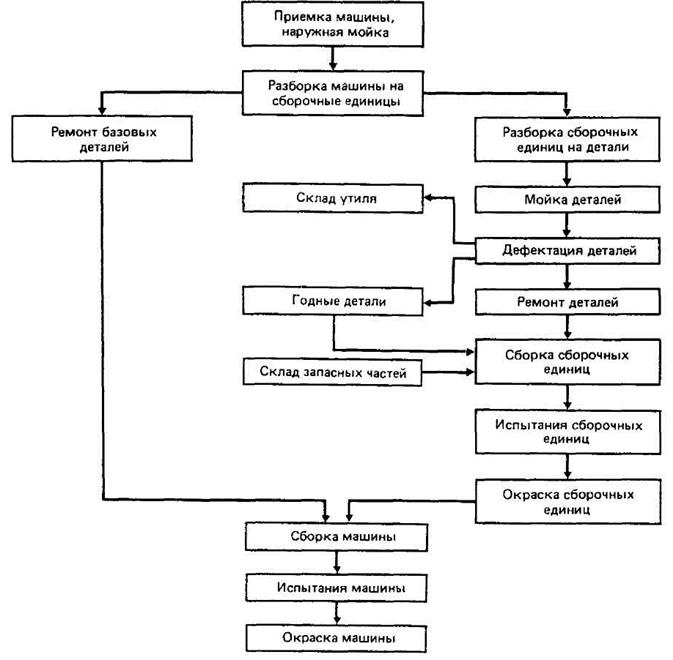
Рис. 13.2. Схема технологического процесса ремонта машин необезличенным методом
Сменно-узловой метод ремонта возможен только при полной взаимозаменяемости сборочных единиц, агрегатов, а также наличии оборотного фонда. Его целесообразно проводить при ремонте однотипных машин.
Величину оборотного фонда рассчитывают, исходя из обслуживаемого парка машин, периодичности замены сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде. Обеспечивая все категории ремонта машин, оборотный фонд вместе с тем должен быть минимальным.
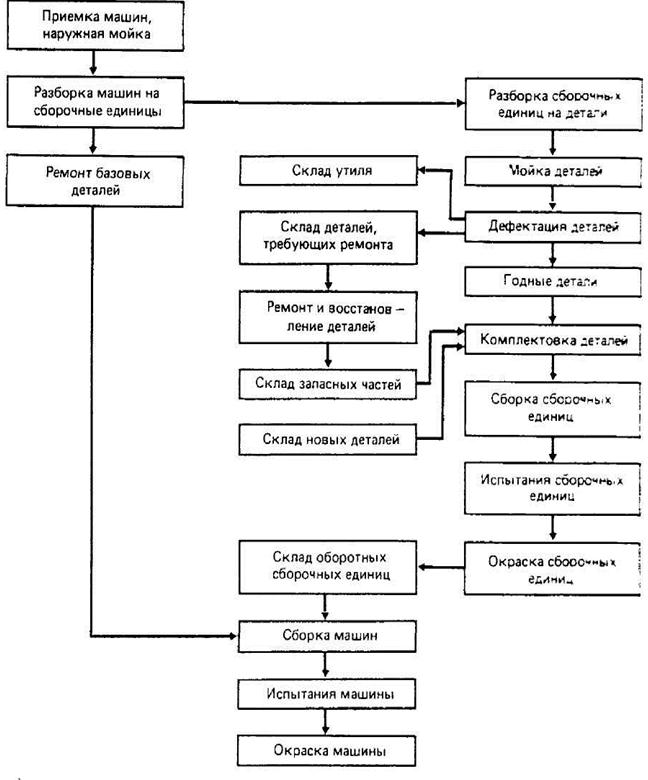
Рис. 13.3. Схема технологического процесса ремонта машин сменно-узловым методом
При сменно-узловом методе ремонта целесообразно использовать комплекты сборочных единиц. ковши в сборе с днищем и коромыслом, рукояти, роторы в сборе с ковшами, стрелы в сборе с блоками и механизмом напора, двигатели, редукторы, генераторы.
Метод ремонта со сменно-узловой заменой изношенных частей. Сущность метода заключается в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборочные единицы. Это позволяет сократить до минимума продолжительность капитальных ремонтов, а в ряде случаев и совсем их исключить. Внедрению такого метода ремонта должна предшествовать разработка обоснованных ремонтных циклов для машин, установление размера оборотного фонда запасных частей, определение номенклатуры и количества ремонтных и транспортных средств.

При поточном методе ремонта весь технологический процесс восстановления деталей и сборочных единиц, агрегатов и машин осуществляют на-поточных линиях. Сборочные единицы и агрегаты собираются из восстановленных или изготовленных деталей. Сборку машин осуществляют из готовых (собранных) обкатанных и испытанных сборочных единиц и агрегатов. Линии ремонта, сборки и обкатки сборочных единиц и агрегатов размещают в технологической последовательности возле линий общей сборки машины. Поточный метод ремонта характеризуется непрерывностью технологического процесса, обеспечивающего ритмичность производства, что достигается: расчленением технологического процесса ремонта на равные или кратные по трудоемкости и продолжительности операции; закреплением операций за рабочими местами; одновременным выполнением операции на рабочих местах; передачей с минимальными перерывами ремонтируемых объектов с одного рабочего места на другое. Этот метод ремонта обеспечивает высокую производительность работы ремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию процесса ремонта машин, благодаря чему продолжительность простоя машин в ремонте и его стоимость сокращаются. Метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из готовых отремонтированных и обкатанных сборочных единиц и агрегатов, полученных с других заводов.
Индивидуальный метод ремонта в большинстве случаев осуществляется комплексными бригадами, а сменно-узловой и поточный – специализированными.
В комплексных бригадах отсутствует узкая специализация рабочих по выполнению определенных ремонтных операций, поэтому возникает необходимость в рабочих высокой квалификации, имеющих несколько специальностей.
Источник
Основные методы, формы и способы организации технического обслуживания и ремонта производственного оборудования
![]()
![]()
Организация ремонтного хозяйства предприятия, как правило, базируется на системах планово-предупредительного ремонта (ППР) и технического обслуживания и ремонта (ТОР). Однако иногда применяются и другие виды ремонтов, называемые внеплановыми: ремонт по потребности и метод ремонта по дефектным ведомостям.
1. Ремонт по потребности выполняется в связи с остановкой станка и другого производственного оборудования. Использование данного метода может вызвать срыв выполнения планового задания, брак продукции и т.д. Увеличиваются время и затраты на ремонт технологического оборудования в связи с износом сопряженных деталей. При применении этого метода невозможно планировать работу ремонтно-механического цеха (РМЦ) предприятия.
2. Метод ремонта по дефектным ведомостям. Выполняется осмотр производственного оборудования и составляется дефектная ведомость, в которой отражается, что и когда надо ремонтировать. При использовании этого метода служба главного механика также заранее не может планировать ремонтные работы.
3. Третий метод организации ремонтного хозяйства базируется на системах технического обслуживания и ремонта (ТОР) и планово-предупредительного ремонта (ППР). Они представляют собой совокупность организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту производственного оборудования по заранее составленному плану. В основе этих систем лежат принципы плановости и профилактики.
При системах ТОР и ППР объемы и содержание работ по техническому обслуживанию и ремонту планируются и строго соблюдаются независимо от фактического состояния производственного оборудования. Эти системы базируются на заранее установленных нормативах.
Цель этого метода — предупредить остановку производственного оборудования из-за его возможных отказов и аварий.
Системы ТОР включают в себя:
1) уход за производственным оборудованием основными рабочими в начале и в конце смены, что повышает их ответственность. За состоянием производственного оборудования ежедневно наблюдают дежурные слесари, электрики и смазчики, которые устраняют возникшие мелкие неисправности;
2) техническое обслуживание, включающее комплекс технологических операций по поддержанию работоспособности производственного оборудования: осмотры (выполняются дежурными слесарями 1-2 раза в месяц), промывки и проверки на точность. Последние производятся наладчиком или слесарем совместно с представителем отдела технического контроля;
3) два вида ремонта: текущий (7) и капитальный (К).
Система ТОР рекомендуется для нового, дорогостоящего оборудования. В ней основной упор сделан на техническое обслуживание оборудования.
Система ППР включает следующие виды работ: -межремонтное обслуживание (наблюдение за выполнением правил эксплуатации производственного оборудования, своевременное регулирование его механизмов и устранение мелких неисправностей);
-периодические профилактические операции (промывка, смена масла, проверка на точность, устранение отклонений от нормальных параметров);
-плановые ремонты трех видов/ текущий (Т), средний (С) и капитальный (К). В основном они применяется для устаревшего производственного оборудования.
Текущие (малые) ремонты — это минимальные по объему работ ремонты, при которых заменяются и восстанавливаются отдельные части (детали, узлы) производственного оборудования, выполняется регулировка его механизмов. Такие ремонты проводятся на рабочем месте в процессе эксплуатации производственного оборудования в нерабочее время. Их цель — обеспечить работоспособность производственного оборудования до очередного планового ремонта.
При среднем ремонте производится частичная разборка агрегата, его изношенных деталей и узлов. По своему объему он занимает промежуточное положение между текущим и капитальным ремонтами. При системе ТОР он не производится.
При капитальном ремонте весь комплекс работ охватывает: снятие производственного оборудования с фундамента, замену его изношенных деталей и узлов, восстановление базовых деталей, а также сборку, выверку, регулировку и их испытание под нагрузкой.
Различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта проводятся силами ремонтно-механического цеха предприятия.
При децентрализованной форме весь комплекс ремонтных работ осуществляется силами ремонтных бригад, возглавляемых механиком цеха.
При смешанной форме наиболее сложные и трудоемкие работы, такие, как капитальный ремонт, модернизация оборудования и др., производятся силами ремонтно-механического цеха, а техническое обслуживание, текущий и средний ремонты — цеховыми ремонтными бригадами.
При агрегатном способе ремонта отдельные сборочные единицы (узлы и агрегаты) заменяются запасными (из оборотного фонда), заранее
отремонтированными или новыми. Таким способом ремонтируют производственное оборудование одной модели (назначения).
При последовательно-агрегатном способе ремонта конструктивно-обособленные сборочные единицы (редукторы, коробки скоростей, электродвигатели и т.д.) ремонтируются (заменяются) последовательно на одной единице оборудования во время перерывов в его работе (в нерабочие смены). Этот способ применяется для ремонта конвейерного оборудования в литейном и кузнечном цехах, автоматов, агрегатных станков и т.д.
Внедрение указанных выше способов ремонта является важным условием выполнения ремонтных работ без остановки производства.
Источник