Технологический процесс ремонта плунжерных пар способом химического никелирования включает в себя следующие операции:
промывку, контроль и сортировку деталей;
механическую обработку плунжеров и гильз;
химическое никелирование плунжеров;
обработку плунжеров после наращивания;
подбор и взаимную притирку деталей;
контроль и приемку пар.
Промывка, контроль и сортировка плунжерных пар . Контроль и сортировка плунжерных пар заключается во внешнем осмотре деталей и испытании на плотность. Особое внимание следует обращать на выявление коррозии. При обнаружении следов коррозии или продольных рисок детали ремонтируют. Плунжерные пары, имеющие гладкую рабочую поверхность, испытывают на плотность. Плунжерные пары , плотность которых меньше нормы, раскомплектовывают; плунжеры и гильзы направляют на ремонт.
Механическая обработка плунжеров . Для того чтобы придать рабочей поверхности правильную геометрическую форму, а также удалить штрихи и риски, детали подвергают механической обработке (предварительной и чистовой). Предварительную притирку рабочей поверхности плунжеров чугунным притиром производят на специальной доводочной бабке или токарном станке.
Механическая обработка гильз . Механическая обработка гильз включает следующие операции:
предварительную притирку отверстия;
чистовую притирку отверстия;
притирку торцовой поверхпости;
контроль и сортировку деталей на группы.
Химическое никелирование плунжеров . Поверхности плунжера, не подлежащие химическому никелированию, покрывают тонким и сплошным слоем полихлорвинилового лака и просушивают в сушильном шкафу при температуре 30—40° С. Чтобы обеспечить хорошее приставание сплава, поверхность детали тщательно обезжиривают бензином и кальциево-магниевой известью.
Обработка после наращивания . Если это необходимо, детали притирают для придания рабочей поверхности более правильной геометрической формы. Притир должен свободно перемещаться вдоль оси плунжера при 150—200 об/мин детали. При обработке рекомендуется применять тонкую пасту ГОИ. После тщательной промывки в бензине детали измеряют и сортируют на группы по размерам диаметров рабочих поверхностей с интервалом 2 мк.
Подбор и взаимная притирка . После окончательной механической обработки плунжеры подбирают и подгоняют по гильзам. Плунжер должен входить в гильзу примерно на длину рабочего пояска. Взаимную притирку деталей производят при 150—200 об/мин шпинделя. При этом применяют тонкую пасту ГОИ или окиси алюминия. Перемещать гильзу вдоль плунжера следует плавно, без нажима. Окончание доводки характеризуется более свободным перемещением гильзы по всей направляющей поверхности.
Готовые пары промывают в бензине и продувают сжатым воздухом.
Контроль и приемка пар . Качество притирки поверхностей определяют внешним осмотром и проверкой плавности перемещения плунжера в гильзе. Затем пару испытывают на плотность.
Притертые поверхности плунжера и гильзы должны иметь ровный блеск, допускается наличие едва различаемых на глаз мельчайших штрихов.
После промывки деталей в дизельном топливе плунжер, выдвинутый из гильзы на 40—50 мм, должен в вертикальном положении под действием собственного веса опуститься до упора в торец гильзы. Никакие местные сопротивления, торможения и прихватывания плунжера в гильзе не допускаются.
Плотность плунжерных пар определяют опрессовкой смесью масла МТ-16П с дизельным топливом вязкостью 10 ccт при 50° С.
Пары испытывают под давлением 300 кг/см2 при температуре жидкости 18—20° С.
На рис. 164 показан прибор для опрессовки плунжерных пар. Испытываемую пару устанавливают в специальную съемную втулку 3, в которой гильзу стопорят винтом. Съемная втулка имеет пазы для установки плунжера по углу поворота относительно окон гильзы в положение максимальной подачи топлива. Втулку в сборе с испытуемой парой устанавливают в гнездо корпуса 9 прибора.
Торец гильзы уплотняют притертой пятой 8 и зажимают винтом 6 через шток 7. Груз 12 через систему рычагов 1 и толкатель 2 перемещает плунжер вверх. Рычаг 5 служит для подъема груза в верхнее положение, а защелка 11 — для его закрепления. Специальный рычажок 10 предназначен для подачи плунжера вниз при повторном испытании.
Рис. 164. Прибор для опрессовки плунжерных пар.
Испытание пары производят в следующем порядке. Груз закрепляют в верхнем положении, втулку прибора вместе с плунжерной нарой устанавливают в гнездо корпуса, уплотняют торец гильзы и надплунжерную полость заполняют прессующей смесью, открывая кран 4 трубопровода. Затем сбрасывают защелку груза. Под действием груза плунжер сжимает смесь до давления 300 кг/смг и, перемещаясь вверх, постепенно выдавливает ее через зазор испытываемой пары. Продолжительность падения груза, по которой определяют плотность пары, замечают по секундомеру. Каждую пару опрессовывают 3 раза. Испытания считаются правильными, если разница между полученными данными двух опытов не превышает 3 сек. При большей разнице пару необходимо промыть в чистом дизельном топливе и подвергнуть повторному испытанию.
Отремонтированные плунжерные пары сортируют по их плотности на три группы. К первой группе относят пары со временем опрессовки 6—10 сек., ко второй — 10—15 сек. и к третьей 15—20 сок. Каждый насос комплектуют плунжерными парами одной группы плотности.
Пары, не удовлетворяющие по плотности техническим условиям, направляют на перекомплектовку. В случае незначительного заедания плунжерную пару вновь тщательно промывают в чистом дизельном топливе и повторно опрессовывают.
Для систематической проверки состояния стенда пользуются контрольной и эталонной парами. Кроме того, для каждого стенда изготовляется контрольная втулка. Пользуясь этой втулкой, из числа новых деталей отбирают по две плунжерные пары, плотность которых соответствует времени опрессовки 6; 10 и 20 сек. Отбор плунжерных шар производят при температуре 18° С на стандартной смеси. Контрольные пары маркируют: «К-6 сек»; К-10 сек» и «К-20 сек». Эти пары хранят в OTK завода.
Для эталонных деталей принята следующая маркировка: «Э-6 сек»; «Э-10 сек» и «Э-20 сек». Этими парами пользуется цеховой контрольный мастер.
Допустимое различие в плотности эталонных и контрольных пар составляет 0,5 сек. для пар плотностью 6 и 10 сек. и 1 сек. для пар плотностью 20 сек.
Ежедневно в начале работы, а также после заправки бака стенда свежей смесью измеряют плотность эталонных пар на рабочей втулке стенда.
Показания стенда считаются правильными, если полученная плотность пары отличается от номинальной (отмеченной на эталонной паре) не более чем на 1 сек. для пар с плотностью 6 сек., на 2 сек. для пар с плотностью 10 сек. и па 4 сек. для пар с плотностью 20 сек. Если разница в показаниях будет больше указанных величин, то эталонную пару проверяют по контрольной втулке. Допустимая разница в показаниях при испытании эталонной пары на контрольной и рабочей втулках допускается не более 0,5 сек. для пар с плотностью 6 и 10 сек. п 1 сек. для пар с плотностью 20 сек. Если разница в результатах испытаний больше, то рабочую втулку стенда и уплотнительную пяту заменяют новыми деталями. Два раза в месяц эталонную пару проверяют по контрольной паре на контрольной втулке.
После сортировки на группы плунжерные пары клеймят. Детали, предназначенные для длительного хранения, консервируют. Для этого плунжерную пару промывают в чистом бензине, просушивают, закрепляют в специальной рамке и погружают в ванну с авиационным маслом при температуре 110—120°С. После прекращения выделения пены рамку с деталями вынимают. После того, как масло стечет с поверхности деталей, рамку на 2—3 сек. погружают в ванну с консервирующей смесью, содержащей 100 г парафина на 1 кг авиационного масла. Температура смеси 75—85°С.
После консервации каждую пару завертывают в пергаментную-парафинированную или азокеритовую бумагу и укладывают в коробку.
Источник
Что такое плунжерная пара? Производство, ремонт, замена и регулировка плунжерных пар
Топливный насос высокого давления (ТНВД) – это один из важнейших узлов любого дизельного двигателя. Именно с помощью этой детали горючее подается таким образом, чтобы в камеру попадала не жидкость, а топливно-воздушная смесь. На работу ТНВД значительно влияет плунжерная пара. Благодаря этому элементу осуществляется распределение и подача топлива в мотор. И сегодня мы рассмотрим, что такое плунжерная пара, какое значение она имеет для дизельного автомобиля.
Устройство
Конструкция данного элемента предполагает наличие двух основных элементов — втулки и плунжера. Последний состоит из небольшого поршня цилиндрической формы. При работе насоса данная деталь двигается внутри втулки. Благодаря возвратно-поступательным движениям, которые они производят, осуществляется нагнетание топлива, после чего происходит всасывание горючего. Плунжерная пара ТНВД (фото данного элемента вы можете увидеть ниже) имеет отверстия на втулке. Через них происходит подача дизтоплива для нагнетания.
То есть главное назначение и функция данного элемента заключается в измерении точного количества горючего для его подачи в цилиндры двигателя. Кроме этого, при помощи данного элемента насос подает топливо под определенным давлением в нужный момент. Но для того чтобы осуществлять все эти операции без сбоя, плунжерная пара должна соответствовать ряду технических требований. Само же ее производство осуществляется на высокотехнологичном оборудовании (как правило, на крупных предприятиях). В домашних условиях подобный элемент изготовить невозможно.
О нагнетательных клапанах как неотъемлемой части топливной системы
Основная задача данного элемента заключается в перекрытии магистралей высокого давления между плунжером и топливопроводом. Благодаря этому происходит снижение давления топлива, что необходимо для более точного и быстрого закрытия распылителей форсунки. Это предотвращает образование капель топлива, а их наличие там крайне нежелательно. Во время впрыска то давление, которое создается в пространстве над плунжером, производит подъем конуса нагнетательного клапана. Далее горючее под давлением попадает к распылителю через топливопровод и держатель клапана. Как только канавка плунжера открывает сливной канал, уровень давления в камере падает, а пружина нагнетательного клапана прижимает корпус устройства к седлу обратно. Такое действие происходит в системе до тех пор, пока плунжер не начнет новый рабочий ход.
Вероятна ли протечка плунжера?
В качественных деталях вероятность протечки топлива равна нулю. Чтобы максимально снизить вероятность утечки топлива, зазор между втулкой и плунжером делают равным 1-3 мкм. По причине такой высокой точности каждый плунжер подбирается отдельно к втулке. После этого на заводе выполняется подгонка обеих деталей. В ходе изготовления поверхность этих элементов дополнительно закаляется. Это делается для того, чтобы обеспечить максимально долгий срок эксплуатации данной детали.
Эксплуатация детали
Плунжерная пара – это тот элемент, который требует особого внимания во время эксплуатации автомобиля и работы его топливной системы. Залог качественной и бесперебойной работы данное детали – использование только качественного топлива. К сожалению, на отечественных АЗС за качеством горючего следят немногие, поэтому нашим автовладельцам (особенно тем, у кого дизельные автомобили) часто приходится ремонтировать и чистить форсунки.
Содержание различных химических примесей и большая концентрация грязи и отложений значительно уменьшают срок службы плунжерных пар. Особо негативное влияние оказывает вода, которая тоже иногда содержится в отечественном топливе. Когда она попадает в зазор между втулкой и плунжером, нарушается целостность смазывающей пленки, в результате чего устройство начинает работать без смазки. Это может привести к повышенному нагреву, деформации и даже заклиниванию такой детали, как плунжерная пара. В таком случае выход из ситуации только один – замена устройства на новое. Для того чтобы избежать подобных неприятностей, нужно регулярно производить диагностику топливной аппаратуры и по возможности не заправляться на незнакомых АЗС.
Когда требуется замена плунжерной пары?
Есть несколько основных симптомов, свидетельствующих о неисправности данной детали. Одним из них является отказ запуска двигателя. Но определить поломку плунжерной пары можно и при работающем двигателе. В таком случае необходимо обратить внимание на качество работы мотора. Если он работает нестабильно и с перебоями, скорее всего, причина скрывается в топливной системе. Также при неисправной плунжерной паре мотор начинает значительно терять свою мощность и издавать посторонние звуки, которые ранее не возникали. Если вы заметили хотя бы один из вышеперечисленных симптомов, необходимо произвести диагностику топливной системы автомобиля.
Стоит отметить, что для этого нужно иметь специальное диагностическое оборудование. Поэтому собственными руками и без соответствующей аппаратуры вы вряд ли сможете определить исправность плунжера. После диагностики мастера принимают решение о том, нужна ли регулировка плунжерной пары либо ее следует заменить полностью на новую. При ремонте используется определенное оборудование, которое восстанавливает заводские герметичные размеры плунжера и втулки. Сама же замена тоже требует особой аккуратности, знаний и опыта, поэтому что-то делать в ТНВД своими руками крайне опасно, так как это может вывести из строя всю систему в автомобиле.
Заключение
Итак, мы выяснили, как влияют плунжерные пары на ТНВД и все их конструкционные особенности.
Источник
Плунжерная пара
Под плунжерной парой понимается один из основных рабочих узлов ТНВД (топливного насоса высокого давления), широко применяемого в дизельных двигателях. Кроме того, аналогичные механизмы используются в различных гидромашинах, обычных насосах, гидрокомпенсаторах и другом подобном оборудовании. Популярность и востребованность плунжерной пары объясняется сочетанием впечатляющих эксплуатационных характеристик, в числе которых надежность, долговечность и простота конструкции.
Определение и история появления
Плунжерная пара представляет собой механизм, состоящий из двух элементов. Первый из них, давший наименование всему узлу, называется плунжер или поршень, а второй – так называемая гильза или втулка. Принцип работы пары основан на том, что плунжер совершает возвратно-поступательное движение внутри втулки. В результате, при помощи каналов, расположенных внутри механизма, топливо или другая рабочая жидкость под высоким давлением подается в пространство, расположенное над поршнем.
Необходимость в разработке ТНВД на основе одной или нескольких плунжерных пар появилась после изобретения дизельного двигателя, совершенного Рудольфом Дизелем. В число ключевых особенностей агрегата входила подача топлива в камеры внутреннего сгорания под давлением, что выступало обязательным условием его гарантированного самовоспламенения. На первых моделях для решения этой задачи использовался громоздкий и тяжелый компрессор, наличие которого заметно снижало общий КПД дизельного двигателя.
Разработка в 20-х годах прошлого века Робертом Бошем ТНВД, использующего в качестве основного рабочего узла плунжерную пару, позволило значительно сократить габариты дизельного двигателя, сохранив его впечатляющие эксплуатационные характеристики в виде экономичности, эффективности и высокого уровня мощности. Дальнейшее совершенствование плунжерной пары состояло в повышении качества изготовления поршня и гильзы, а также использовании более современных материалов.
Устройство и требования к изготовлению
Как уже было отмечено выше, плунжерная пара состоит из двух элементов, каждый из которых предназначен для выполнения четко определенных функций:
Плунжер. Изготавливается в виде металлического цилиндра, длина которого существенно превосходит диаметр. Основное назначение детали – возвратно-поступательное движение внутри втулки.
Втулка. Также изготавливается из высокопрочного металла в виде полого цилиндра. Внутри детали располагаются отверстия, предназначенные для подачи или отвода топлива (для ТНВД дизельного двигателя) или других рабочих жидкостей (для обычного насоса и различных гидромашин).
Ключевое требование к плунжерной паре состоит в обеспечении герметичности узла при одновременном свободном перемещении плунжера внутри поршня. Для решения задачи при изготовлении деталей требуется тщательно соблюдать геометрические размеры, а в дополнение к этому поверхности обоих элементов тщательно обрабатываются, благодаря чему достигается плотность примыкания друг к другу. Стандартным считается зазор между поршнем и втулкой составляющий 1-3 мкм. Сказанное объясняет, почему плунжерную пару нередко называют прецизионной, что буквально означает «высокоточная».
Эксплуатация рассматриваемого узла сопровождается высоким давлением и серьезным уровнем сопутствующих нагрузок. Поэтому, помимо герметичности, к плунжерной паре предъявляются серьезные требования в части прочности и устойчивости к различным физическим воздействиям. Как следствие – для изготовления узла применяются высокопрочные и износоустойчивые марки стали и современное оборудование, способное обеспечить нужную степень точности геометрических размеров деталей и необходимые технологии обработки металла. Долговечность и надежность плунжерной пары являются одним из ключевых факторов, благодаря которым обеспечиваются впечатляющие характеристики дизельного двигателя в целом.
Принцип работы и разновидности
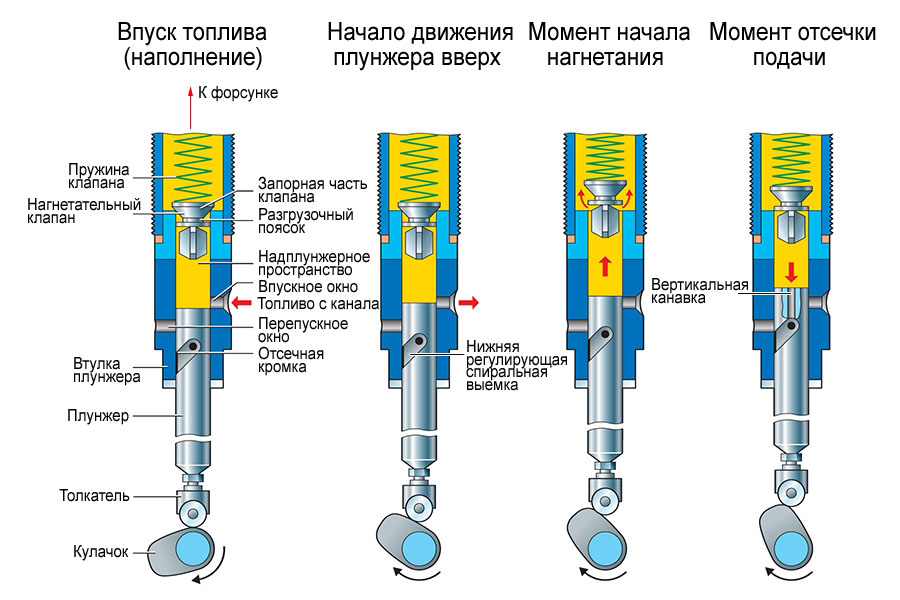
Стандартная схема работы плунжерной пары выглядит следующим образом:
Стартовое положение плунжера – в нижней части гильзы. Оно достигается за счет действия пружин.
Кулачковый вал оказывает давление на поршень.
Плунжер перемещается по втулке в верхнее положение, что вызывает увеличение давления топлива в пространстве над поршнем, куда оно поступает через специальные каналы в гильзе.
Повышение уровня давления приводит к открыванию клапана, следствием чего выступает дальнейшее перемещение горючего через форсунки в камеры внутреннего сгорания.
Завершает рабочий цикл перемещение плунжера в стартовую позицию, осуществляемое за счет действия пружин.
Простота описанного принципа действия плунжерной пары выступает важным объяснением надежности и долговечности основного рабочего узла ТНВД. В настоящее время применяются две основные разновидности рассматриваемого механизма. Отличие между ними заключается в наличии в плунжере специальной кольцеобразной просечки. Она используется для сбора и возврата утечек горючего в основную магистраль топливного насоса. Изготовление плунжерной пары в этом случае требует несколько больших расходов, которые компенсируются повышением эффективности работы двигателя.
Область применения и функциональное назначение
Основной сферой применения плунжерной пары является ТНВД, используемый в дизельных двигателях. Функциональное назначение механизма в данном случае заключается в следующем:
подача дизельного топлива к форсункам с одновременным нагнетанием давления;
определение необходимого количества горючего, которое требуется переместить к форсункам;
установление оптимального режима впрыска дизельного топлива в камеры сжигания двигателя.
Эффективное выполнение указанных функций достигается за счет совместной работы плунжерной пары и современных систем автоматизации и контроля, повсеместно используемых в ТНВД. Рабочий узел предназначен для физического воплощения в практической деятельности параметров и характеристик, определяемых при помощи автоматики.
Помимо дизельных двигателей, плунжерные пары часто применяются в различных по устройству и назначению насосах, а также гидромашинах и другом подобном оборудовании. Настолько широкое использование рассматриваемого механизма связано с сочетанием относительной простоты конструкции и принципа действия с надежностью, эффективностью и долговечностью узла.
Основные достоинства и недостатки
Появление ТНВД, использующего в качестве основного рабочего узла плунжерную пару, стало одной из ключевых причин стремительного роста популярности дизельных двигателей. Такое развитие событий стало возможным, благодаря впечатляющим эксплуатационным и техническим характеристикам агрегата, значительная часть которых является непосредственным результатом применения рассматриваемого механизма. Ключевыми достоинствами плунжерной пары в частности и ТНВД в целом выступают:
надежность. Нередко именно это слово выступает в качестве первой ассоциации при упоминании дизельного двигателя. Данная характеристика вполне заслуженно считается одной из визитных карточек агрегата;
универсальность. Наличие ТНВД и плунжерной пары позволяет разом решить многочисленные задачи, обеспечивающие эффективную работу дизельного двигателя. К ним относятся: подача топлива под высоким давлением, его дозировка и определение наиболее подходящего режима впрыска горючего для последующего сжигания;
высокий КПД. Ключевое преимущество агрегатов на дизельном топливе, которое в сочетании с экономичностью приобретает в современных условиях особенно важное значение;
экологичность. Двигатель внутреннего сгорания достаточно сложно назвать полностью безопасным для состояния окружающей среды механизмом. Тем не менее, современные дизельные агрегаты отвечают самым строгим экологическим стандартам, что достигается за счет полного сжигания топлива, его небольшого расхода и, как следствие, минимального количества вредных выбросов.
По сути, единственным существенным недостатком плунжерной пары в современном дизельном двигателе выступает износ механизма, связанный со сложными условиями его эксплуатации. Важно отметить, что качественное изготовление и использование высокопрочных марок стали позволяет существенно увеличить нормативный срок службы основного рабочего узла ТНВД. Тем не менее, полностью исключить износ, конечно же, невозможно.
Признаки неисправности
Возникновение проблем, вызванных износом плунжерной пары, обнаружить достаточно просто. Основными симптомами их появления становятся:
трудности с запуском двигателя;
уменьшение мощности агрегата или плавающее значение параметра, характеризующего количество оборотов;
посторонние шумы при работе двигателя;
повышенный расход горючего.
Частой причиной повышенного износа плунжерной пары становится использование некачественного топлива. При этом необходимо помнить, что своевременное выявление проблем и грамотно проведенный квалифицированными специалистами ремонт, который заключается в замене обоих элементов рабочего узла, могут обеспечить дальнейшую длительную и беспроблемную эксплуатацию дизельного двигателя. Главное при этом – обратиться к профессиональным и опытным специалистам. Такой подход является вполне оправданным, так как небольшая экономия на стадии диагностики и ремонта нередко оборачивается намного более серьезными финансовыми потерями в ближайшем будущем, связанными с необходимостью замены или полного перебора агрегата.