Тема 3:выполнение основных видов слесарных работ и технический процесс
Технологическим процессом слесарной обработки называется часть производственного процесса, заключающаяся в получении заготовки, непосредственном изменении ее формы, размеров или свойств до получения готового изделия (детали).Слесарные операции относятся к процессам холодной обработки металлов резанием
Технология слесарной обработки содержит ряд операций, в которые входят: разметка, рубка, правка и гибка-металлов, резка металлов ножовкой и ножницами, опиливание, сверление, зенкование и развертывание отверстий, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние и лужение, заливка подшипников, соединение склеиванием и др.
При изготовлении (обработке) металлических деталей слесарным способом основные операции выполняются в определенном порядке, в котором одна операция предшествует другой.
Сначала производятся слесарные операции по изготовлению или исправлению заготовки: резка, правка гибка, которые можно назвать подготовительными. Далее выполняется основная обработка заготовки. В большинстве случаев —это операции рубки и опиливания, в результате которых с заготовки снимаются лишниеслои металла и она получает форму, размеры и состояние поверхностей, близкие или совпадающие с указанными на чертеже.
Встречаются и такие детали машин, для обработки которых требуются еще операции шабрения, притирки, доводки и др., при которых с изготовляемой детали снимаются тонкие слои металла. Кроме того, при изготовлении детали она может быть, если это требуется, соединена с другой деталью, совместно с которой подвергается дальнейшей обработке. Для этого выполняются операции сверления, зенкования, нарезания резьбы, клепки, паяния и пр.
Все перечисленные виды работ относятся к основным операциям слесарной обработки.
В зависимости от требований, предъявляемых к готовым деталям, могут также производиться дополнительные операции.
Цель их заключается в придании металлическим деталям новых свойств: повышенной твердости или пластичности, стойкости от разрушения в среде газов, кислот или щелочей. К таким операциям относятся: лужение, покрытие эмалью, закалка, отжиг, электроупрочнение и др.
При определении последовательности обработки учитывают, в каком виде поступают детали (заготовки); более грубая обработка всегда предшествует окончательной (отделочной).
Слесарно-сборочные работы на машиностройтельном предприятии представляют собой совокупность операций по соединению деталей в строго определенной последовательности для получения механизма или машины, отвечающих предъявляемым к ним техническим требованиям. При сборке применяются все основные виды слесарных работ, в том числе и пригонка собираемых деталей в узлы с последующей регулировкой и проверкой правильности работы механизмов и машин. Качество сборки машины влияет на ее долговечность и надежность в работе, так как чем меньше погрешностей допускается при сборке, тем больше работоспособность и лучше технические характеристики машин и механизмов.
Слесарно-ремонтные работы имеют целью поддержание работоспособности оборудования. Ремонт оборудования производится на предприятиях прежде всего для того, чтобы ликвидировать дефекты машин, препятствующие их нормальной работе. Изношенные детали заменяют при ремонте новыми или восстанавливают до первоначальных размеров различными способами.
Основные виды слесарных работ:рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьбы вручную, клепка, шабрение и т.п.
| Правка | Производится на правильных плитах, наковальнях и оправках ударами молотка. Гибку производят в холодном или горячем состоянии в тисках или в особых приспособлениях. |
| Зенкерование | Производят, закрепляя режущий инструмент в воротки, поворачиваемые вручную. Ручные развертки бывают цилиндрические и конические. |
| Рубка | Производят зубилом, ударяя по нему молотком. Вырубание канавок производят крейцмесселем. Для выравнивания неровностей применяют также пневматические зубила. |
| Клёпка | Производится холодными или нагретыми заклепками с помощью молотков и обжимок для придания нужной формы замыкающей головке заклепки. |
| Сверление | Производят ручными, электрическими или пневматическими дрелями. При применении электрических и пневматических дрелей могут быть просверлены отверстия диаметром до 25 мм. |
| Резка | Производят ручными ножовками, в которых ножовочное полотно натянуто в станке при помощи винта с барашком. Резку листовых материалов производят ручными ножницами для металла разнообразных конструкций. |
| Нарезание резьбы | Производят слесарными метчиками и плашками. Нарезание резьбы в отверстиях производят последовательно двумя пли тремя метчиками, помещаемыми в воротки. |
| Отпиливание | Удаляют слои металла до 2 мм при помощи напильников. Они разделяются на драчевые (для грубого опиливания), личные (для чистового опиливания), бархатные для отделочного опиливания. |
| Шабрение | Производят для обеспечения плотного прилегания двух сопрягаемых поверхностей детали. Процесс шабрения заключается в соскабливании тонких слоев металла особым инструментом — шабером, приводимым в движение вручную или механически. |
Технический прогресс и связанные с ним оснащение предприятий новейшей техникой, а также внедрение в процессы производства передовой технологии предъявляют новые требования к действующему оборудованию, поэтому одновременно с ремонтом машин на заводах и фабриках ведется большая работа по модернизации (обновлению) его. Модернизация оборудования имеет целью повысить скорость и производительность машин, мощность их двигателей, сократить время холостых ходов и вспомогательных операций, создать узкую специализацию, а также расширить технологические возможности отдельных видов оборудования и повысить износостойкость деталей машин. Работа по модернизации оборудования проводится на заводе по определенному плану.
Объем слесарной обработки в значительной мере характеризует технический уровень применяемой технологии и зависит от характера производства. На машиностроительных заводах, выпускающих разнородную продукцию в небольших количествах (единичное производство), удельный вес слесарных работ особенно велик. Здесь слесарь обязан выполнять самые разнообразные слесарные работы, т. е. быть слесарем-универсалом. При необходимости он производит ремонт и монтаж станков, изготовляет приспособления и т. п.
Нарезание резьбы.
Инструмент, применяемый в слесарном деле для нарезания резьбы в отверстиях, называется метчиком.
Метчик представляет собой винт, у которого вдоль оси сделано несколько канавок, образующих режущие грани. Метчики могут иметь цилиндрическую и коническую форму. Устройство метчика показано на фиг. 425; образуемая метчиком резьба определяется профилем резьбы метчика, углом а этого профиля, шагом S, наружным диаметром D, внутренним диаметром D1. Слесарные метчики применяют комплектами из 3 шт.: обдирочный, получистовой и чи
стовой. Первый служит для предварительного образования нарезки, второй углубляет нарезку, сделанную обдирочным метчиком, третий отделывает резьбу.
Обдирочный метчик имеет резьбу со срезанными вершинами, получистовой — резьбу менее срезанную, чистовой — полную. Нарезание резьбы метчиком производится в предварительно просверленном отверстии. Диаметр этого отверстия должен быть несколько меньше внутреннего диаметра резьбы. В процессе работы метчик ввертывают на один оборот, после чего ему дают полоборота в обратную сторону; таким приемом достигается дробление стружки и облегчается работа в целом.
Для получения более чистой поверхности резьбы в стальных изделиях метчики смазывают маслом (осерненным или растительным); при нарезании резьбы в чугунных и бронзовых изделиях смазку не применяют.
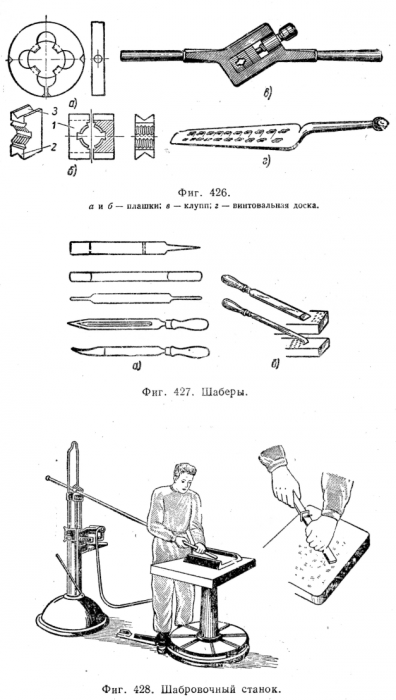
Для нарезания резьбы на стержнях применяют плашки.
Плашками называют круглые или квадратные пластины с центральным отверстием с нарезкой; для образования режущих кромок в нарезке сделаны прорези. Устройство круглых плашек показано на фиг. 426, а, плашки к косым клуппам, состоящие из двух половинок, — на фиг. 426, б. При нарезании резьбы плашки закрепляют в специальном приспособлении, называемом клуппом (фиг. 426,в).
Клупп состоит из рамки, в которой плашки закрепляют винтовым зажимом. Клупп имеет две рукоятки, которыми и производят его вращение.

Для нарезания резьбы на стержнях небольшого диаметра применяют винтовальные доски, представляющие собой стальную закаленную плитку с нарезанными в ней резьбовыми отверстиями (фиг. 426, г), для вращения винтовальной доски она имеет рукоятку.
Дата добавления: 2018-08-06 ; просмотров: 5310 ; Мы поможем в написании вашей работы!
Источник
Основные виды слесарных операций
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50. 60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.
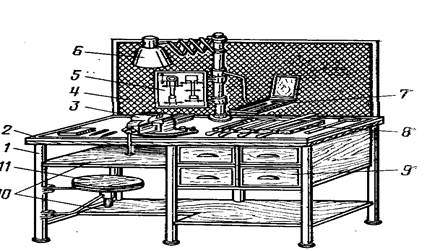
Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. В зависимости от характера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
Заготовки, готовые детали и приспособления размещают на стеллажах, установленных на отведенной для .них площади.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места, подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка– слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка – это операция разделения металлов и других материалов на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибкушироко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.

Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5. 1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, например, для заклепок диаметром 3. 3,5 мм необходим молоток массой 200 г.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрениемназывается операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64. 66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5. 6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы – это монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два основных вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник