Обслуживание сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.

Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
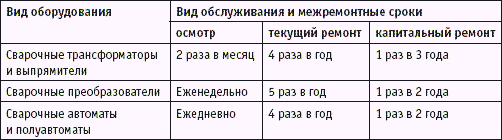
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Источник
Обслуживание сварочного оборудования
Основные термины и определения
Система технического обслуживания и ремонта техники – Совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание сварочного оборудования (Профилактическое обслуживание, Технический уход) – Комплекс операций по поддержанию исправности оборудования.
Ремонт – Комплекс операций по восстановлению исправности или работоспособности изделий.
Периодичность технического обслуживания (ремонта) – Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. (Примечание: под видом технического обслуживания (ремонта) понимают техническое обслуживание (ремонт), выделяемое (выделяемый) по одному из признаков: этапу существования, периодичности, объему работ, условиям эксплуатации, регламентации и т.д.).
Периодическое техническое обслуживание – Техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени.
Регламентированное техническое обслуживание – Техническое обслуживание, предусмотренное в нормативно-технической или эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания.
Плановое техническое обслуживание – Техническое обслуживание, постановка на которое осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации.
Капитальный ремонт – Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Плановый ремонт – Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации
Требования нормативных документов по обслуживанию сварочного оборудования
Эксплуатация сварочного оборудования должна производиться в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» (ПТЭ).
Требования Правил технической эксплуатации электроустановок потребителей:
- П.1.2.3 Для выполнения обязанностей по организации эксплуатации электроустановок руководитель назначает ответственного за электрохозяйство организации;
- П. 3.1.21 На предприятии должна действовать система технического обслуживания и ремонта СО (установок), разработанная и осуществляемая с учетом ПТЭ, инструкций по эксплуатации СО, указаний завода изготовителя и местных условий;
- П. 3.1.22 Сопротивление изоляции измеряется не реже 1 раза в 6 месяцев, а также при длительных перерывов в работе и механических повреждениях;
- П. 1.6.10 Установленное оборудование должно обеспечиваться запасными частями и материалами. Состояние, условия поставки, хранение контролируется ответственным за энергохозяйство
Система обслуживания и ремонта сварочного оборудования (ППР) в организации включает:
- наличие ответственного за электро хозяйство, который обязан обеспечить своевременное и качественное техническое обслуживание и планово-предупредительный ремонт (П.1.2.6. ПТЭ);
- наличие ответственного за эксплуатацию сварочного оборудования В соотв с п. 3.1.23 ПТЭ при наличии службы Гл. сварщика ответственность возлагается на него, который «Возглавляет разработку графиков проведения планово-предупредительного и капитального ремонта сварочного оборудования»;
- наличие графиков ППР, составленных ответственным за энергохозяйство, утвержденные техническим руководителем Потребителя (п. 1.6.3. ПТЭ)
Графики ППР должны предусматривать проведение текущих ремонтов (обслуживание), средних и капитальных. Так, для источников обще промышленного назначения рекомендуется следующая последовательность плановых ремонтов: пуск (К) – Т – С – Т – С – Т – С – Т – К. При этом период между ремонтами устанавливается в зависимости от сложности оборудования, условий эксплуатации, интенсивности работы. Т –от 3 до 6 месяцев, С- от 1-3 года, К- 3-6 лет. Так что меж ремонтный цикл от одного капитального ремонта до другого составляет срок службы сварочного аппарата, составляющий, как правило — 6 лет. В паспортах на отдельные марки оборудования указываются периоды обслуживания и объемы работ , например, для ВДУ 506 один раз в месяц проводится очистка от пыли и проверка состояния контактов, один раз в 3 месяца проверка блоков управления.
В сответствии с п. 1.6.7 ПТЭ СО, выработавшее срок службы, указанный в паспорте, должно пройти техническое освидетельствование, комиссией возглавляемой техническим руководителем. с целью оценки состояния, установления сроков дальнейшей работы и условий эксплуатации.
Результаты работы комиссии должны отражаться в акте и технических паспортах сварочного оборудования с обязательным указанием срока последующего освидетельствования.
Сварочное оборудование, выработавшее установленный технической документацией срок эксплуатации и не проходившее техническое диагностирование, должно быть выведено из эксплуатации. До списания экономично выполнять не более 1 — 3 капитальных ремонтов.
Внеплановый ремонт источника назначают при выявлении его неработоспособного состояния
Ежедневное обслуживание источника выполняется сварщиком перед началом работы. Он осматривает источник для выявления внешних повреждений, проверяет наличие заземления, крепление сварочных кабелей и герметичность газовых и водяных коммуникаций. Выявленные замечания докладывает мастеру.
Периодическое обслуживание выполняется электротехнологическим персоналом (наладчиком, электриком службы энергетика цеха).
Текущий ремонт, как правило, выполняется наладчиком прямо на посту сварки без полной разборки, но с отключением от сети. При этом устраняются неисправности путем замены или восстановления отдельных частей, что и обеспечивает работоспособность источника до более серьезного ремонта.
Средний ремонт выполняется, как правило, на ремонтном участке, при этом ресурс источника восстанавливается путем замены или восстановления неисправных его частей.
Капитальный ремонт может выполняться на ремонтном участке или на специализированном ремонтном предприятии. При этом добиваются исправности источника с полным восстановлением его ресурса. Для этого приходится заменять и восстанавливать любые части источника, в том числе базовые, такие как обмотки трансформаторов, блок управления, выпрямительные блоки и т.п.
В соответствии с требованиями НТД на сварочные работы на ОТО в части эксплуатации СО все виды ремонта должны быть отражены в «Журнале учета состояния СО» с указанием заменяемых элементов.
Размещение, подключение, заземление СО должно удовлетворять требованиям ПТЭ, ПУЭ,и ПОТ РМ 020.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.
 Сварочный аппарат ВД252
Сварочный аппарат ВД252
Источник