Организация и планирование ремонта электрооборудования — Структура электроремонтного цеха и состав его оборудования
Содержание материала
1.5. Структура электроремонтного цеха и состав его оборудования
На промышленных предприятиях существует определенная структура электроремонтных подразделений, которая, кроме цехов (с технологическими отделениями) по ремонту крупных единиц конкретного вида электрооборудования (например, цех по ремонту электрических машин, цех по ремонту трансформаторов), включает ряд производственных участков, где специализированные бригады выполняют определенные виды ремонтных работ.
Структура электроремонтного цеха и состав его оборудования определяются различными факторами, основными из которых являются количество, номенклатура, габаритные размеры и сложность ремонтируемого электрооборудования. Электроремонтный цех предприятия средней мощности с небольшим объемом ремонтируемого электрооборудования имеет следующие производственные отделения: разборочно-дефектировочное, ремонтно-механическое, обмоточное, сушильно-пропиточное, комплектовочное, испытательную станцию, а также отдельные участки, на которых выполняются конкретные виды работ по ремонту трансформаторов, электрических машин и коммутационных аппаратов.
В разборочно-дефектировочном отделении ремонтируемое оборудование очищают от грязи, сливают масло из трансформаторов и маслонаполненных аппаратов, выполняют предремонтные испытания, разбирают электрооборудование, проводят дефектировку (определяют состояние и степень износа отдельных частей, а также объем предстоящего ремонта, оформляют дефектационную ведомость и маршрутную карту ремонта, навешивают маркировочные бирки на детали, подлежащие ремонту, принимают меры по сохранению исправных частей электрооборудования), передают неисправные детали на ремонтные участки, а исправные — в комплектовочное или сборочное отделение.
Разборочно-дефектировочное отделение оснащается подъемно-транспортными средствами, испытательной станцией или стендами для проведения предремонтных испытаний поврежденного электрооборудования, моечными ваннами, съемниками, приспособлениями и инструментом для разборки ремонтируемого электрооборудования.
В ремонтно-механическом отделении ремонтируют и при необходимости изготавливают новые детали электрооборудования (валы, коллекторы, щеточные механизмы, подшипники скольжения), производят перешихтовку сердечников роторов и статоров электрических машин, расшихтовывают магнитопроводы трансформаторов, выполняют необходимые слесарные работы. Это отделение оснащено подъемно-транспортными средствами, металлообрабатывающими станками, прессами, сварочными аппаратами, инструментами и специальными приспособлениями.
При необходимости выполнения работ по хромированию и никелированию деталей в отдельном помещении устанавливаются гальванические ванны.
Кроме перечисленного оборудования в ремонтно-механическом отделении имеются слесарные верстаки, стеллажи и шкафы для хранения деталей и инструмента.
В обмоточном отделении ремонтируют поврежденные (восстанавливают изоляцию) и изготавливают новые обмотки электрических машин, трансформаторов и катушек электрических аппаратов. Отделение оснащается станками для намотки и изолировки обмоток и катушек, станком для изготовления клиньев, гильотинными ножницами для резки изоляционных материалов, станками для бан-дажирования роторов и якорей электрических машин, сварочным и паяльным инструментом для соединения проводов обмоток, испытательной установкой для пооперационного контроля изоляции изготавливаемых обмоток, а также аппаратами контроля правильности соединения схем обмоток. При необходимости устанавливают (в отдельном помещении с наличием вентиляционных устройств и средств пожаротушения) печь для отжига проводов, ванну для их травления и станок для волочения и калибровки проводов старой обмотки.
Сушилъно-пропиточное отделение служит для пропитки и сушки изготовленных обмоток. В состав его оборудования входят пропиточные ванны, печи для сушки и запечки пропитанных обмоток, подъемно-транспортные средства для транспортировки массивных обмоток и емкости для хранения пропиточных лаков и растворителей в количествах, обеспечивающих не более чем суточную потребность в них. Учитывая вредность паров и летучих частиц лаков и растворителей, их большую пожаро- и взрывоопасность, помещения этого отделения обеспечивают вытяжными вентиляционными устройствами и средствами пожаротушения.
Комплектовочное отделение является местом, куда доставляют все отремонтированные, а также исправные и некоторые новые сборочные единицы и детали ремонтируемого оборудования. Полностью укомплектованное электрооборудование передается затем в сборочное отделение. Отделение оборудуется верстаками, стеллажами, необходимым инструментом, приспособлениями и подъемно-транспортными средствами.
В сборочном отделении производят общую сборку ремонтируемого оборудования. Оно оснащается сборочными инструментами и приспособлениями, верстаками и стеллажами, приспособлениями для статической и динамической балансировки роторов и якорей электрических машин, испытательным стендом для выполнения всего комплекса послеремонтных испытаний.
Рис. 1.3. Структурно-технологическая схема цеха по ремонту электрических машин 
Испытательная станция располагается в отдельном помещении и содержит высоковольтные испытательные электроустановки, стенды, различные приборы и средства защиты.
Электроремонтный цех имеет склады для хранения ремонтного фонда (отдельные узлы и сборочные единицы электрооборудования: обмотки высокого и низкого напряжения трансформаторов, комплекты контактной системы к выключателям и т. п.) и отремонтированного оборудования, инструментальные и материальные кладовые, подсобные и бытовые помещения, а также другие помещения, число которых и назначение определяются в каждом конкретном случае принятой технологией и условиями ремонта.
Наиболее распространенная структурно-технологическая схема электроремонтного цеха, например по ремонту электрических машин, приведена на рис. 1.3.
Источник
Структура цеха по ремонту электрических машин и пускорегулирующей аппаратуры
Структура электроремонтного предприятия и состав его оборудования определяются в основном номенклатурой и объемом ремонтируемого оборудования. Поскольку форма организации ремонта электрических машин, трансформаторов и другого электротехнического оборудования является цеховой, то далее будем рассматривать именно эту форму организации ремонта. Следует отметить, что ремонтный цех может быть как самостоятельной производственной единицей, так и являться одним из цехов крупного отраслевого предприятия. В последнем случае на предприятии создается дополнительно центральная электротехническая лаборатория.
В ремонтном цехе производятся следующие работы:
-капитальный ремонт электрических машин, включая их реконструкцию и модернизацию;
-средний и текущий ремонт;
-ремонт и изготовление пускорегулирующей аппаратуры;
-изготовление запасных частей для электрических машин и аппаратов;
-изготовление электромонтажных узлов и заготовок;
-ремонт и изготовление технологической оснастки для ремонта.
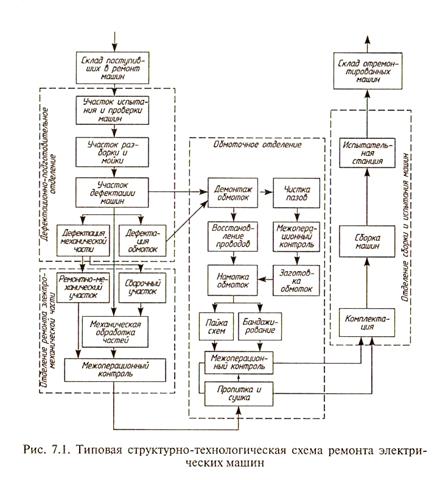
Все работы, проводимые в этом цехе, можно разбить на восемь основных видов: предремонтные, разборочно-дефектировочные, изоляционно-обмоточные, слесарно-механические, комплектовочные, сборочные, отделочные и послеремонтные. Соответственно в состав этого цеха должны входить следующие отделения и участки:
-склады поступающей и готовой продукции (территориально они могут быть объединены в один склад);
-участок разборки, мойки и дефектации машин и аппаратов;
-отделение ремонта контактных колец, коллекторов и щеточных аппаратов электрических машин и восстановление контактов электрических аппаратов;
-участок восстановления обмоточных проводов (в ряде случаев здесь осуществляется и изготовление нового обмоточного провода);
-пропиточно-сушильный участок с отделением окраски;
-участок комплектации и сборки электрических машин и аппаратов;
Кроме указанных участков, в цехе могут быть участки гальванопластики и столярная мастерская. Типовая схема ремонта представлена на рис. 7.1. Отметим, что ремонт электрических аппаратов может быть выделен в отдельное производство (отделение).
Испытательный участок. Здесь проводят предремонтные испытания для выявления неисправностей электрических машин, поступивших в ремонт. Помимо внешнего осмотра здесь измеряют активные сопротивления и сопротивление изоляции обмоток, проверяют целостность подшипников (при работе машины на холостом ходу), правильность и плотность прилегания щеток к коллектору и контактным кольцам, проверяют уровень вибрации.
Участок должен быть оснащен подъемно-транспортным и электроизмерительным оборудованием, а также испытательными стендами.
Участок разборки, мойки и дефектации. Здесь производят очистку машин перед разборкой, разбирают ее на отдельные узлы и детали и производят их дефектацию (определяют их состояние и степень износа, объем необходимого ремонта), передают неисправные детали и узлы для ремонта на соответствующие участки, а исправные — на участок комплектации. По итогам дефектации составляется дефектная ведомость и определяются необходимый объем ремонта и потребность в комплектующих изделиях.
Участок должен быть оснащен подъемно-транспортным и моечным оборудованием, механическими и электрическими инструментами для разборки машин, станками для удаления обмотки, печью для выжига (нагрева) изоляции, приспособлениями для выведения ротора из статора.
Ремонтно-механический и кузнечно-сварочный участки. Здесь ремонтируют изношенные и изготавливают новые конструктивные детали электрических машин и аппаратов — валы, корпуса подшипников скольжения, крышки подшипников и др. Здесь же ремонтируют и изготавливают новые токоведущие части, такие как контактные кольца, коллекторы, щеточные механизмы, контакты. На этом участке производят ремонт и перешихтовку магнитопроводов (сердечников), а также механическую обработку и восстановление резьбовых соединений. Кроме того, на этом участке изготавливают необходимую для ремонта технологическую оснастку.
Участки оснащены соответствующим парком универсальных станков для механической обработки деталей, подъемно-транспортным оборудованием, прессами и ножницами для резки металла, универсальным сварочным и слесарным оборудованием.
Обмоточное отделение. Здесь ремонтируют старые и изготавливают новые обмотки электрических машин и аппаратов, восстанавливают поврежденный обмоточный провод, осуществляют укладку, пропитку и сушку обмоток, производят сборку рабочей схемы соединения обмоток и осуществляют контроль изоляции обмоток в процессе ее изготовления и укладки.
Участок пропитки и сушки должен иметь хорошую вытяжную вентиляцию. Подъемно-транспортное оборудование рассчитывается на узлы, имеющие максимальную массу (как правило, это статоры наиболее крупных машин).
В отделении окраски проводят отделочные работы и окраску машин и аппаратов после сборки и испытаний. Там устанавливаются станки для очистки и изолировки проводов, намотки обмоток, резки и формовки изоляции, пресса для формовки катушек из прямоугольного провода, специальные станки для бандажировки обмоток. Отделение оснащено инструментом для пайки и сварки проводов, необходимым пропиточным оборудованием и сушильными шкафами.
Участок комплектации и сборки. Сюда направляются исправные чистые узлы и детали с участка разборки и дефектации, отремонтированные узлы и детали из остальных отделений, а также недостающие комплектующие детали (крепеж, подшипники качения и т. п.). Полный машинокомплект поступает на сборку, где осуществляются поузловая и общая сборка электрических машин и аппаратов. Здесь производится и балансировка роторов электрических машин.
Участок оснащен практически тем же оборудованием, что и участок разборки (за исключением моечного оборудования и оборудования для удаления обмоток). Кроме того, здесь установлены балансировочные станки.
Испытательная станция. Здесь проводятся послеремонтные испытания электрических машин и аппаратов по соответствующим программам, а также испытания новых конструкции, узлов и деталей, изготовленных в процессе реконструкции или модернизации.
Станция оснащена подъемно-транспортным оборудованием и испытательными стендами, включая стенды для высоковольтных испытаний, а также соответствующим защитным оборудованием. Территория станции имеет ограждение для предотвращения доступа на нее постороннего персонала предприятия.
Источник
Курсовая работа: Организация ремонта электрооборудования
| Название: Организация ремонта электрооборудования Раздел: Рефераты по физике Тип: курсовая работа Добавлен 09:10:50 17 апреля 2010 Похожие работы Просмотров: 1670 Комментариев: 14 Оценило: 2 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование оборудования | Кол-во, шт. | Стоимость единицы ЭО, руб. | Стоимость всего ЭО, руб. | Затраты на монтаж | Балансовая стоимость | Амортизация | |||
| % | руб. | % | руб. | ||||||
| Электрическая плита | 3 | 2 | 3000 | 6000 | 40 | 2400 | 8400 | 12 | 1008 |
| Тестомесильная машина | 11 | 3 | 11000 | 33000 | 40 | 13200 | 46200 | 12 | 5544 |
| Вентилятор | 0.75 | 2 | 750 | 1500 | 40 | 600 | 2100 | 12 | 252 |
| Электрическая печь | 18.5 | 2 | 18500 | 37000 | 40 | 14800 | 51800 | 12 | 6216 |
| Насос подачи теста | 5.5 | 2 | 5500 | 11000 | 40 | 4400 | 15400 | 12 | 1848 |
| Вентилятор в печи | 11 | 4 | 11000 | 44000 | 40 | 17600 | 61600 | 12 | 7392 |
| Дозатор | 0.75 | 2 | 750 | 1500 | 40 | 600 | 2100 | 12 | 252 |
| Автомукомер | 5.5 | 2 | 5500 | 11000 | 40 | 4400 | 15400 | 12 | 1848 |
| Транспортёр 1 | 4 | 1 | 4000 | 4000 | 40 | 1600 | 5600 | 12 | 672 |
| Транспортёр 2 | 7.5 | 2 | 7500 | 15000 | 40 | 6000 | 21000 | 12 | 2520 |
| Итого: | 229600 | 27552 | |||||||
| 10% | 10% | ||||||||
| Неучтённое оборудование | 22960 | 2755,2 | |||||||
| Итого: | 252560 | 30307,2 | |||||||
3.2. Определение структуры ремонтного цикла.
Ремонтный цикл — это период времени с начала эксплуатации ЭО до первого капитального ремонта или между двумя капитальными ремонтами.
Межремонтный период-это период времени между двумя очередными ремонтами.
Структура ремонтного цикла – это перечень и последовательность выполнения ремонтов в течение одного ремонтного цикла.
Периодичность ремонтов электрооборудования.
| Наименование ЭО | Число оборотов, n, мин -1 | Продолжительность периода между ремонтами | Количество ремонтов в цикле | ||
| Т | К | Т | К | ||
| Электрическая плита | — | 8640 | 43200 | 4 | 1 |
| Тестомесильная машина | 1500 | 8640 | 43200 | 4 | 1 |
| Вентилятор | 1500 | 8640 | 43200 | 4 | 1 |
| Электрическая печь | — | 8640 | 43200 | 4 | 1 |
| Насос подачи теста | 1500 | 8640 | 43200 | 4 | 1 |
| Вентилятор в печи | 1500 | 8640 | 43200 | 4 | 1 |
| Дозатор | 1000 | 8640 | 43200 | 4 | 1 |
| Автомукомер | 1000 | 8640 | 43200 | 4 | 1 |
| Транспортёр 1 | 750 | 8640 | 43200 | 4 | 1 |
| Транспортёр 2 | 750 | 8640 | 43200 | 4 | 1 |
Структура ремонтного цикла для всего ЭО К-Т-Т-Т-Т.
3.3. Определение категории сложности ремонта.
Под категорией сложности ремонта различных видов ЭО следует понимать степень сложности ремонта.
Категорию сложности ремонта (R) принято выражать в условных ремонтных единицах, принято также считать, что эталонном агрегатом имеющим первую категорию сложности ремонта является асинхронный ЭД с короткозамкнутым ротором, взрывозащищённого исполнения, с паспортной мощностью до 0,6 кВт.
Категория сложности ремонта любого другого ЭО определяется путём сопоставления его с эталоном агрегатом.
Категория сложности ремонта.
3.4. Расчёт трудоёмкости ремонтных работ.
Трудоёмкость ремонтных работ по видам ремонта для каждой единицы ЭО определяется по формулам:
ТК = К ·R (н·ч) (3.1)
К ·R (н·ч) (3.1)
ТТ = Т ·R (3.2)
Т ·R (3.2)
где К , Т — норма времени на одну ремонтную единицу по видам ремонта (приведены в отраслевых положениях ОППР)
R — категория сложности ремонта
Годовую трудоёмкость ремонтных работ по видам ремонта для всего ЭО определяем по формулам:
Годовую плановую трудоёмкость по всем видам ремонта определяем по формуле:
Трудоёмкость ремонтных работ.
3.5. Расчёт продолжительности простоя ЭО в ремонте.
Продолжительность простоя ЭО в ремонте является одним из важнейших показателей уровня организации ремонта на промышленном предприятии. Простой в ремонте учитывают с момента остановки ЭО на ремонт до момента приёмки его в эксплуатацию.
Время простоя электрооборудования в ремонте.
На основании данных пунктов 3.3; 3.4; 3.5 составляем график планово предупредительного ремонта ЭО кондитерского цеха ОАО “ЕХЗ”.
| Наименование ЭО | R | Дата и вид последнего ремонта | Вид ремонта | Трудоёмкость ремонта, н·час | ||||||
| Простой в ремонте | ||||||||||
| Янв. | Фев. | Март | Апр. | Май | Июнь | Июль | ||||
| Электрическая плита | 1,5 | Т.01.2007 | К | |||||||
| Тестомесильная машина | 1,5 | Т.02.2007 | К | |||||||
| Вентилятор | 1 | Т.03.2007 | К | |||||||
| Электрическая печь | 2,5 | Т.04.2007 | К | |||||||
| Насос подачи теста | 1,5 | Т.05.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.06.2007 | К | |||||||
| Дозатор | 1 | Т.07.2007 | К | |||||||
| Автомукомер | 1,5 | Т.08.2007 | ||||||||
| Транспортёр 1 | 1,5 | Т.09.2007 | ||||||||
| Транспортёр 2 | 1,5 | Т.10.2007 | ||||||||
| Электрическая плита | 1,5 | Т.11.2007 | ||||||||
| Тестомесильная машина | 1,5 | Т.12.2007 | ||||||||
| Тестомесильная машина | 1,5 | Т.01.2007 | К | |||||||
| Вентилятор | 1 | Т.02.2007 | К | |||||||
| Электрическая печь | 2,5 | Т.03.2007 | К | |||||||
| Насос подачи теста | 1,5 | Т.04.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.05.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.06.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.07.2007 | К | |||||||
| Дозатор | 1 | Т.08.2007 | ||||||||
| Автомукомер | 1,5 | Т.09.2007 | ||||||||
| Транспортёр 2 | 1,5 | Т.10.2007 | ||||||||
| Электрическая плита | ||
| Тестомесильная машина | ||
| Вентилятор | ||
| Электрическая печь | ||
| Насос подачи теста | ||
| Вентилятор в печи | ||
| Дозатор | ||
| Автомукомер | К | |
| Транспортер 1 | К | |
| Транспортер 2 | К | |
| Электрическая плита | К | |
| Тестомесильная машина | К | |
| Тестомесильная машина | ||
| Вентилятор | ||
| Электрическая печь | ||
| Насос подачи теста | ||
| Вентилятор в печи | ||
| Вентилятор в печи | ||
| Вентилятор в печи | К | |
| Дозатор | К | |
| Автомукомер | К | |
| Транспортер 2 | ||
3.6. Определение профессионального и квалификационного состава рабочих.
На Ефремовском хлебозаводе имеется следующий состав рабочих электриков.
Численно квалификационный состав рабочих.
| Наименование профессии | Численность | Разряд | Ч.Т.С |
| Электрики | 4 | IV | 48 |
Электрики Ефремовского хлебозавода участвуют в проведении планово-предупредительного ремонта ЭО, график ППР составляется ежегодно для каждого вида оборудования.
Поддержание оборудования в работоспособном состоянии, удлинении межремонтных пробегов, сокращении времени пребывания в ремонте, главная задача работников службы Главного энергетика. Кроме проведения ремонта по системе ППР существует ещё и ежесменное обслуживание — это регулярный уход за оборудованием, перед началом работы, во время перерывов и после окончания работы. Такое обслуживание включает очистку, протирку, смазку и другие виды работ.
Межремонтное периодическое обслуживание относится к работам профилактического характера, его проводят по плану независимо от технического состояния оборудования (дежурные слесари, электромонтёры, наладчики). Обслуживание включает наблюдение за эксплуатацией оборудования, устранение мелких неполадок, регулирования, профилактические испытания и другие.
Затраты на проведение капитального ремонта покрывается за счёт части амортизационных отчислений. В себестоимости продукции эти затраты учитываются по статье “Амортизация”.
Затраты на текущий ремонт и профилактические работы относятся непосредственно на себестоимость выпускаемой продукции.
3.7. Расчёт годового фонда оплаты труда.
Основной формой оплаты труда работников Ефремовского “ЕХЗ” является повременно – премиальная. Для того чтобы рассчитать фонд оплаты труда работника, нужно составить: табель выходов на работу или график сменности, баланс рабочего времени одного среднесписочного рабочего. График работы на ЕХЗ составляет: 4 дня рабочих, 1 день выходной.

| 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | |
| Г | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | |
| В | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | |
| Б | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | |
| А | Г | В | Б | Б | А | Г | В | В | Б | А | Г | Г | В | Б | |
Бригада А – 24 рабочих дня, 6 выходных дней;
Бригада Б – 22 рабочих дня, 8 выходных дней;
Бригада В – 22 рабочих дня, 8 выходных дней;
Бригада Г – 22 рабочих дня, 8 выходных дня.
Баланс рабочего времени.
| Наименование показателей | Показатели |
| 1. Календарное время. | 365 |
| 2. Выходные дни. | |
| 4. Эффективный фонд рабочего времени. | 282,5-47=235,5 |
Расчёт годового фонда оплаты труда.
1. Заработная плата по тарифу.
где, ЧТС – часовая тарифная ставка, руб
Числ. – численность рабочих,
ТЭФ. – эффективное рабочее время
2. Расчёт премиальных.
где, З.П.Т – заработная плата по тарифу.
3. Доплаты за ночное время.
ДН =361728·2/15=48230,40 руб.
4. Доплата за праздничные дни.
где, Празд. – количество праздничных дней
5. Основная заработная плата.
З.П.ОСН =361728+108518,4+48230,4+10752=529228,80 руб.
6. Дополнительная заработная плата.
З.П.ДОП =529228,8·(26+3+3)/235,5=71912,20 руб. (3.21)
7. Полная заработная плата.
где, З.П.ОСН – основная заработная плата, руб.
З.П.ДОП – дополнительна заработная плата, руб.
З.П.ПОЛ. =529228,80+71912,20=601141 руб. (3.23)
где, З.П.ПОЛ – полная заработная плата, руб.
Отчисл.=601141·0,26=156296,70 руб. (3.25)
9. Г.Ф.О.Т.=З.П.ПОЛ +Отчисл.=601141+156296,7=757437,7 руб. (3.26)
10. Средняя заработная плата.
где, НДФЛ – налог для физического лица
НДФЛ=12523,77·0,13=1628,1 руб. (3.29)
З.П.СР.ПОЛ -НДФЛ=12523,77-1628,10=10895,70 руб. (3.30)
Для ремонта ЭО требуется 4 электромонтёра IV разряда с часовой тарифной ставкой 45 руб., количество рабочих дней берём из баланса рабочего времени.
Баланс рабочего времени одного среднесписочного рабочего.
| Наименование показателей | Показатели |
| 1. Календарное время. | 366 |
| 2. Выходные дни. | 52·2=104 |
| 3. Праздничные дни. | 11 |
| 4. Номинальное время. | 366-115=251 |
| 6. Эффективный фонд рабочего времени. | 251-49=202 |
Расчёт годового фонда оплаты труда.
1. Заработная плата по тарифу.
2. Расчёт премиальных.
Пр= З.П.Т ·%=290880·30%=87264 руб. (3.32)
3. Основная заработная плата.
4. Дополнительная заработная плата.
З.П.ДОП =378144·(28+3+3)/202=63648 руб. (3.35)
5. Полная заработная плата.
6. Отчисл.=З.П.ПОЛ ·26%=441792·0,26=114865,90 руб. (3.37)
7. Г.Ф.О.Т.=З.П.ПОЛ +Отчисл.=441792+114865,90=556657,9 руб. (3.38)
8. Средняя заработная плата.
9. НДФП=З.П.СР ·13%=9204·0,13=1196,50 руб. (3.40)
З.П.СР.ПОЛ -НДФЛ=9204-1196,50=8007,50 руб. (3.41)
Сводная таблица по заработной плате.
| Специальность | Числ. | Разряд | Ч.Т.С | ТЭФ | ||||
| Прем. | ДН | ДПР. | ||||||
| Электрики | 4 | IV | 48 | 235,5 | 361728 | 108518,4 | 48230,4 | 10752 |
| Электромонтёры | 4 | IV | 45 | 202 | 290880 | 87264 | — | — |
| Итого |
| Специальность | З.П.ОСН. | З.П.ДОП | З.П.ПОЛ | Отчисл. | Г.Ф.О.Т. | НДФЛ | З.П.СР. |
| Электрики | 529228 | 71912,2 | 601141 | 156296,7 | 757437,7 | 1628,1 | 12523,77 |
| Электромонтёры | 378144 | 63648 | 441792 | 114865,9 | 556657,9 | 1196,5 | 9204 |
| Итого | 907372 | 135560,2 | 1042933 | 271162,6 | 1314095,6 | 2824,6 | 21727,77 |
3.8. Расчёт затрат на ремонт.
По экономическому признаку ремонты подразделяют на 2 группы:
— текущие ремонты, которые включают межремонтное обслуживание и текущие ремонты, расходы по которым относят на статью цеховых расходов по содержанию и эксплуатации оборудования.
— капитальные ремонты, расходы по которым покрывают из фонда амортизационных отчислений.
Затраты на ремонт определяют раздельно на текущий и капитальный ремонты. В состав затрат включают: основная заработная плата, премии, стоимость материалов и комплектующих изделий, расходы по обслуживанию производства и управления.
Стоимость материалов и комплектующих изделий принимаем в процентном отношении от суммы годового фонда оплаты труда:
— на ремонт электрооборудования:
капитальный – 1% от ГФОТ=13140,9 руб.
текущий – 0,05% от ГФОТ=657,1 руб.
— на ремонт электрических сетей:
капитальный – 2% от ГФОТ=26281,9 руб.
текущий – 0,01% от ГФОТ=131,4 руб.
— расходы по управлению производством – 0,2% от ГФОТ=2628,2 руб.
3.9. Основные технико – экономические показатели.
Стоимость основных производственных фондов – 252560 руб.
Годовой фонд амортизационных отчислений – 30307,2 руб.
Годовая плановая трудоёмкость – 824,25 нормо — час
Численность электриков – 4 чел.
Средняя заработная плата электрика – 12523,77 руб.
Численность электромонтёров – 4 чел.
Средняя заработная плата электромонтёра – 9204 руб.
Затраты на ремонт ЭО:
Затраты на ремонт электрических сетей:
Расходы по управлению производством=2628,2 руб.
1.Пейсахович Ю.С. Организация и методика выполнения дипломных проектов – Ч.: 1995.
2. Нормативы по проведению планово — предупредительного ремонта ЭО – М.: Юнити, 2003.
3. Отчёт по практике по профилю специальности электроснабжение кондитерского цеха предприятия ОАО “ЕХЗ”.
Источник